Funny you mention that now. Will just posted an interesting article about that exact issue the other day. I can’t promise it will help in your specific situation, but it is worth trying.
Nice! I know Onsrud makes single flute bits for cutting aluminum, but I could never come to paying what they want for a single 1/8" bit. Now that I know that the large single flute bits [EDIT] originally made for plastic work on aluminum, I’ll have to give them a try.
1XXX series aluminum is mostly pure aluminum, which means it’s soft and likely why you’re having issues cutting it. I have never seen it used in my biz (aerospace) as I don’t believe it’s really useful for anything load bearing, but super corrosion resistant.
that difference is incredible! I have a heap of these laying around that I didn’t bother trying on aluminium because they were terrible at cutting plastics… I’ll have to give them a go.
I will have to give those endmills a try! I think maybe the rigidity of my Z is a factor too(we all know the answer to that ha ha).
I have had the most luck with mine doing adaptive toolpaths, otherwise I run into issues with the Aluminium welding to the endmill. I’m keen to get home (I work 4500km from home) and do a bit more experimenting, especially with the single flute 1/8 bit you’re using
Ha ha sounds like I can shameless plug the HDZ on a serious note though it’s one of the reasons i created the HDZ. I was finding aluminium a pain in the ass…
On 6061 and 5083 I don’t have issue with the welding. I would say keep a shallow DOC mind. I use cutting oil on most ali these days too which helps.
I’m going to buy an expensive single flute cutter locally to see what it might do to other grades…
Might try looking for 6082 T6 for sheet and T651 for plate thicknesses. European somewhat equivalent to 6061 is 6082. If you want to use 2XXX series like 2024 you might look at 2017, it may also be more available to you.
I’ve had good luck cutting 6061 using these single flute bits:
And I also hit the bit with some compressed air and when things get sticky I use denatured alcohol as a misting agent. No oily cleanup with the alcohol and it keeps things cool.








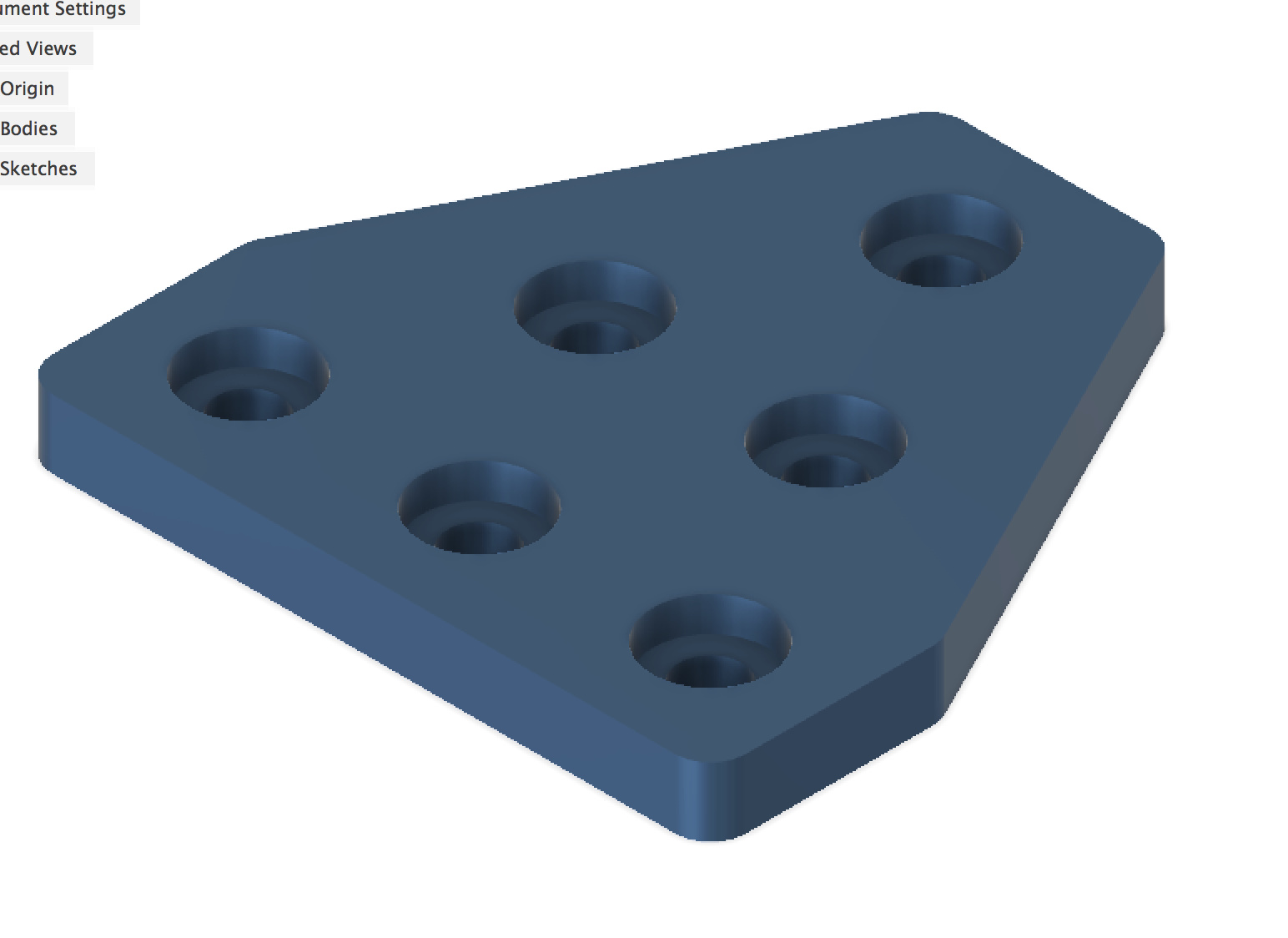
 it’s about 400x300mm x 6mm thick.
it’s about 400x300mm x 6mm thick.

 on a serious note though it’s one of the reasons i created the HDZ. I was finding aluminium a pain in the ass…
on a serious note though it’s one of the reasons i created the HDZ. I was finding aluminium a pain in the ass…