As of late I’ve been messing around with making knives, well actually just knife scales. First one I did by hand, no CNC, and it came out nice and got gifted away. Second set I traced the knife blank onto a piece of 1/4” graph paper, scanned in, brought the image into VCarve, resized to match 1/4” grid then hand traced(bitmap tracing made a mess, too much to clean up). Cut a set on my XXL that seem to fit the blank perfectly! So far just doing profile and drilling tool paths to get the outer profile “fit” correct, but now starting to mess with more finished pieces, which include some checkering with a v bit. So I started thinking I might want to try a set in aluminum instead of wood and was wondering if anyone has done any v engraving in aluminum? Any clues on speeds/feeds, coolant?
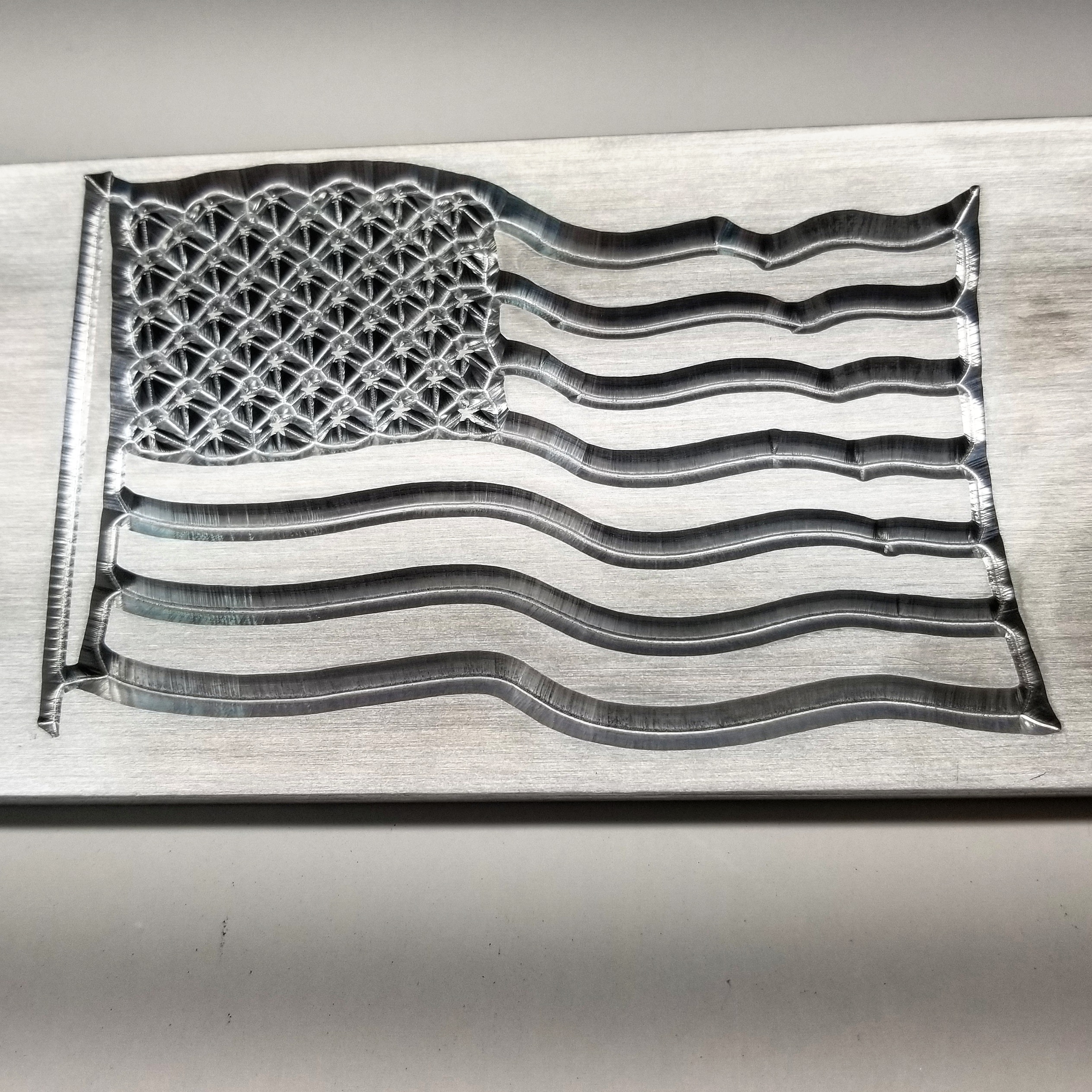
Nowthis isn’t impressive by any means but If I remember correctly I used a hss V bit and stock carbide 3d settings. This was before belt tuning and you can see how that effected the stars.
Always use air to help evacuate chips and a little wd40 doesn’t hurt.
That’s also what I used and a good rule of thumb is to not go below the carbide recommended speeds. Even though we don’t use our endmills to the capacity of bigger machines, too small a chipload will hurt you
When you say the Carbide recommended speeds, do you mean the speeds/feeds that Carbide Create produces? Aren’t those centered around the Nomad? My final DOC will be 0.0625”, or full cutting depth of the V portion of an 1/8” 90 degree V bit. I’ve run this through GWizard and I’m not really believing it’s output. Seems like I would have to make really shallow, low rpm cuts? I have a SuperPID, so I can slow my Dewalt down as slow as 5000 rpm if needed. Haven’t tried cutting anything yet as I’m not in a hurry to destroy bits or scrap aluminum stock.