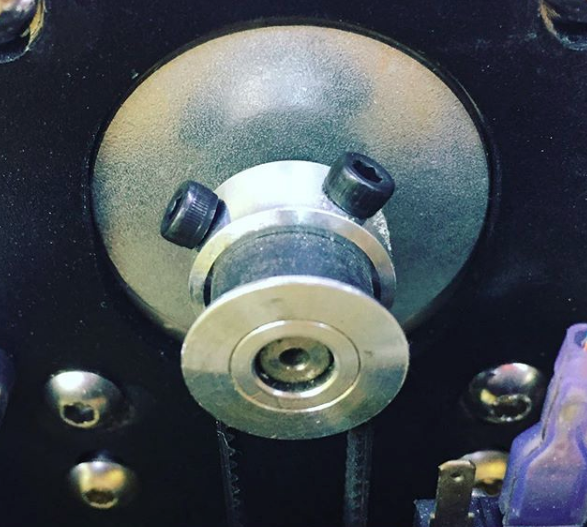
Get rid of those PITA set screws and replace them with 10 mm long cap screws. You’ll thank my later: