I wrote a program to cut a new waste board, its the first cut that I’ve done. The program has 121 holes through the 0.812" MDF and a 1/16" larger diameter recess centered on each hole. The recessed holes were the 1st cut and the through holes were the 2nd cut. The recessed holes varied minimally, I still need to trim the surface to bring it to true, but I ran into issues with the through holes.
The Shapeoko started cutting the far row of through holes. Eleven rows of holes, the first through fifth row the holes cut through. The 6th row, the holes cut about halfway through, although inconsistently. The 7th through 11th rows, the “through holes” were barely cut from the material.
Somehow, between the 5th and 6th rows something about the Z-axis was thrown off. It seems it’s not a mechanical issue considering all of the recessed holes cut. Any idea what I can adjust to resolve this issue?
Also, I cut the through holes twice, zeroing the z-axis again before the second pass. There was no difference between the first and second pass, the shallower z cuts were consistent at each hole between the first and second passes.
Belt tension — the Z-axis should be guitar string tight (but careful not to bend the motor shaft): http://docs.carbide3d.com/assembly/shapeoko/xxl/step-5-belting/ on deep cuts it may help to remove one spring from the Z-axis temporarily, esp. if one hasn’t added a spoilboard on top of the wasteboard — it also helps to install the router as low as possible (installing the Makita adapter upside down will help). Some folks have found it helps to remove the M4 Z-axis tension bolt, apply a thin bead of threadlock along the length of the threads, then reinstalling it after it has dried.
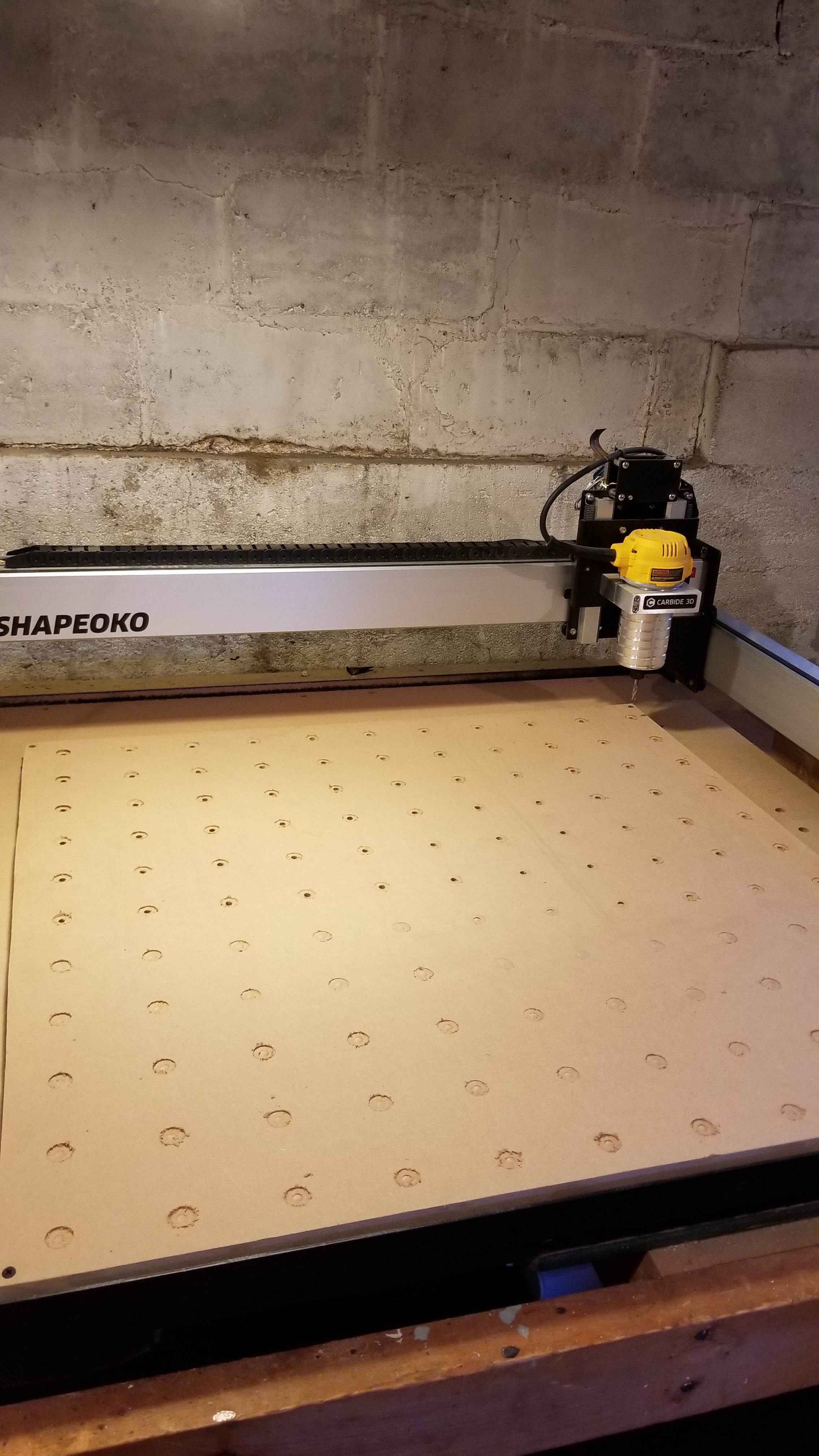
I planned the file to start at x:1.5", y:1.5" at the lower left corner. All dark points are through holes (0.812" deep) and all recesses are (0.063" deep).