There’ve been a couple of folks who have installed more powerful spindles, but haven’t had marked improvements in performance (or if there were, they haven’t shared that or I missed it or misunderstood). ( Nomad spindle motor....upgrade?
and Nomad 500 Watt Spindle Upgrade for the curious).
One thing which I’ve been wondering is if a different pulley arrangement might be advantageous — but I really suspect that having a more powerful spindle would then result in the need for a more rigid structure, and before you know it, you’d end up with a machine which would need to be delivered on a pallet, and would require multiple pieces and assembly onto a special-purpose table — ref. “The Wonderful One-Hoss Shay” and all that.
I still haven’t gotten past the EMI issues on my Nomad spindle upgrade. I’ll probably have to go with a brushless motor to get it to work with the C3D control board. Even with shielding a brushed motor knocks out communication instantly.
Will,
Just looking at the design of the nomad vs SO3 I would think the Nomad is considerably more rigid than the SO3. I might be wrong but I would think the Nomad could handle a spindle several times more powerful than the one currently installed. I am hoping The C3D team is considering that as a future road map item for the Nomad.
I was VERY imresses at the surface finish (The large burr at the bottom is the remainder of the “onion skin” that I leave as to not dig into my waste plate)
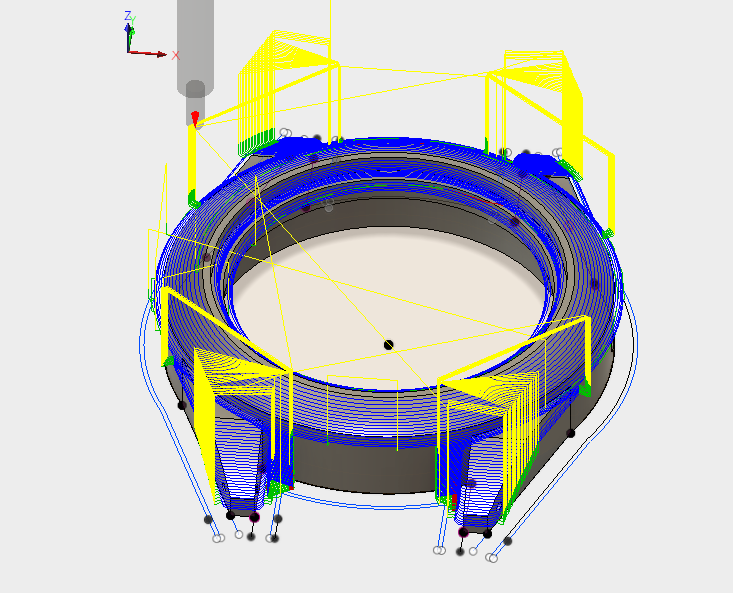
To the best of my memory: about 7 ish hours ((Most of the machining is done with a 2-flute 1/8 TiAlN coated end mill, just one and it’s still in great shape))
ID bores: 3 hrs,
O-Ring: 20 min,
Drilling 15 min
Rough OD (back) 2.5 Hrs
Finish OD (back) 1 hr
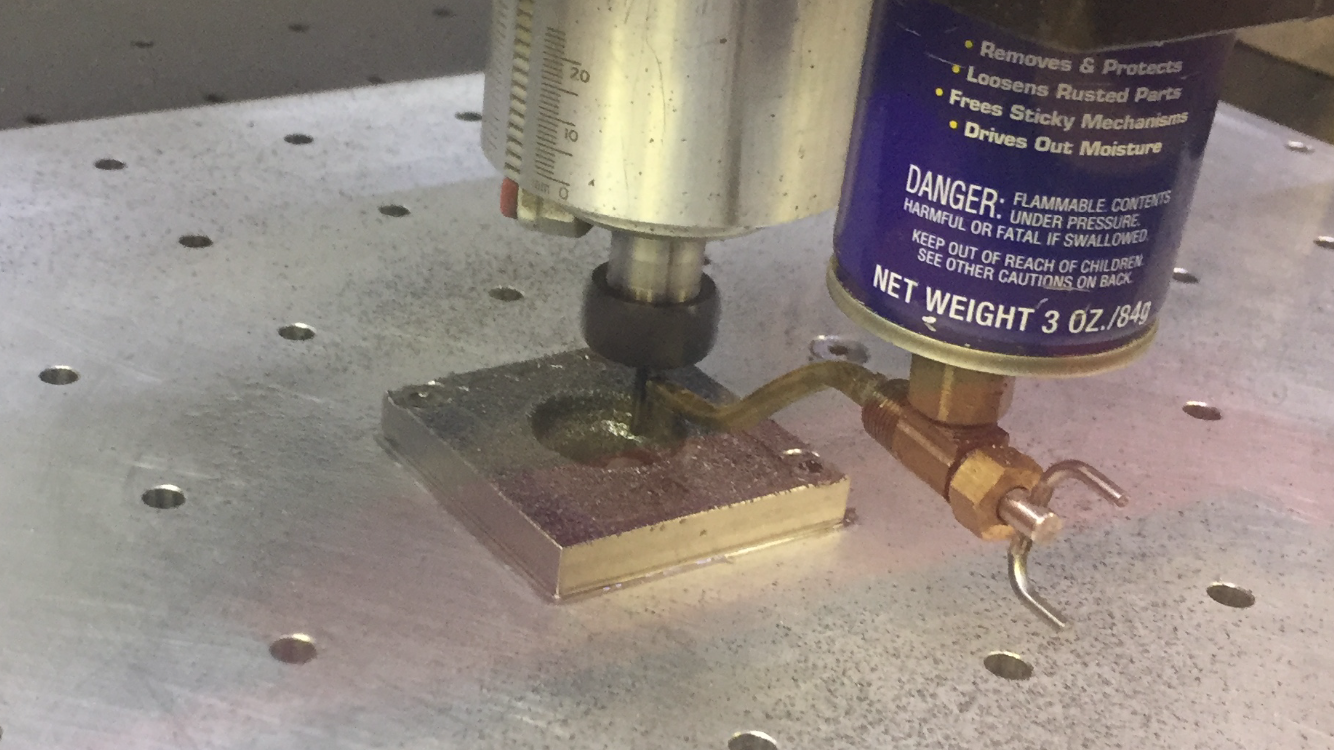
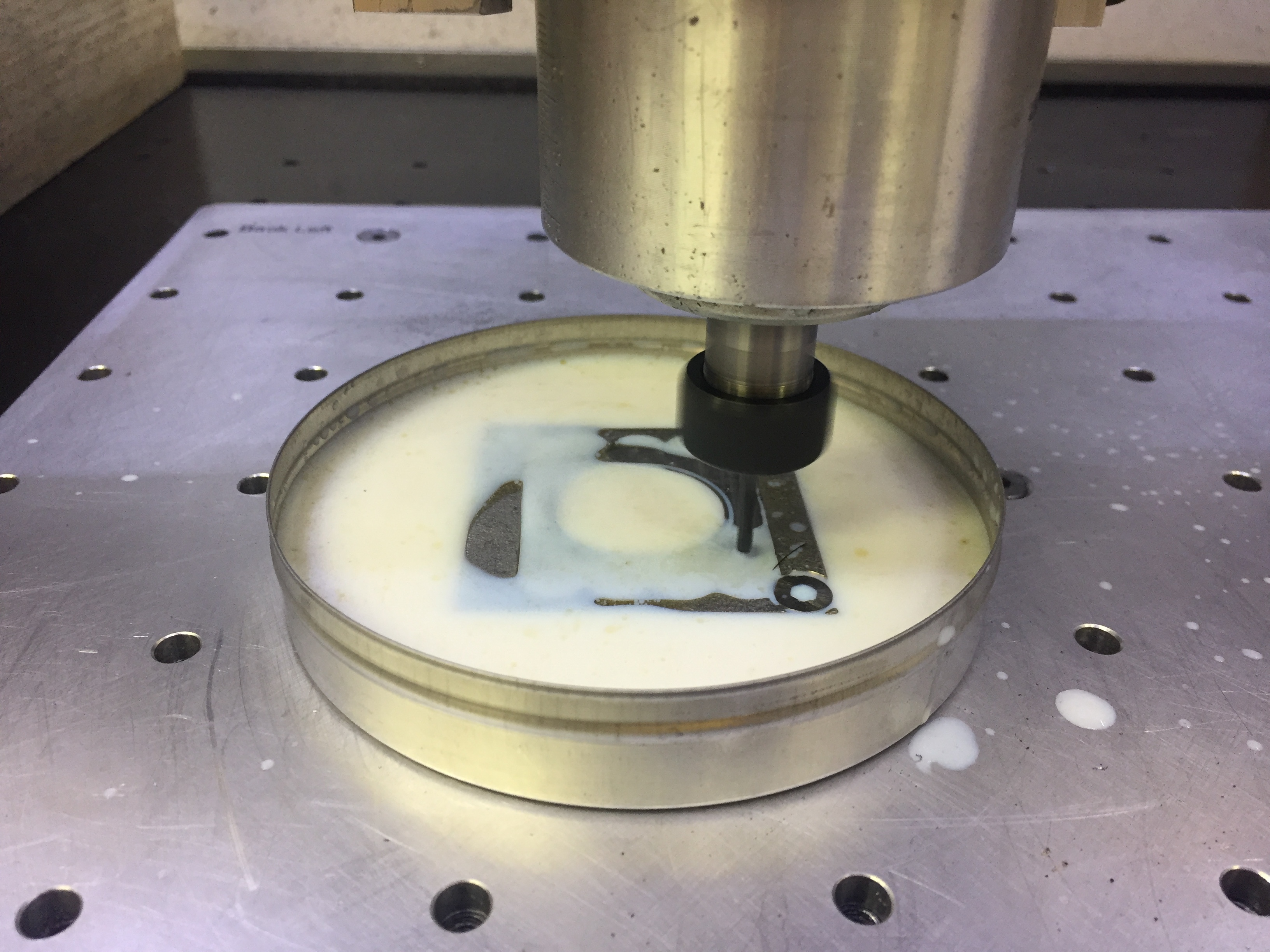
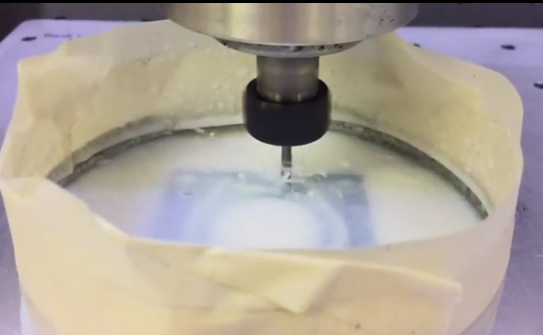
The Flood Coolant works awesome! The end mill will throw a small amount out of the container, but it’s minimal. I drilled two 0.250 dia holes to suit my metal table (50 mm spacing) and just bolted the thing together. Not a drop leaks out of it via the bottom.
I completely understand, but I plan on using my Hand Taper but I need to make a very small bushing and will do this while the front is being machined.
Will there be any need to polish the case when you’re done with machining?
This entire thread has got me to thinking how watches are mass-produced and also how high-end watches are made. I realize they’d be starting with molded parts but you’d think even a Timex would require machining, so how did they do that and still sell a watch for $20?
As you may (or may not) know, I spent some time in Switzerland’s watch making region of Basel (it’s not Geneva).
High-end watch companies machine their cases and backs out of billet material (just like I am doing), whereas; low end (commodity) watch companies start from a brass nearly complete blank and then plate them in a shiny finish.
I also spent time in the Gun making industry (US East Coast) and here is where I learned a lot about the different textures (or finishes) that are applied to a firearm. So I am thinking that I want a satin finish on the Watch top face. This will mean sanding, sanding, sanding followed by a Glass Bead sand blast.
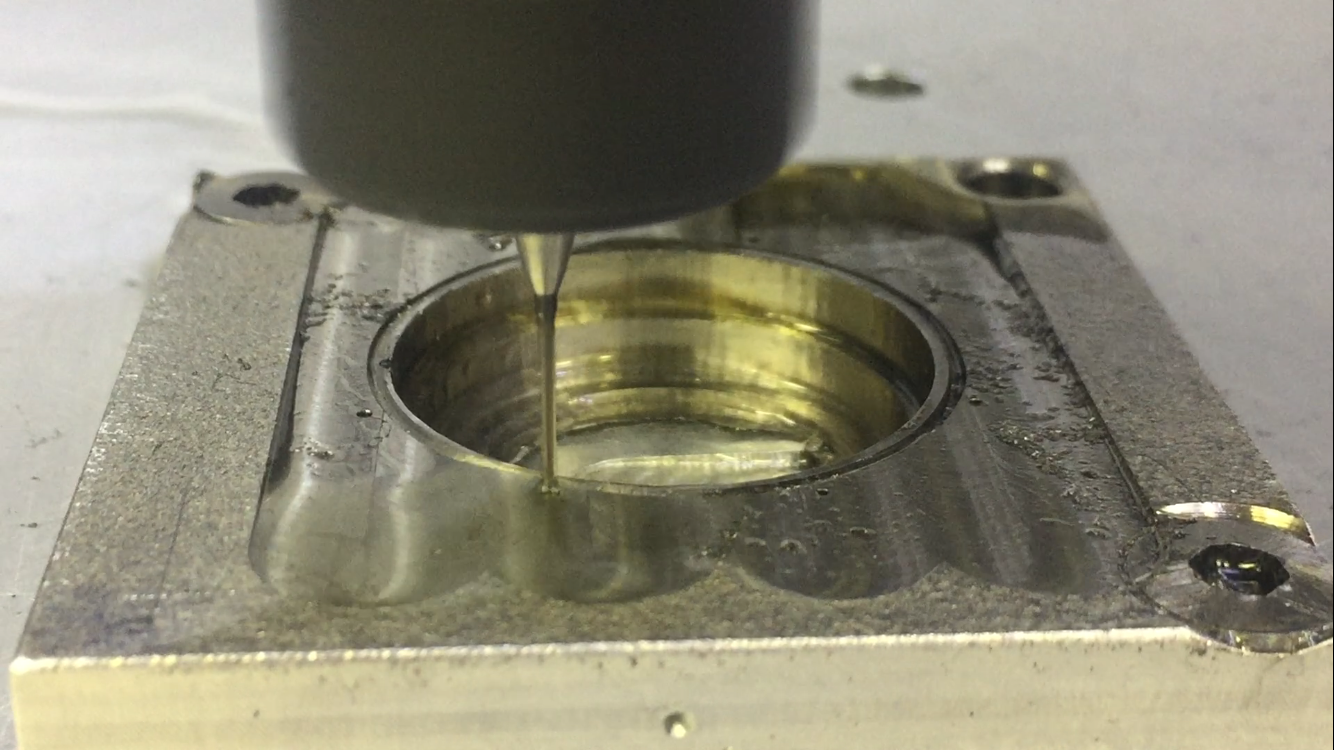
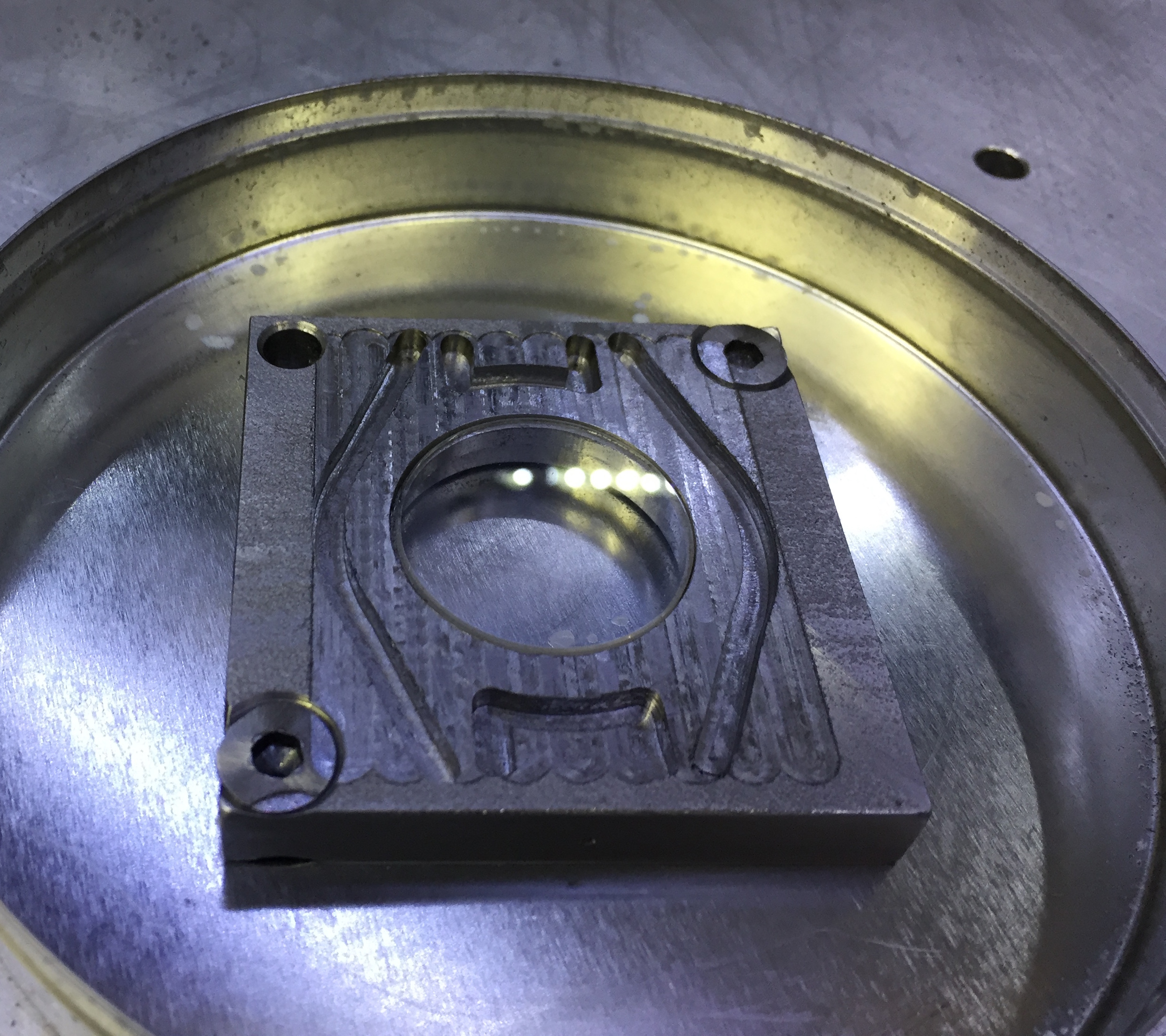
Then I flipped the part over and indicated it in (parallel to my X). Then I faced the top leaving it 0.005 heavy (Allow material for the 3D milling), then I bored for the Saphire Crystal and dry fit into the case (You can see the light reflecting off of it in the photo:)
Then while the OD was being roughed out (This will provide tool clearance for the 1/16 and 1/32 ball end mills during the 3D milling of the top), I made a bushing for the 1.2mm x 0.25 mm (pitch) tap. I can’t even see the threads…it’s SO tiny. Penny for scale:
I should start on the 3D machining later Thursday or Friday morning. PS I am still using the SAME 1/8 2-flute coated end mill that I started with (and it was a used end mill)!