I’m finally back up and running and testing out some letter cuts with pink foam. I have to get used to Create as I think it doesnt have HDU foam as a material option so I selected “soft wood”.
Currently the router is cutting beautifully but seems like its moving at 1/2 the speed it should and half the plunge too. Any suggestions appreciated.
Will I havent tested your letter file as yet. I’m getting ready to do that in a few hours tonight.
I’m attaching my current file so anyone willing to review it can give me your advice.
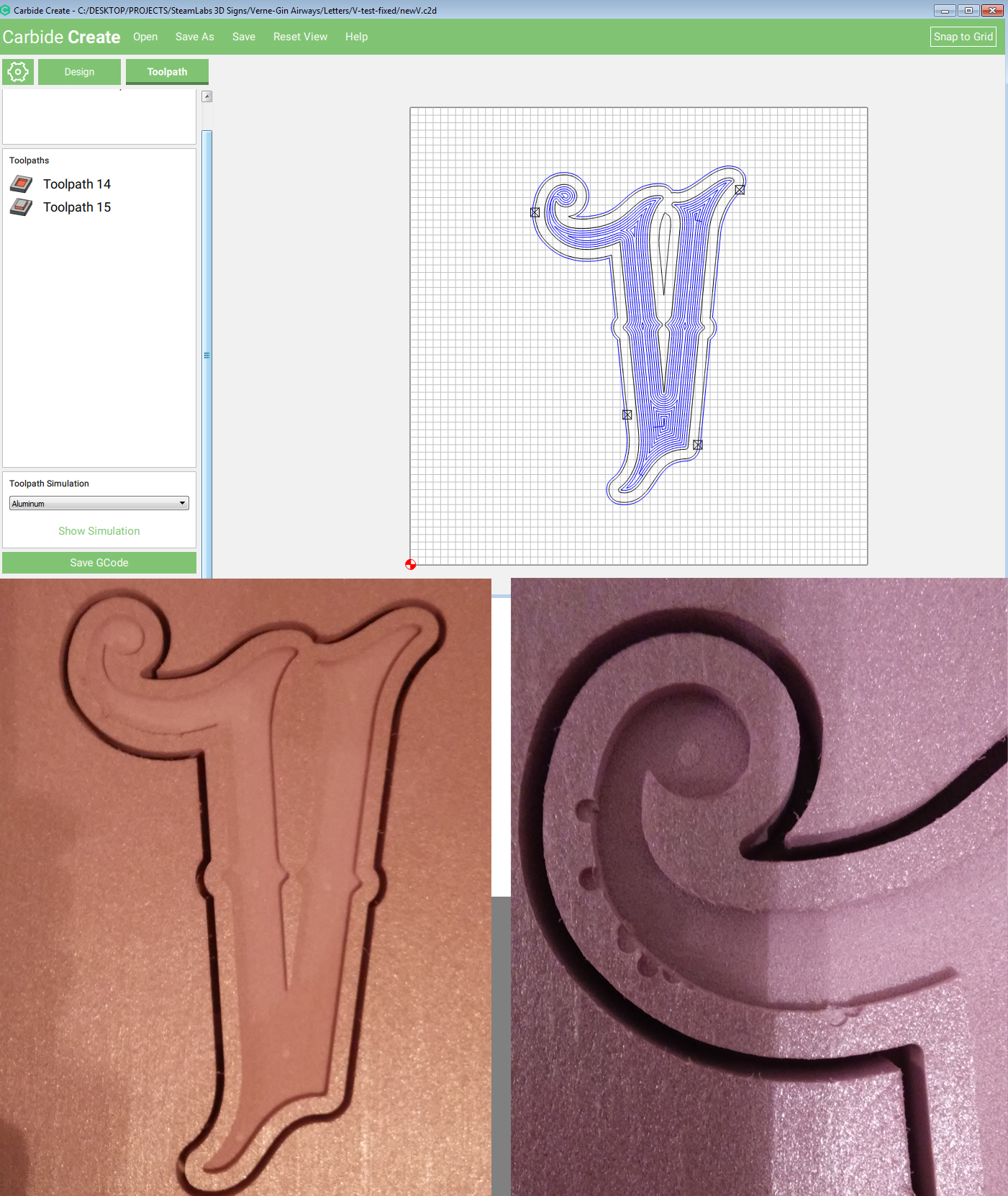
Hey Will. I just completed a cut test of your test letter and it came out really nice. Towards the end of the file the router seemed to do one last pass that didnt make sense and it started cutting weird notches into the letter. Not sure why it did that or how to review the file to see what caused it. I can upload a photo if you want to see it.
I didnt save all the c2d files because i made a few g-code tests just to try out. So not sure if this file contains the error in it. Its the only c2d i have at the moment.
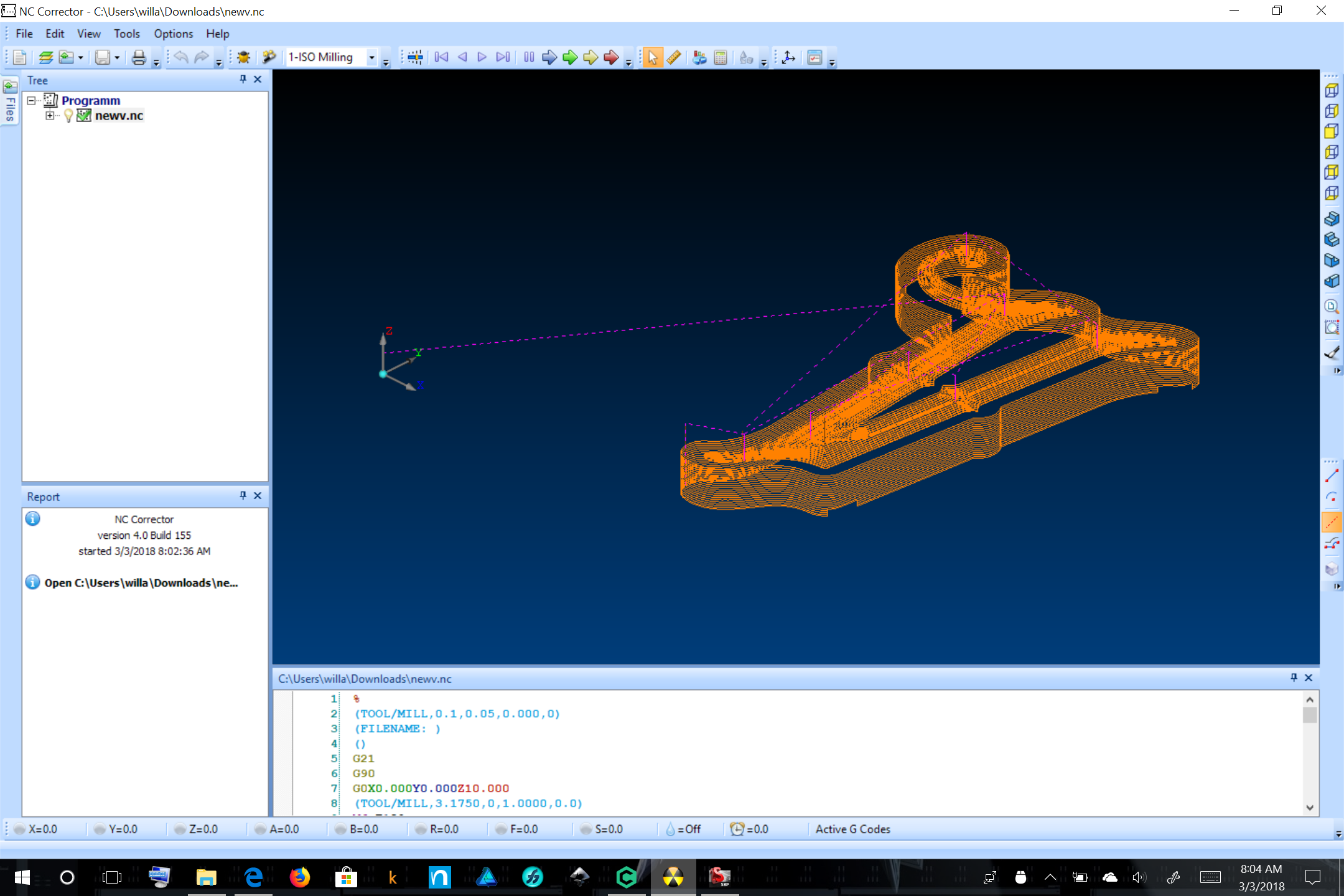
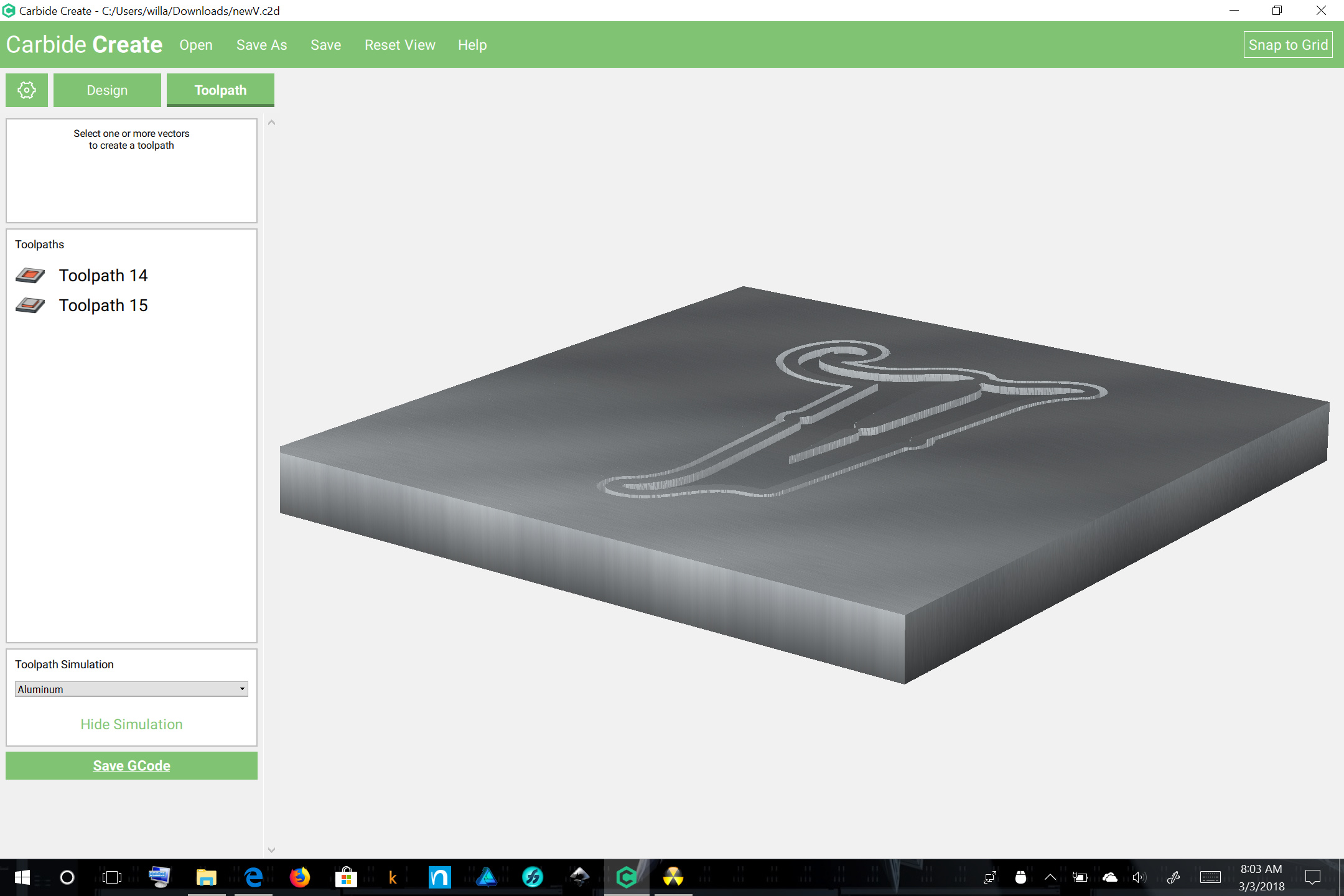
I’m getting closer to dialing it in. Still confused with how Create works on depth. I cant seem to get that part figured out quite yet . Attached is my latest test of the letter “i”. The cut came out beautiful. My method of creating it is a bit unorthodox, so any advice will help me.
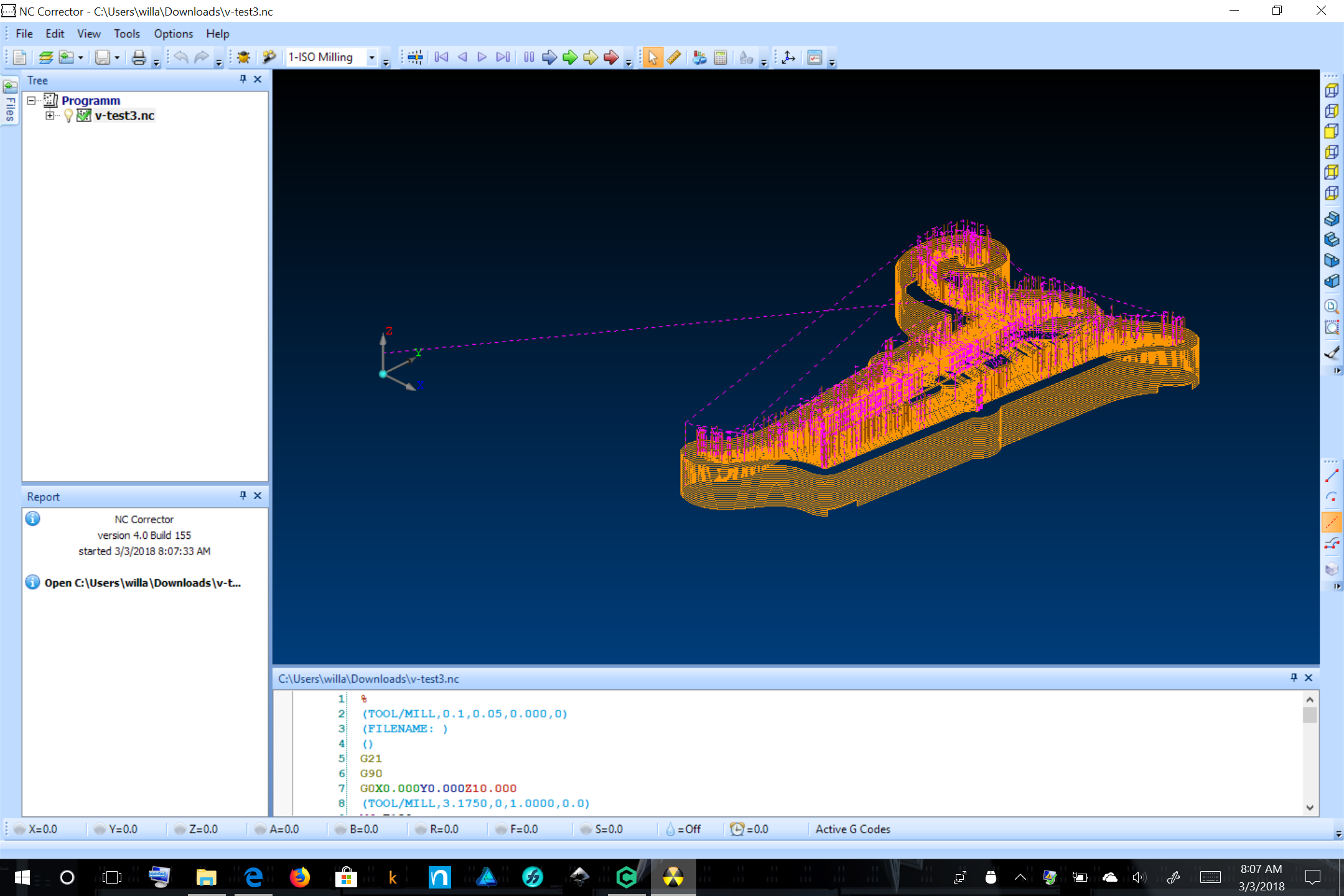
Here is what seems to be going on. My foam is 1" thick exactly. First cut on the pocket plunges in about 1/4" but then does about 6-8 depth passes when all i really need is 2-3 at most. I only want to go down about 1/4" from the top.
Profile is the same except seems to go in .40 first cut then same thing about 6-10 passes at like .05 or something. Then tabs are too shallow to the bottom and not really holding the foam at the end of the job.
I’m running the job using 2 files. One as Pocket and one as Profile. That how I’m used to it with VCarve and the Shopbot machine. But in that software it askes you how many passes you want and at what depth and I never have these issues I’m having with Motion.
You can control how many passes for a cut to a given depth by increasing Depth Per Pass — just don’t let it get to be more than the endmill can take, or the machine will stand, or more than the length of the cutting flutes.