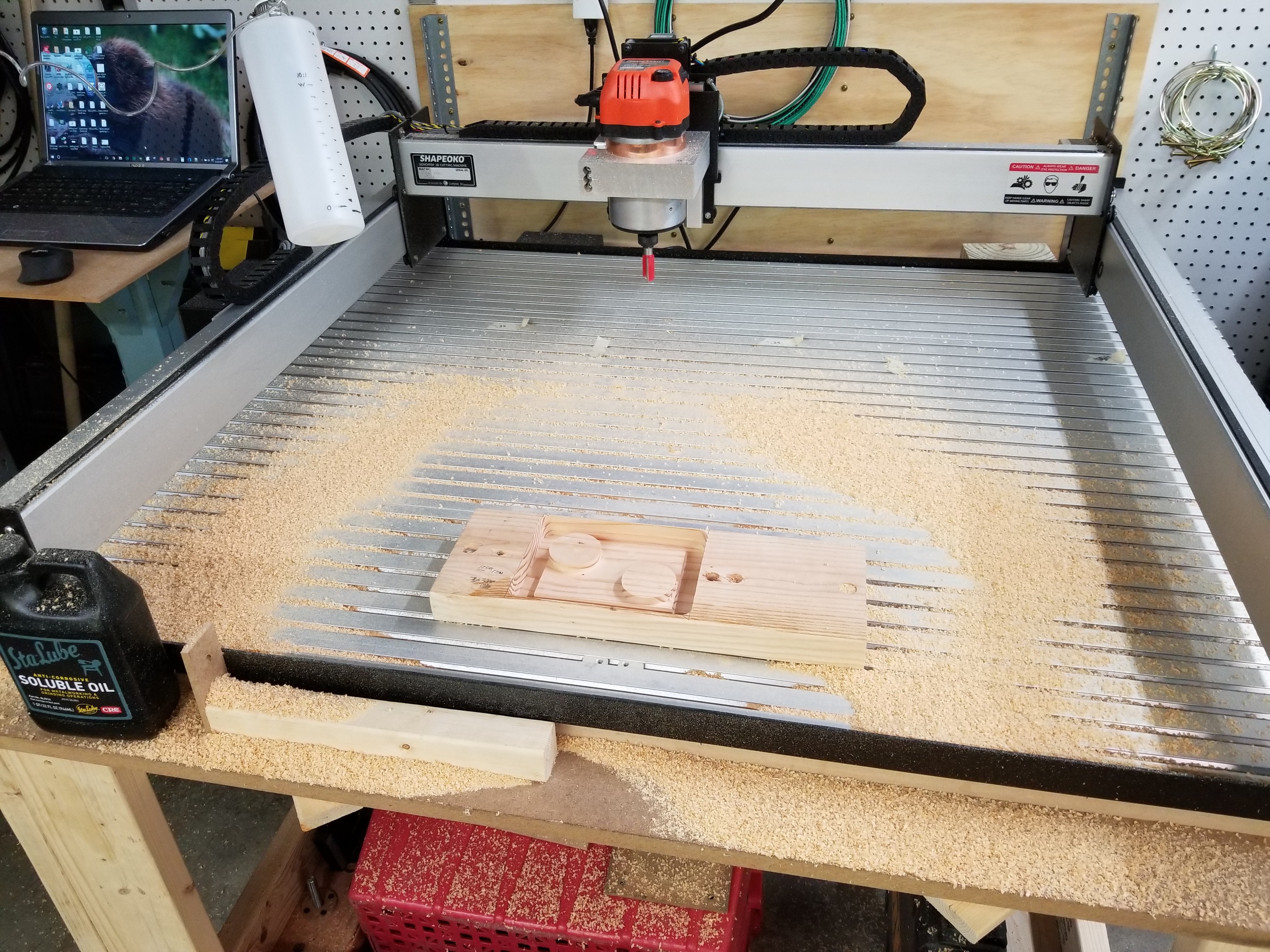
All ready to try some work at a slower rpm with some larger tools!
1st run a success!
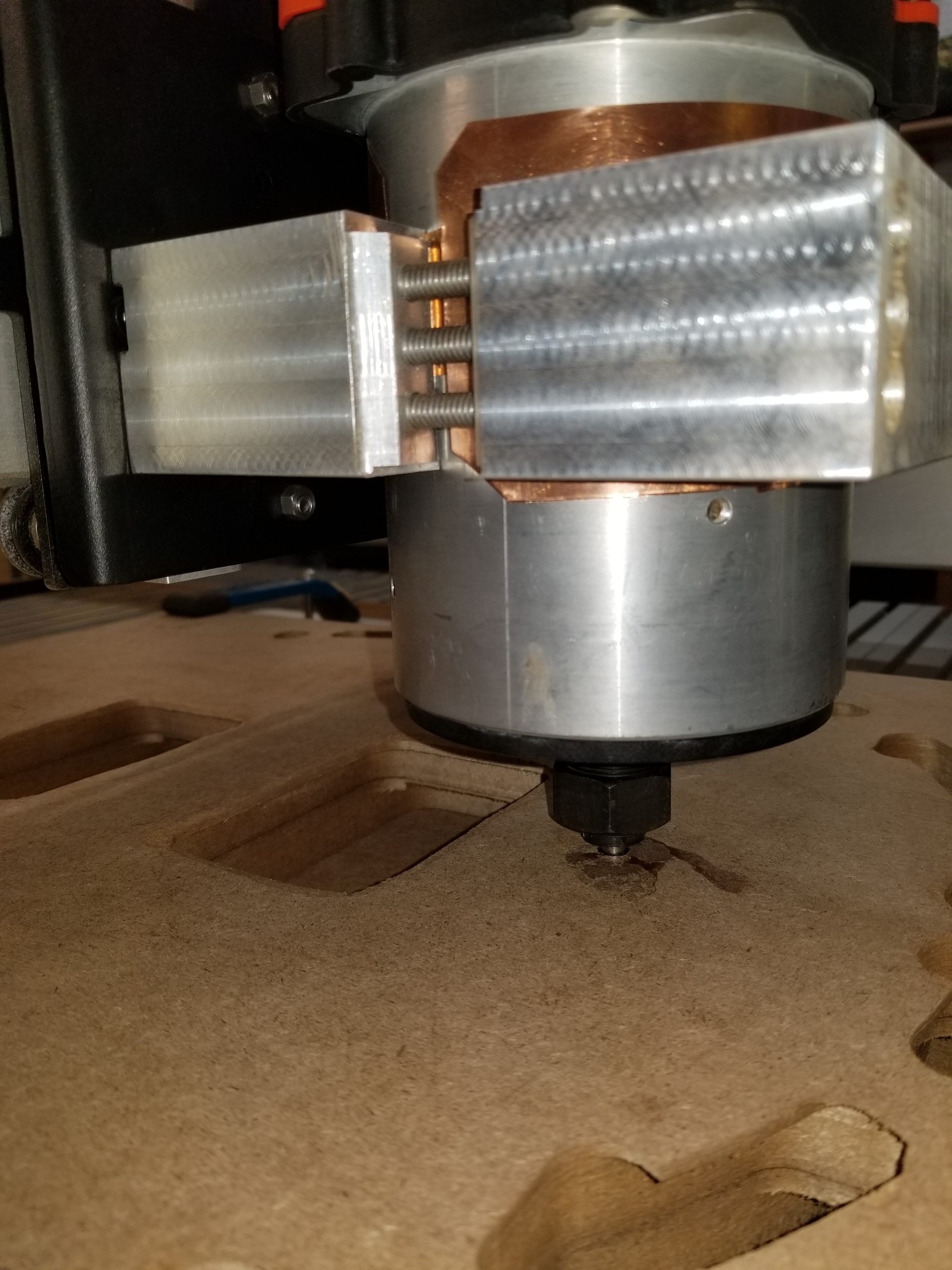
0.75in Cutter, 0.9 in depth, running at 15 in / min and 5 in/min plunge to ensure all stable
Worked great!!! Smoother than I ever imagined with the more HP behind the cut.
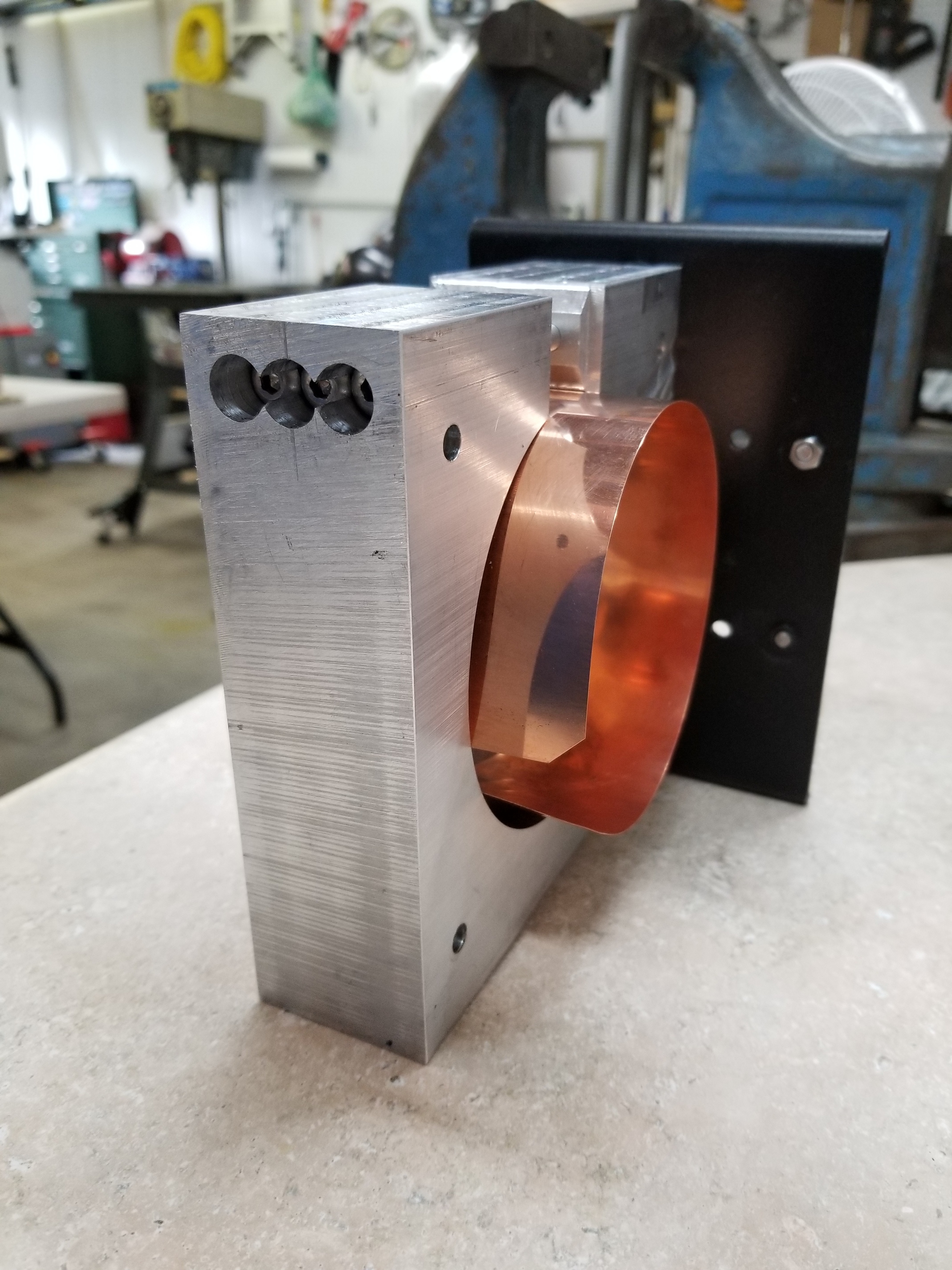
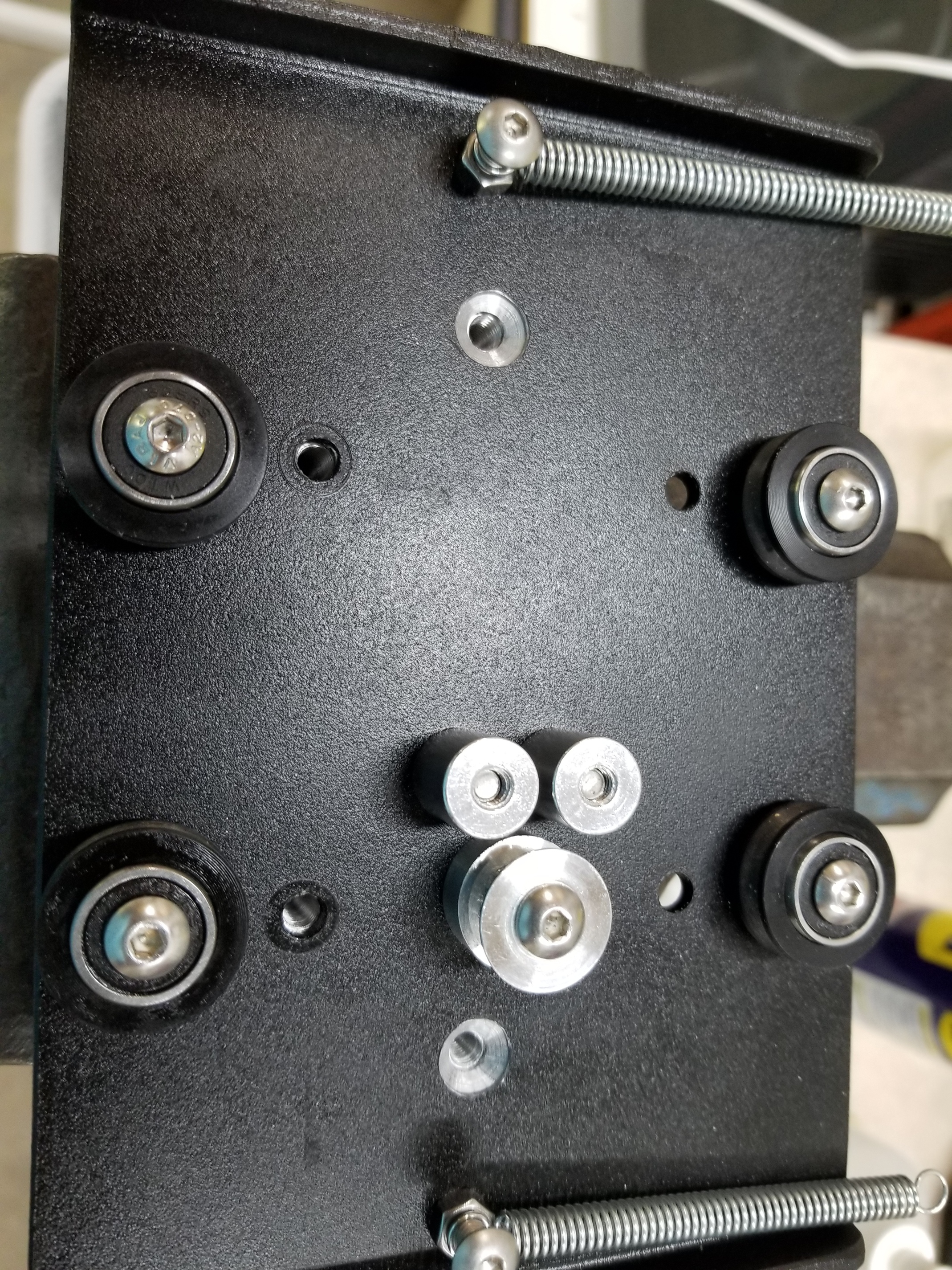
If I were making a new mount like yours I would put threaded holes through each side and use set screws for tramming the router. Loosen the mount screws, put on your indicator, then tighten/loosen the set screws from each direction until it is perfectly trammed, then tighten down the main bolts. I’d like to do that with my stock mount, but don’t have the skills yet. I’ve seen large machines with tramming screws, and it looks pretty nice.
Yeah - I didn’t get that far into it was seeing if it would work in concept with the springs, weight of the motor, etc. I did spend a good amount of time squaring exactly to the steel plate, But, as you and I know, that’s irrelevant if it’s not square to everything else. Good idea I’d say for sure for the next step(s). Thanks!
In the video you were only using a fraction of the hp available. Have you made any cuts that use the full hp of the router? I kind of doubt that the SO3 is stiff enough or powerful enough to for a cut that’s using more than 1.5 hp. Any thoughts?
Hi Tony, Yes, that was the very 1st run, literally. I was watching everything from possible missing steps to adequate spring tension on Z along with the obvious bad harmonics, etc. All looked to be in very good shape. The only thing I had to modify, was ease up on my Z springs because it last steps in trying to cut down. All worked well and I did another test cutting same 0.75 now at 0.15 depth of cut, 0.375 stepover, 55 in/min feed, 10 in/min plunge & still climb milling.I agree with your comment about the stiffness not being enough for the larger motor. This is where everything from feeds and cutter Sharpness to chip evacuation and air/coolant need to really come into play. Also, I was thinking “inertia-wise”, the larger motor may help “dampen” some things cruising around, again as long as not chattering or putting some or all of the setup into catastrophic frequencies! Oh and hoping the 10,000 RPMs will cut the feeds down, plus the added hp/torque making it able to maintain the lower feeds w/o having to wind back up the rpms. I’ll post another video of it ripping thru mdf @ those rates above.
For sure! I’m hoping to get back to Aluminum with my coolant /air setup going again on this motor and see if it’s a noticeable difference in any way. Also, see my reply to Tony below too. Thanks!
Cool! I might be able to do that, after I really test thru and am happy with and have my page of 150 disclaimers written 2nd run done last night and running back side of today. I’ll post some videos sometime too.
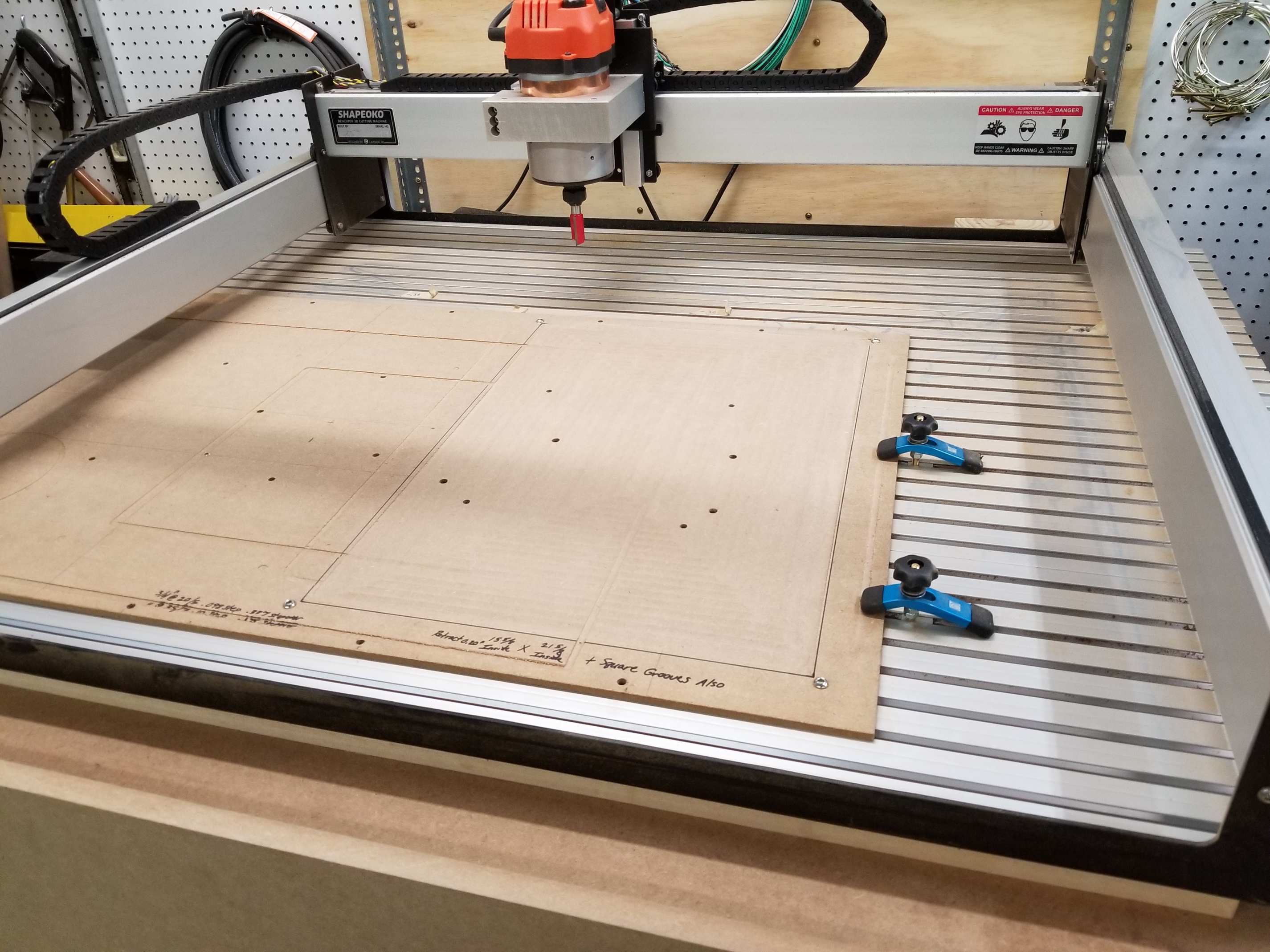
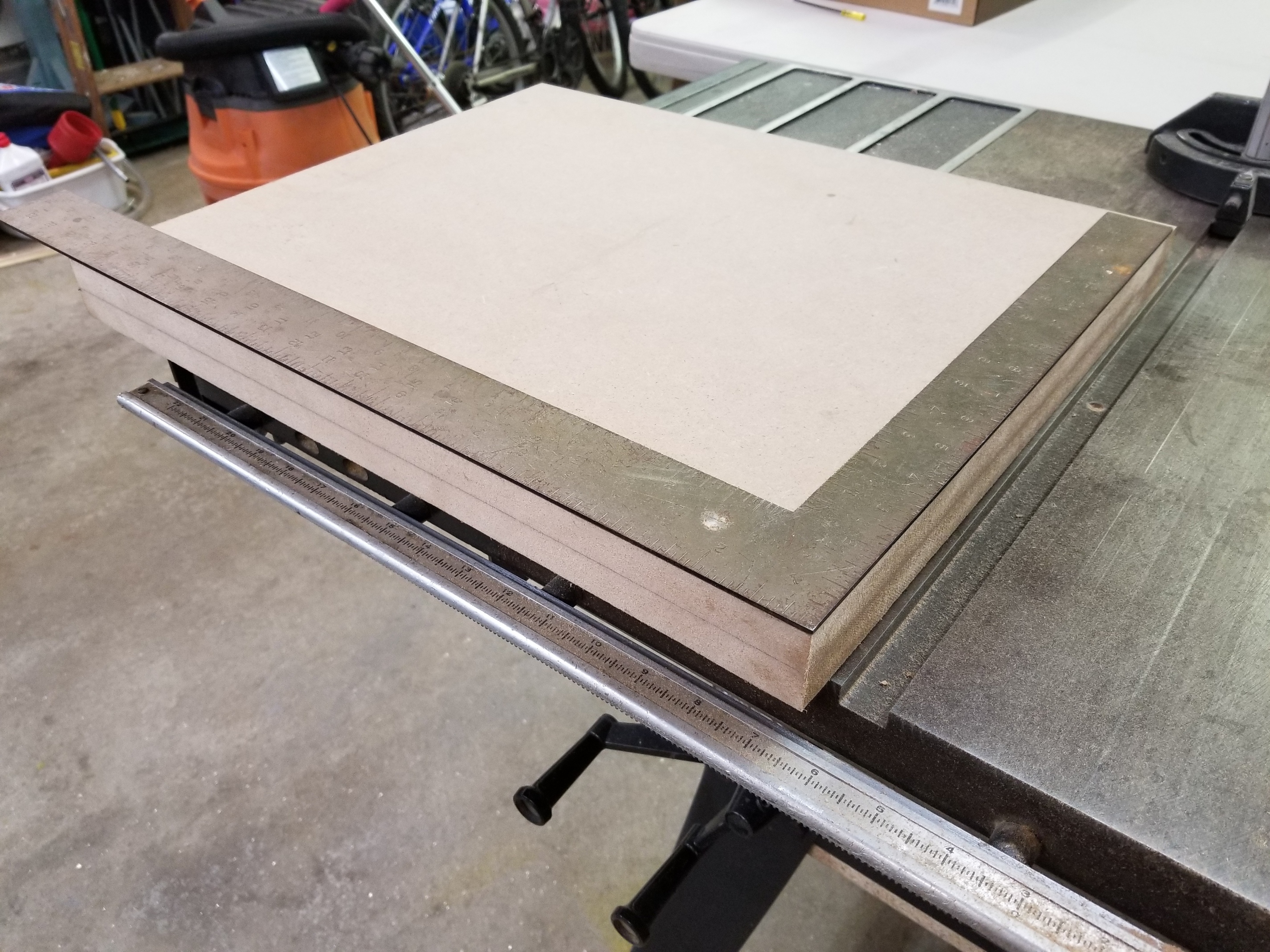
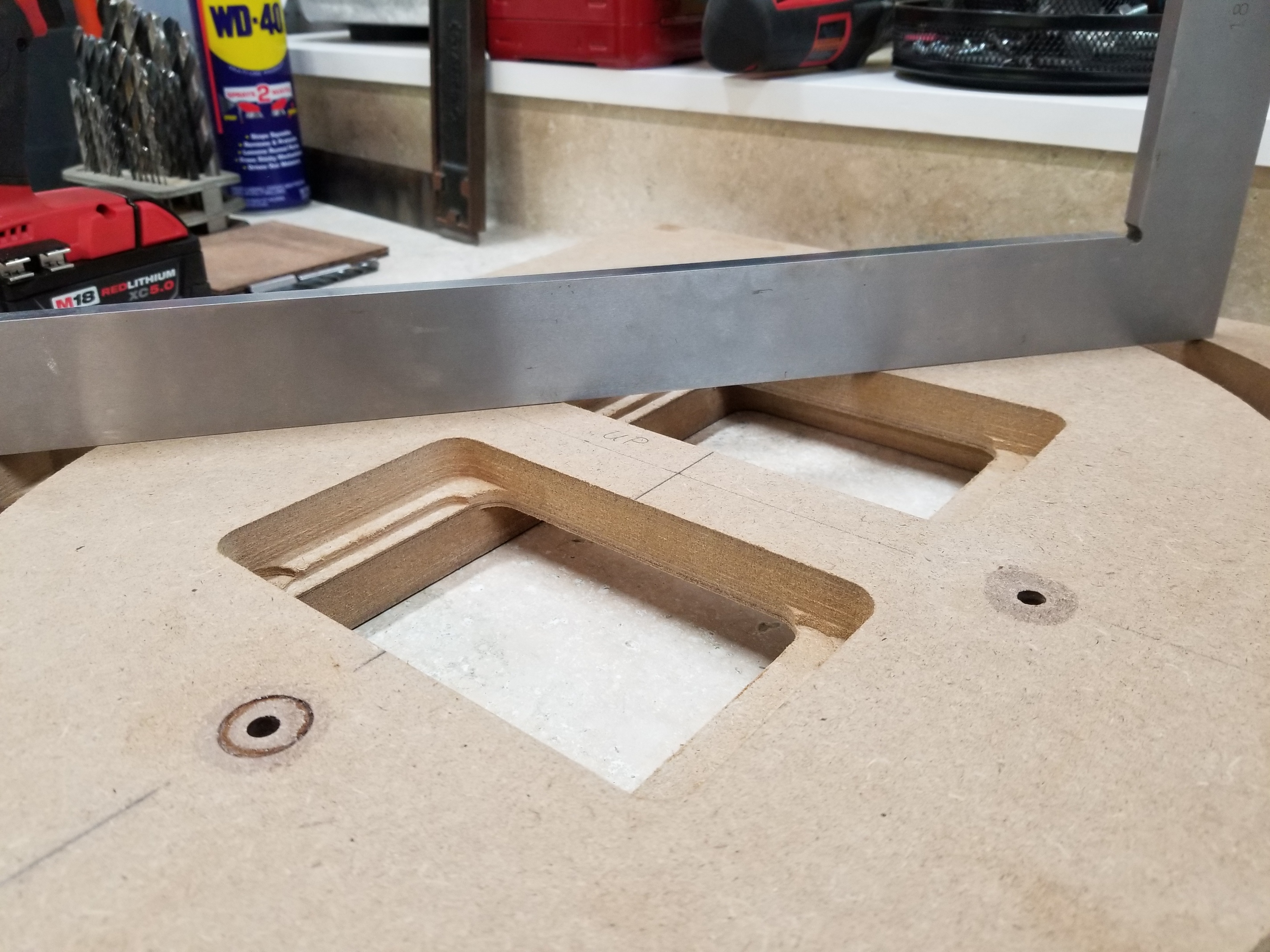
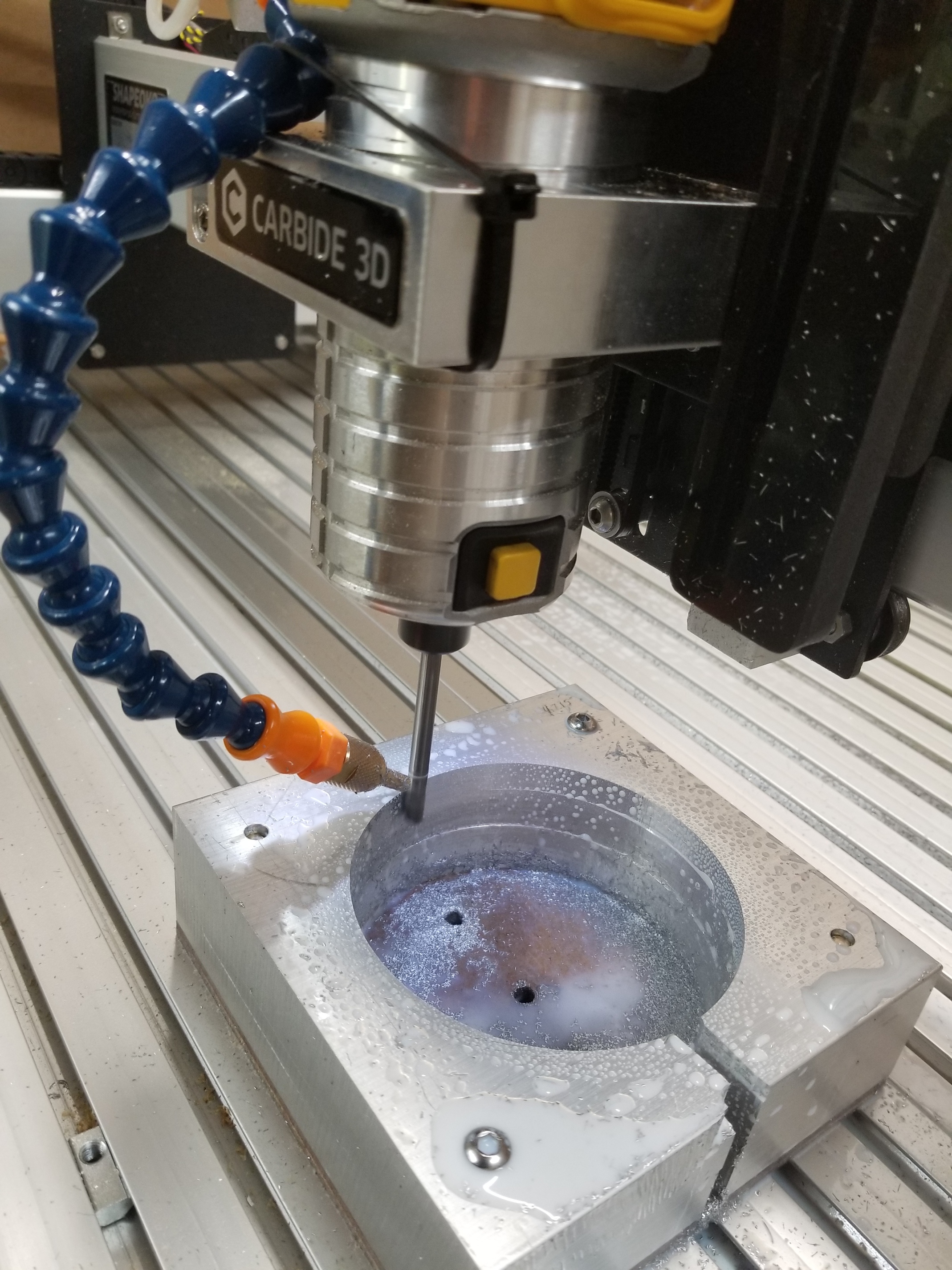
Hello, working on a frame -2-sided mill / carve project for my father. I decided to machine a “blank” the same as his final wood one he provided me to use for testing machine under more load and also as a practical test piece. It’s comprised of 2 pieces of 3/4" MDF glued together with wood glue. I’ll post a few videos.
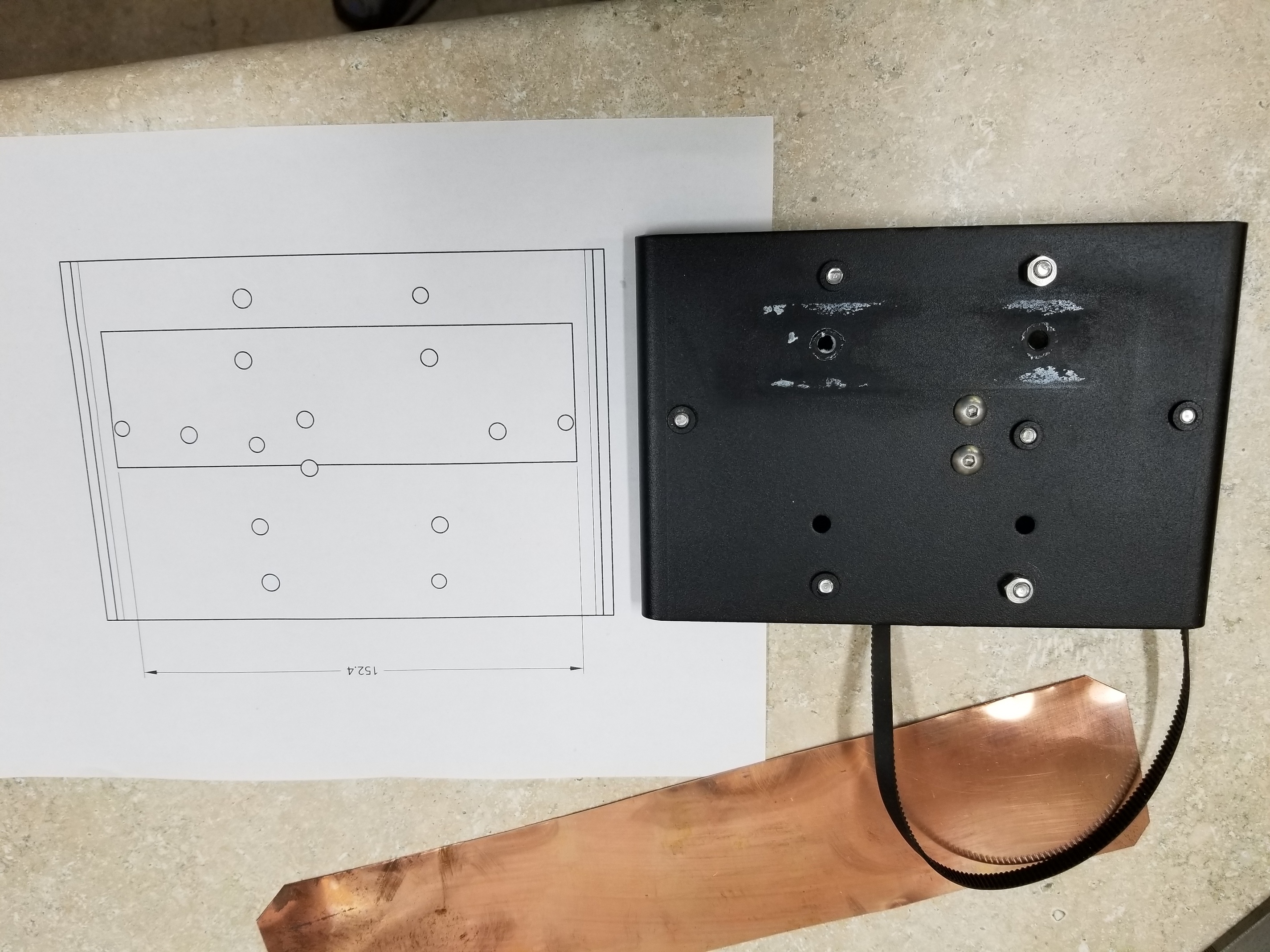
What’s the weight of the router you’re using? I had made a post earlier about the possibility of using the Dewalt 618 router, which is slightly heavier than the 611, but 2.25hp and takes 1/2" mills. Did you need to change the z-axis springs to lift the heavier router? Are you getting any deflection on the gantry?
Hi Stephen, let me try to answer all best as possible as I’m learning / taking note as I move along here. I don’t know if I see any flex in the gantry as I just readjusted all of the eccentric nuts and it’s really nice and tight (considering there is amazing hold with the wheels being put into trust as well as radial stresses on the Z carriage!) Yes, could be better, but look what I’m hanging off of this thing! My selection of this router was easy as it was gifted to me otherwise I’d probably look into the one you mentioned before something like this but I’m very happy and still interested in seeing if the extra torque at lower rpms will be key to some of my cutting. Regarding the Z axis springs I tried two but too strong. Bent both longer and too strong still. I’m now using these two I had but when raised up barely they are buckling and taking zero load. I left machine on for long while and the stepper is barely warm at all holding that position too which again is testament to me of the amazing strength of these little motors!
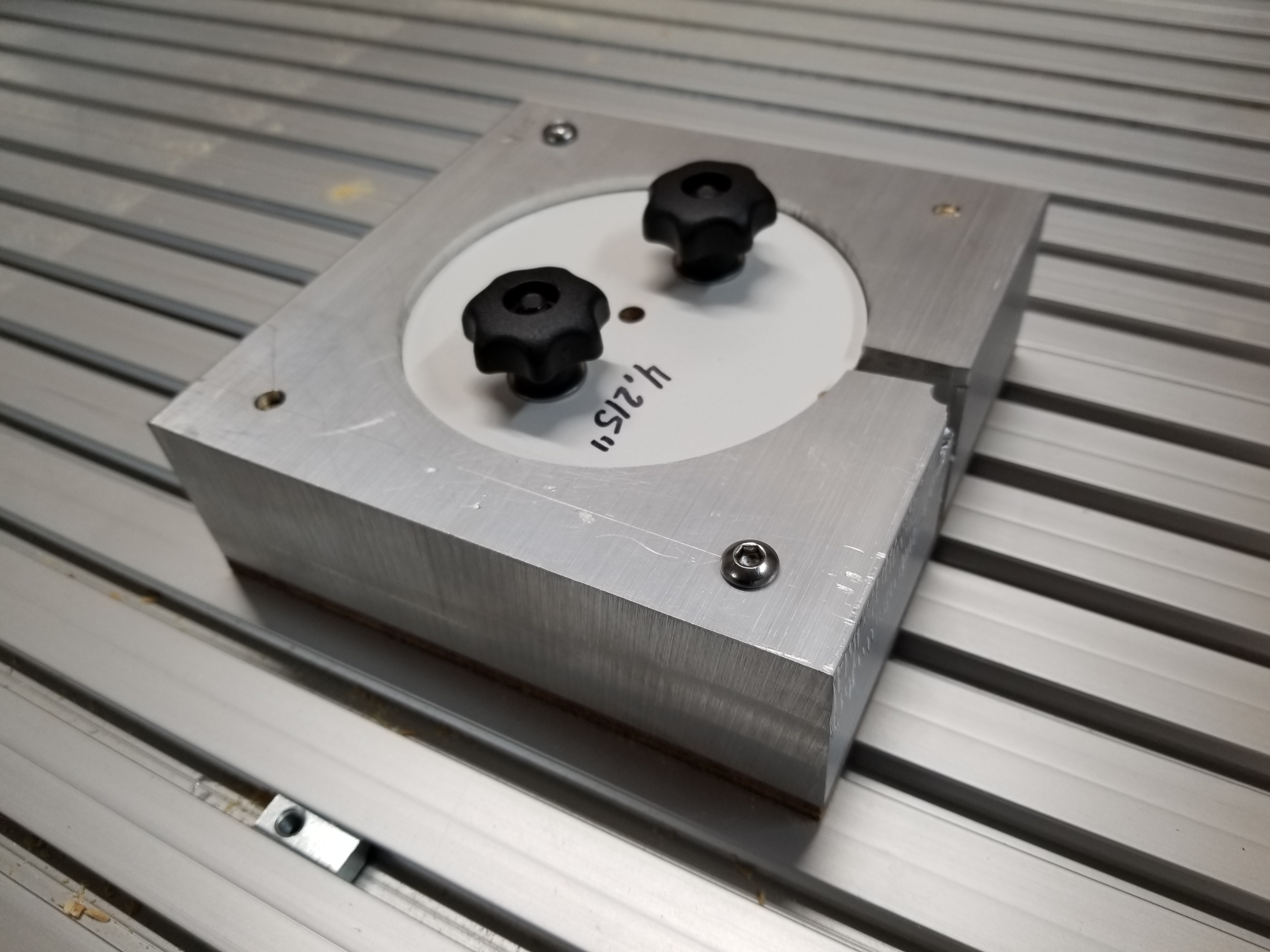
Some info on the router here per your request from Rockler’s site:
WHAT’S INCLUDED
(1) Portamate PM-P254 Variable Speed 3-1/4 HP Router Motor
(1) 1/4’’ Collet
(1) 1/2’’ Collet
(2) Collet Wrenches
TECHNICAL DETAILS
Variable Speed Range: 10,000 - 22,000 RPM
Horsepower: 3.25
Amps: 15
Voltage: 120V
Housing Diameter: 4-1/4"
Collets Included: 1/4", 1/2"
Number of Speeds: 5
Brand: Portamate
Manufacturer Part Number: PM-P254
Weight (lbs): 10.2000
OVERVIEW
If you’re looking for a router motor to keep in a dedicated router table or CNC machine, look no further than the PM-P254. It features a soft-start motor that prevents sudden power surges and is easy on your nerves when you hit the on switch. Five speeds with a variable speed range from 10,000 to 22,000 RPM let you dial in the speed for a large variety of bit sizes, and the motor maintains constant speed under load. The variable speed dial is dust-sealed for reliability and premium NSK shaft bearings ensure maximum lifespan and minimal run out. The 15A motor is sized to fit most 4-1/4’’ router lifts or CNC router mounts, and additional location pins make it compatible with many 3.25 HP router bases.
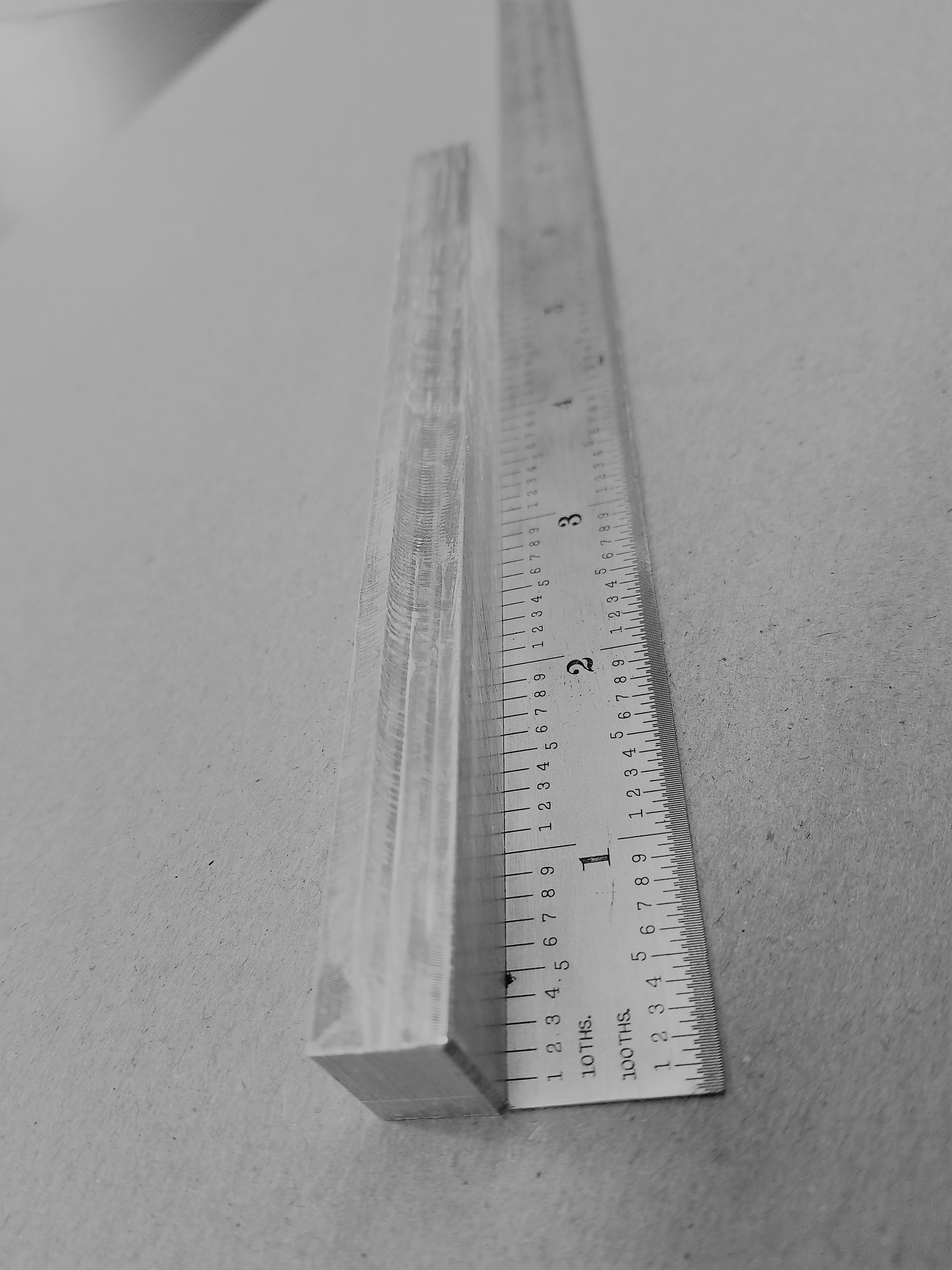
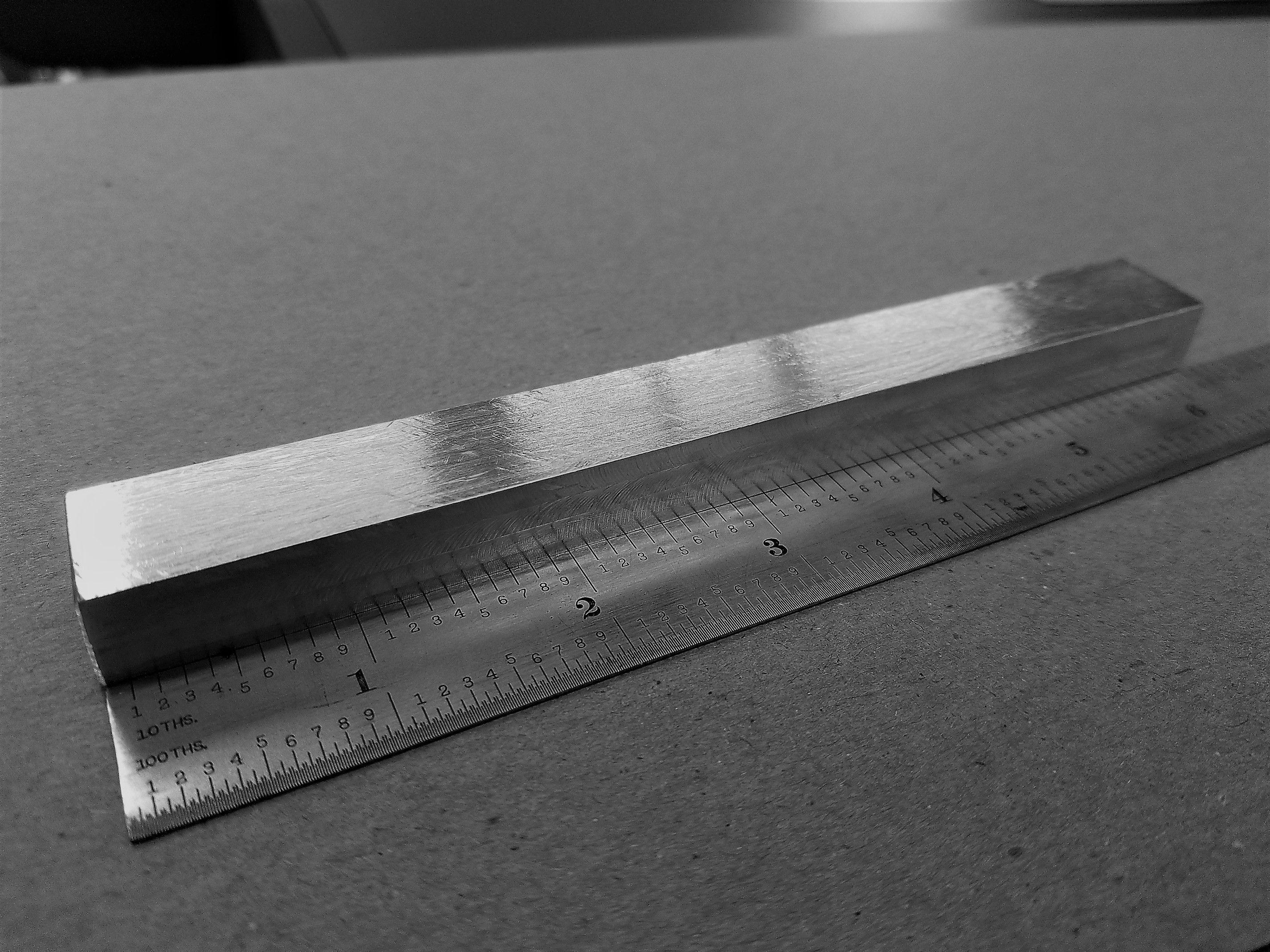
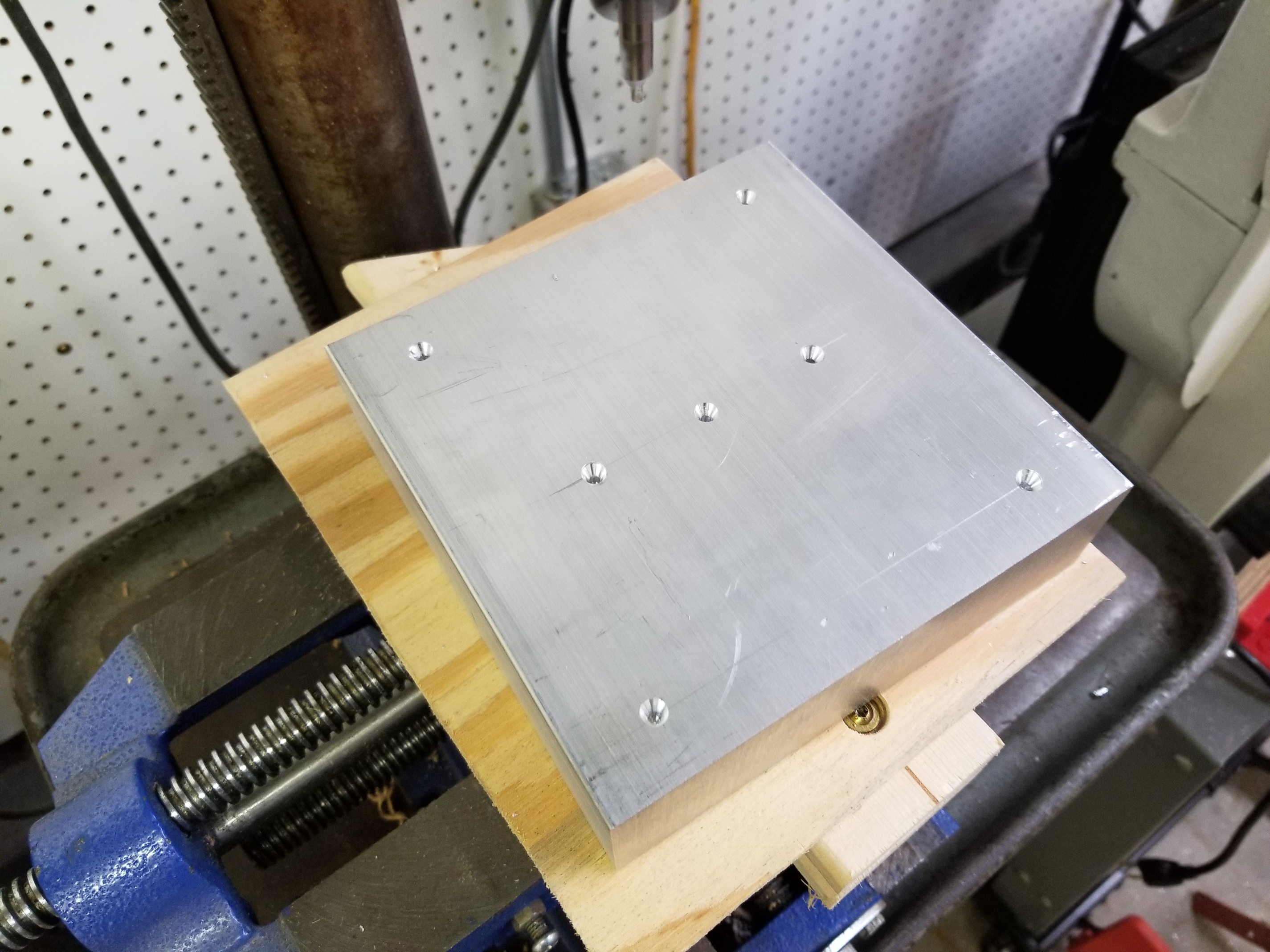
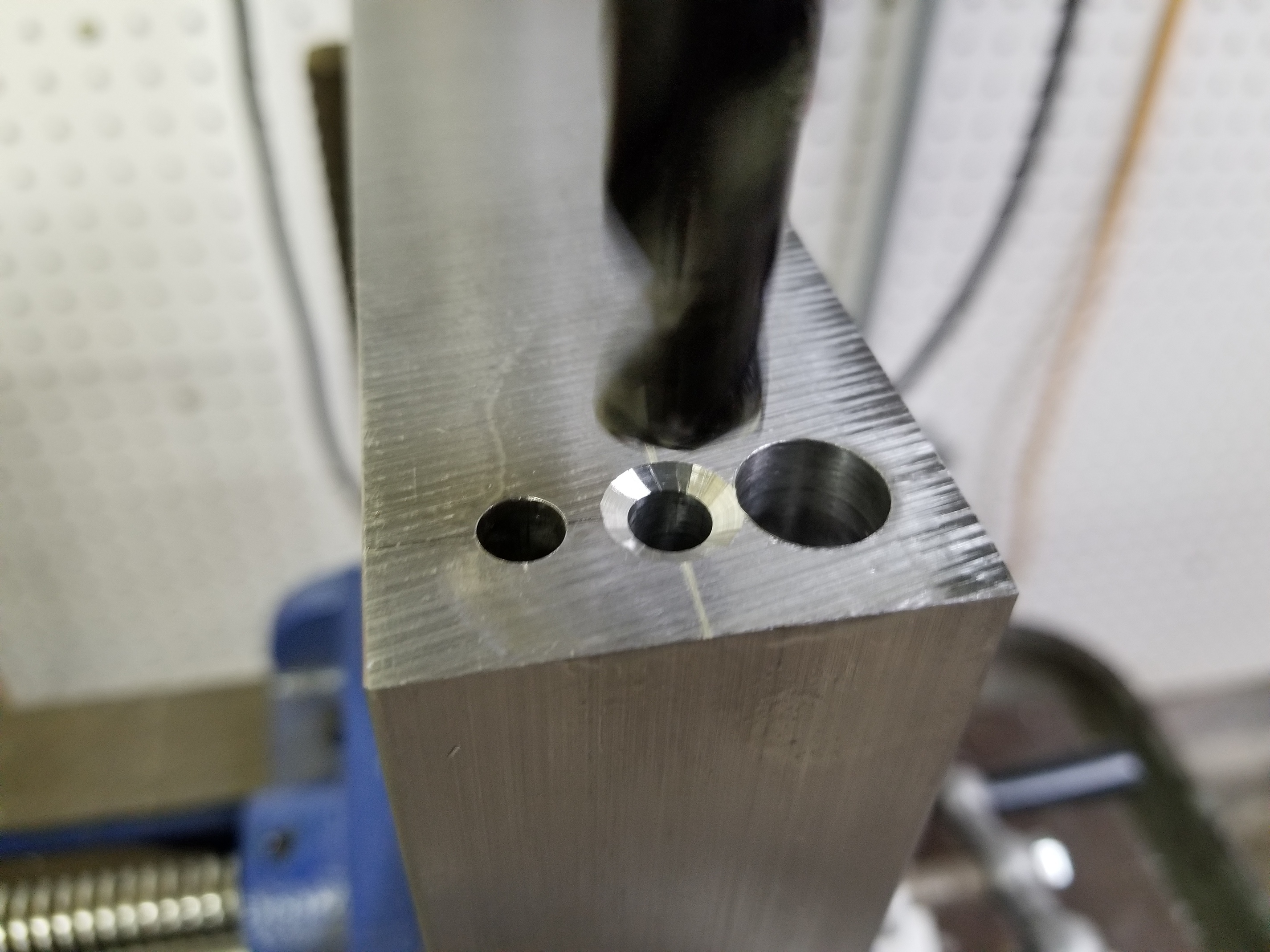
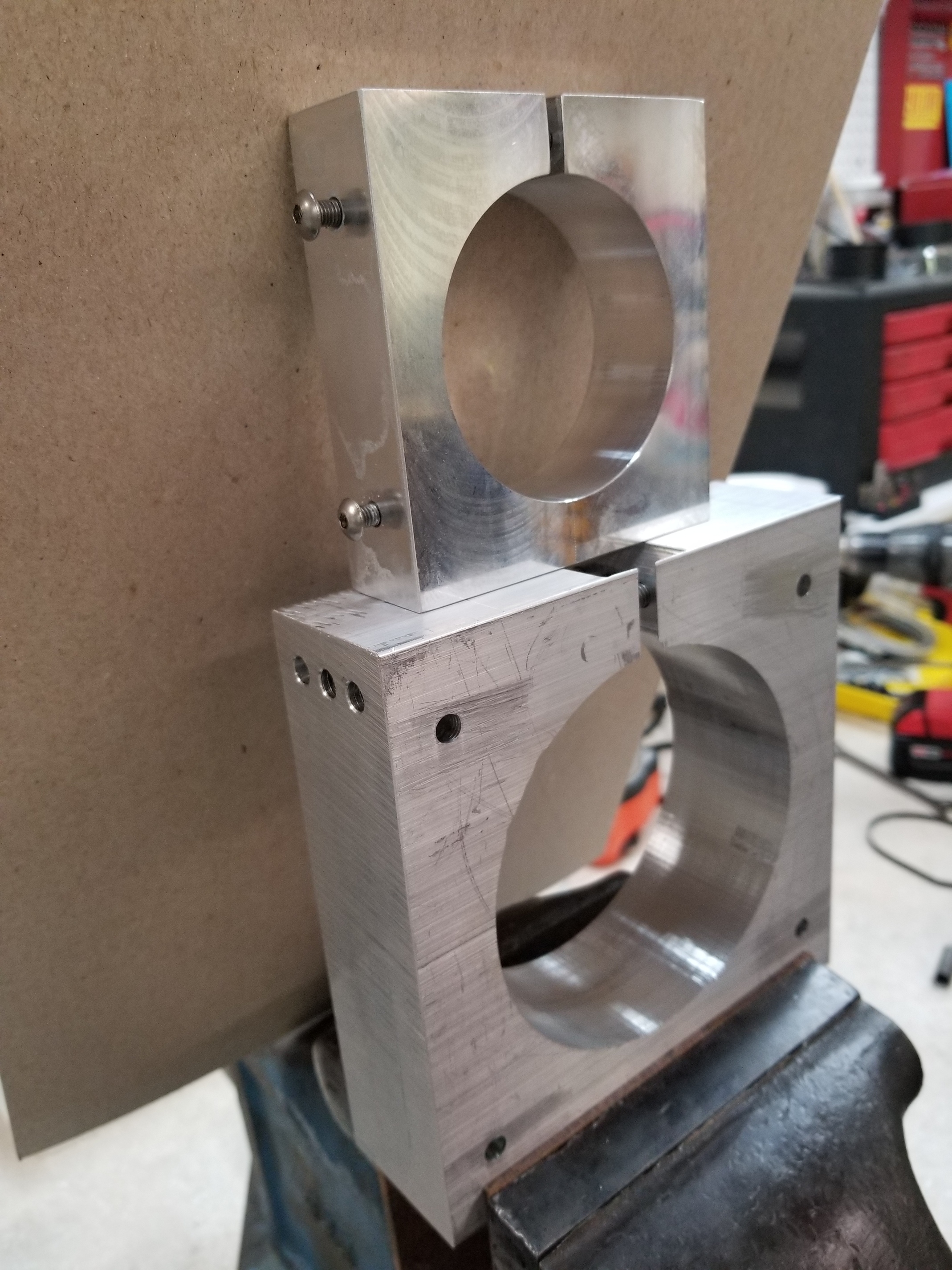
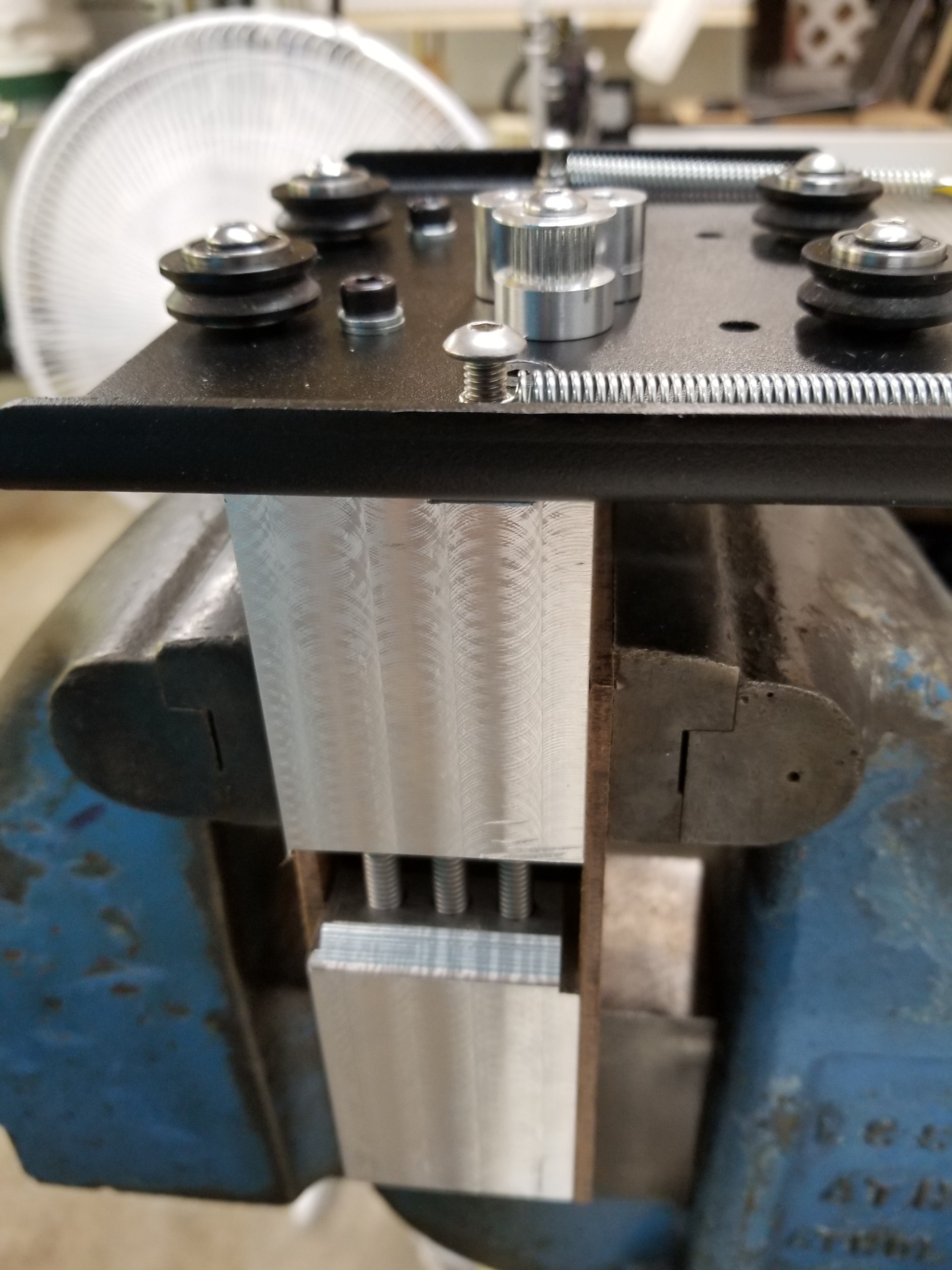
Seriously!! Never would have guessed it. Trying out some simple facing on Aluminum right now with it on a small 0.5" x 6.25" block taking off 0.02" each run (0.01" each pass) with a std. 4 flute 0.5" monster endmill. So far so good. Just tweaking the path a bit.
OK, not too bad at all for the Aluminum Cutting Test. Ran around 10,000 rpms, no coolant, 4 flutes, 0.5 in end mill, left around 1.25 of 1" flute length out and left rest up in router for more stability/less deflection. Bit is NOT carbide, just HSS I had already laying around. Ran a few passes @ 55 in/min and plunge around 3 in / min. Also turned on side and milled / faced off one side of the 0.75 flat. Same thing, ran fine. Based on pattern on edge, I’m thinking it’s needing a 2 or 1 flute so chips aren’t marring surface too. Coolant mist won’t hurt once installed again too! The one that is shiny and scratchy looking is very smooth. I scraped it smooth with a razor blade only. The milled sides are also very smooth to touch.

























 2nd run done last night and running back side of today. I’ll post some videos sometime too.
2nd run done last night and running back side of today. I’ll post some videos sometime too.