Carbide 3D Community Site
X axis jumps during cut
Zman
(MICHAEL ZEMANEK)
August 4, 2023, 2:13am
13
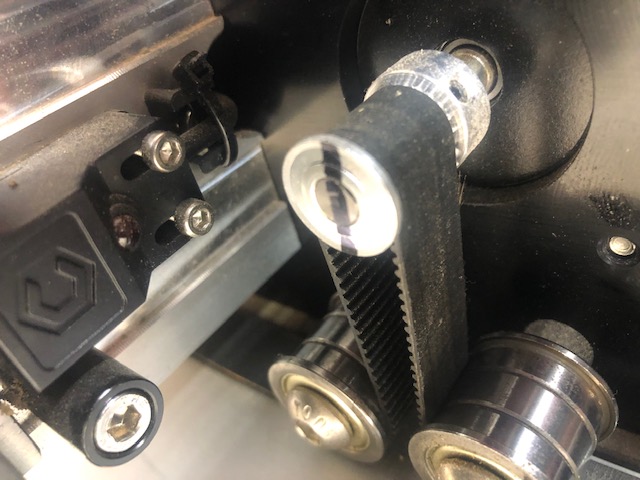
Now put a witness mark on it so all you have to do is a one-second check.
3 Likes
Losing steps on X axis whilst cutting air?
show post in topic