I was hoping to lean on you folks here for some big help. I’ve come a small distance but need to accelerate my learning. Since I just broke an expensive bit I wanted to check with everyone if I’m doing this right before another one bites the dust.
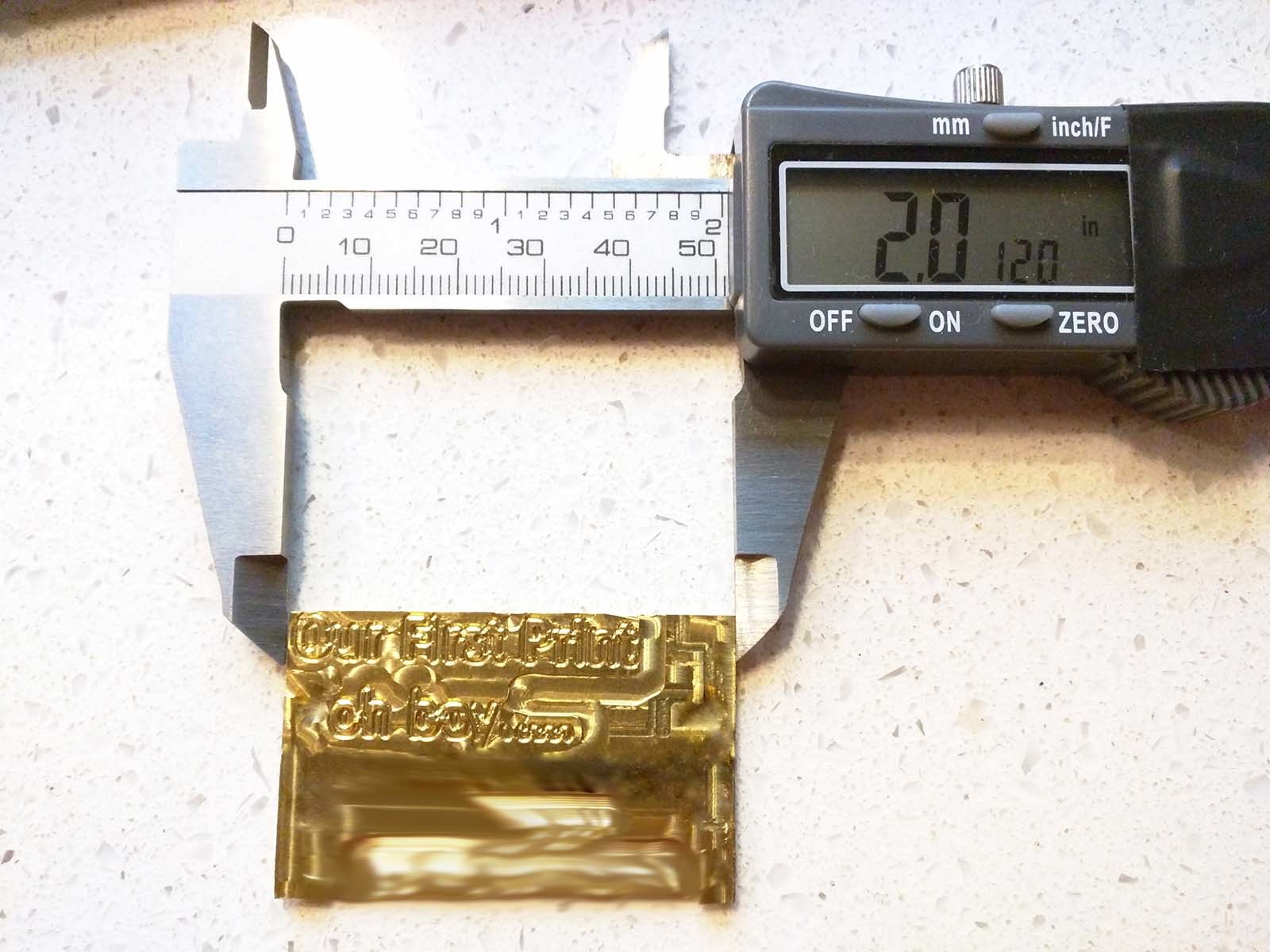
My goal is to engrave on brass plates that have approximately these specs:
2 inches/51.5mm X
1.4 inches/30.5mm Y
.095 inches/2.5mm deep Z
I need to engrave approximately 1mm deep utilizing text mixed with simple graphics. I learned from meshcam and camotics (to test the output) that a 1/32” bit was too large. Text this small would often run into each other without a definite separation between them. Using a 1/64” inch bit, it works fine but of course takes longer.
I bought a very tiny bit from Amana Tool #51660 with specs to be found here. The first bit broke within ten minutes as I had the feed up way too high. Which leads me to the following questions (please utilize the attached ZIP for the files):
1)Am I setting Meshcam incorrectly where a 1/32” bit is not capable of milling text of this size into brass of 2”?
2)I am totally lost figuring out speed and feed using the provided “Speed and Feed.pdf”. Any directions would be very helpful.
3)I end up with estimated times of six hours or even more every time. Can this be right?
4)Is there a program that will reverse the whole process by taking the graphic that I want to etch, and will suggest the bits for roughing, waterlines, pencil’s, etc.
Can’t help w/ MeshCAM, but I have found that small details such as this are best done w/ a V-bit, using engraving techniques where the depth of the cut varies to match the width of the feature being cut.
I use F-Engrave, but Carbide Create now has support for this sort of thing.
Thank you WillAdams. I had forgotten to mention that I’m looking for the reverse print where the black letters signify the Z+ and the white space is the portion that is eaten away. So, you would end up with the text being the highest portion of the plate and the white being 1mm below the top portion of the plate. Perhaps the V-bit mentality will still work here so I’ll look into this more.
Ive done some brass embossing stamps and dealt with the challenge of needing a deep cut, but also a small fragile cutter.
Simply put, I run the job twice.
First with 1/8th roughing and a 1/16th parallel finish pass.
For the second job I use the 1/32nd to rough (slow the feed down and use conservative numbers to prevent breakage) as well as the parallel finish pass.
Oh wow Apollo, those look great. The bottom three plates are just like what I want to end up with. You even have them reversed which is what I need to do so that it comes out correctly once transferred via ink.
Could Meshcam do the three phases as you are talking about with a 1/8th set as the “roughing”, the 1/16th as the “Cut x” and the 1/32nd as the “waterline”? Or am I thinking about this wrong and they really don’t work like that.
I am still lost with the speed and feed as trying to use a free online calculator and convert the values I know into the naming nomenclature used is a little frustrating. Do you just pick an RPM out of the air to start everything? I’ve been using 5,000 RPM right in the center of Nomads 10,000 RPM max.
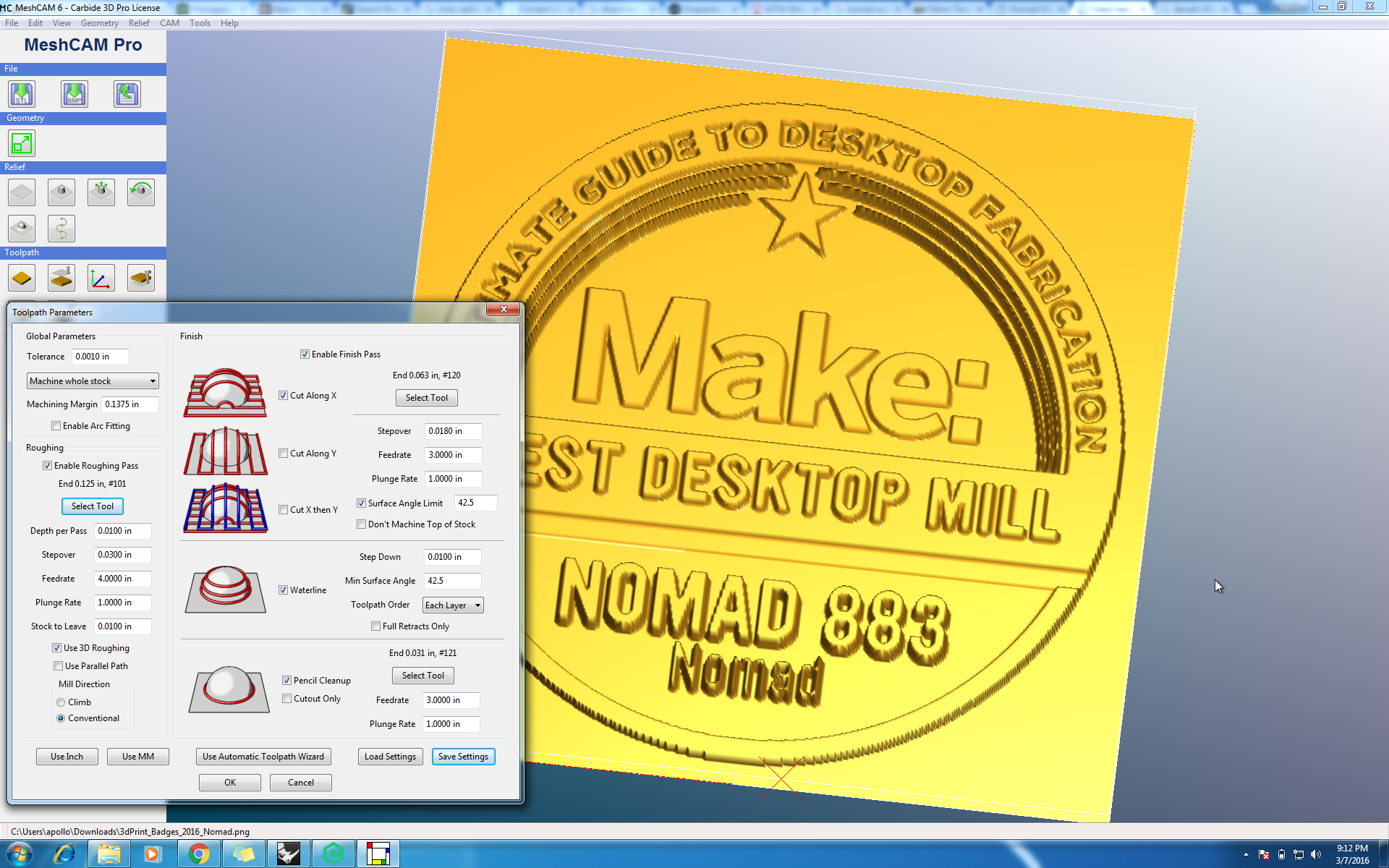
Feeds and speeds can be challenging, Carbide CREATE and MeshCAM have auto tool paths which are a solid place to start, but If your going to pick an RPM out of the air, pick 9500
The 3 phases is a good way to think about it, and you are correct there are 3 different tools you can use in one job, the last being the Pencil clean up, and that might work just fine in your case.
However- Waterline and Parallel finishing are tied together and they would use the same tool in MeshCAM.
Here’s a screenshot of some safe numbers for cutting Brass and the toolpath file you can load right into MeshCAM.
I second @WillAdams G-wizard is a life and tool saver! Another rule of thumb ive kinda realized is the smaller the tool the longer the job, if you go to the thread of longest job you’ll see that long 4+ hour jobs are not unheard of.
Thank you Everyone for all of your help! Do you know if there is a G-wizard free version alternative that I can take use of somewhere? Link would be appreciated if one exists.
Apollo, those are very informative answers. I really appreciate it and will attempt again during this week.
That said, g-Wizard is unique in its capabilities, and seems the best-of-breed for the calculators. The pricing is really elegant as well, and quite generous for hobbyist usage — a single year will get one a lifetime license for the 1HP rating which is all a hobbyist needs.