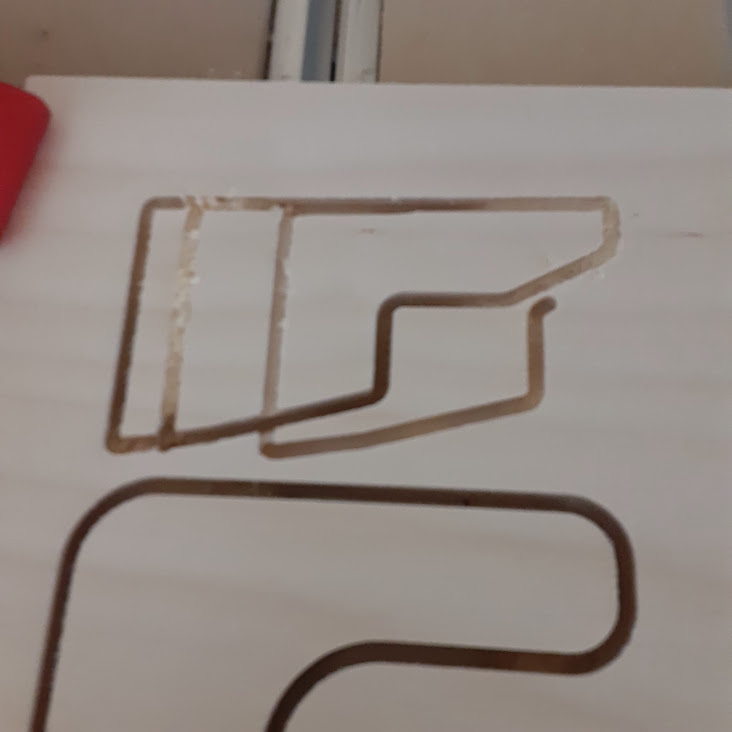
pro xxl…random problem, only when using “contour” x axis motor starts chirping and shifts in x. All mechanicals good from belt to rail to pulley screws. Carbide tells me that I have to cut out as a pocket. 1/8 end mill .1 dp. 14000 rpm, Feed 60 in Baltic birch. After this happens I stop machine,home and restart
My question is what is the contouring for? Why does it have problems doing a simple contour?
Cutting a slot just as narrow as the tool results in near constant 100% tooling engagement which is the worst possible way to cut and maximizes the chances of things going wrong.
Adding geometry and cutting as a pocket down to tab height or the penultimate pass reduces tooling engagement and maximizes the chances of the cut completing succesfully.
this is the same canned response I see all the time. There is no tool pressure the initial pass when cutting a pocket is the same.
It is the basic facts of cutting with a rotary tool using a machine which does not have any sort of positional feedback.
One has to set up a file so that the cutting forces are not likely to overwhelm the ability of the machine to move along a given path.
Consider it this way — cutting along one edge, the machine has a certain percentage of likelihood of being pulled off path — cutting along two edges, the likelihood of this happening is doubled. Why would one consistently choose a toolpath which doubles the probability of failure?
Try setting up a cut which cuts out a pocket with a given feed/speed — listen to the machine as it cuts it — then try setting up a cut for the same geometry cutting only along the perimeter and cut it and listen to the machine as it cuts — the noise is markedly different because of the increased tooling engagement. One is a good cut which is likely to succeed, the other is a problematic cut which is not good practice and which is likely to fail.
4 Likes
so 1/8 cutter .1 deep in plywood is overwhelming machine with linear guides? I am an actual CNC programmer and what you just said makes no sense. If what you said is true why purchase you’re machine? So my pro isn’t capable of making a simple slotting cut (.1 DEEP) ? If I offset tool path 10% and cut as pocket the first pass is still at full engagement like a slotting cut.
No, repeated cuts along the same toolpath creating a slot increase the possibility of lost steps.
Cutting as a pocket which is 10% wider than the endmill will make only the first pass fully engaged (on both sides of the cut), and that at only a depth equal to the depth per pass, subsequent passes will be fully engaged on the outside of the cut while the inside will only be engaged to the depth per pass.
You never said how many flutes that 1/8" bit has but I suspect that .100" DOC is pulling a heck of a chip load on that belt driven X axis, linear rails or not.
2 flute and it doesn’t matter if .05 or .1 still happens, remember its birch plywood …cuts like butter I have been through wiring multiple times along with everything mechanical.
I WONDER IF STEPPER IS BAD? other than this random problem I love the machine but it is becoming a trust issue. Scrapping out an expensive project that might have $100 in mat. and hours of prep and glue up, is not an option.
You mentioned you have looked at “mechanical”.
Could you stepper pulley be slipping? I have a one second check for my steppers. Witness mark to look at.
Good Luck
2 Likes
You might want to check the connectors for the stepper motors. There are numerous posts about loose connectors, and improperly crimped connectors causing this problem as well. I have replaced most of the connectors on my Pro XXL by just cutting out the connector, and soldering and heatshrinking the splices. The wiring harness should have had connectors only at the control board, and at the motors and sensors.
It may also be worth inspecting the X belt for broken teeth and stretching While its off or loose from the machine does your Z move freely from side to side along the linear rails? Any binding or tight sports?
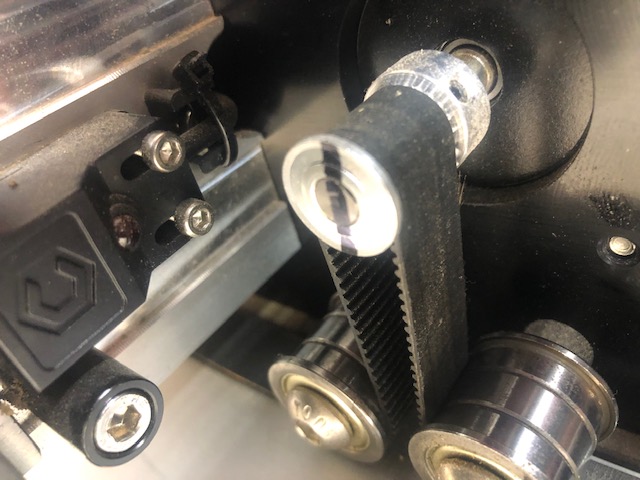
The screws on the stepper motors can loosen over time too. I’m referring to the one that holds the pulley to the shaft. Make sure it’s on the flat part of the shaft and secure. I put a mark on mine so I could see if it moved.
Yes I have replaced the belt checked all the connections and checked the set screws on the pulley numerous times. I should add that NONE of the set screws on all 3 motors were tight and NONE of the set screws were in contact with the flat on the shaft The only thing I haven’t replaced is the motor
I think I may have even replaced the set screws with shcs for a little more bite. I can’t remember off hand and I’m not at home currently to check.
1 Like
I replaced the set screws with socket head cap screws on all the steppers
1 Like
This topic was automatically closed after 30 days. New replies are no longer allowed.