Trying to do multi-axial cuts with the Nomad, which involves me having to flip a part on it’s various faces. The problem is, my attempts in trying to recenter the center of the bit to the edge of the part always ends up offsetting the cut by a tad in an undesireable direction.
Any suggestions for centering the zero points of your part’s x/y dimensions more precisely?
Don’t register from the center — it doubles the error, instead measure from one corner, flip, then re-register off the flipped corner from the other side.
I second don’t register from the center of the bit or at the center of the part unless you need to. Reference a corner, and set the bit by touching the side, then get the center by shifting by half of the bit diameter.
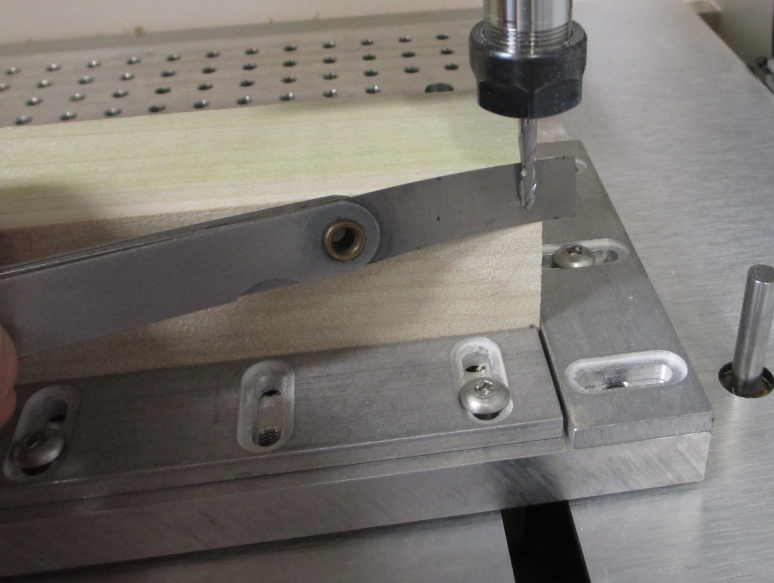
Or avoid the need to reset x and/or y by using corresponding corner after the flip. If I remember, I’ll take a few pictures of such a setup when I get home from work. It is still set up on my machine from a bunch of parts over the weekend that needed machining on two adjacent faces with dead on alignment (pieces for burr puzzles). You need a single good reference surface at the start to go against the parallel edge. It need not be a finish surface, but it will correspond to the other reference surfaces as the part is flipped.
For more involved parts, I do this by having the first operation cut the registration edges for as many other operations as possible. By habit, I use front and right (max x and min y) for registration due to easy access to align the stops on the table (pins or screw down parallels).
When possible, I setup two sided jobs with holes for dowel pins and the first step in the job is bore holes in the table (waste board or sacrificial surface) for pins. I try to get the pins on the centerline for part x or y when the part permits, but it isn’t critical, though easier. The alignment holes are bored on the first operation, and dowel pins inserted when the material is flipped. This is easier and more precise than using stop pins and parallels (it is inherently aligned to the machine axes, whereas stop pins and parallels are only as good as the work I put in to aligning the reference surfaces), but isn’t possible if holes are unacceptable.
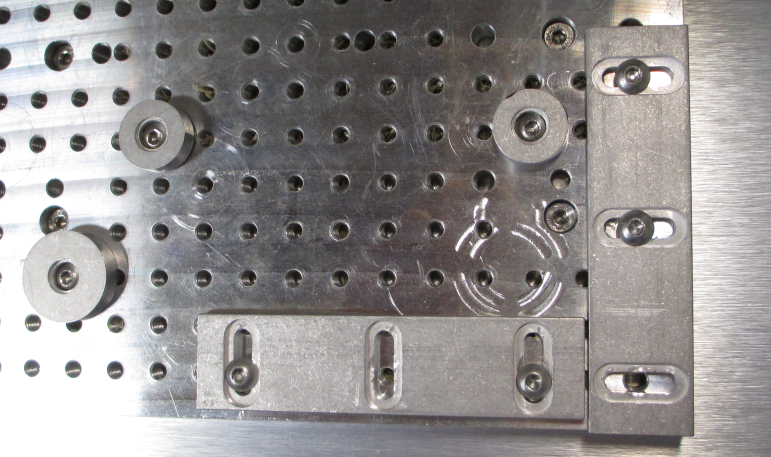
The other method is shown in the following pictures:
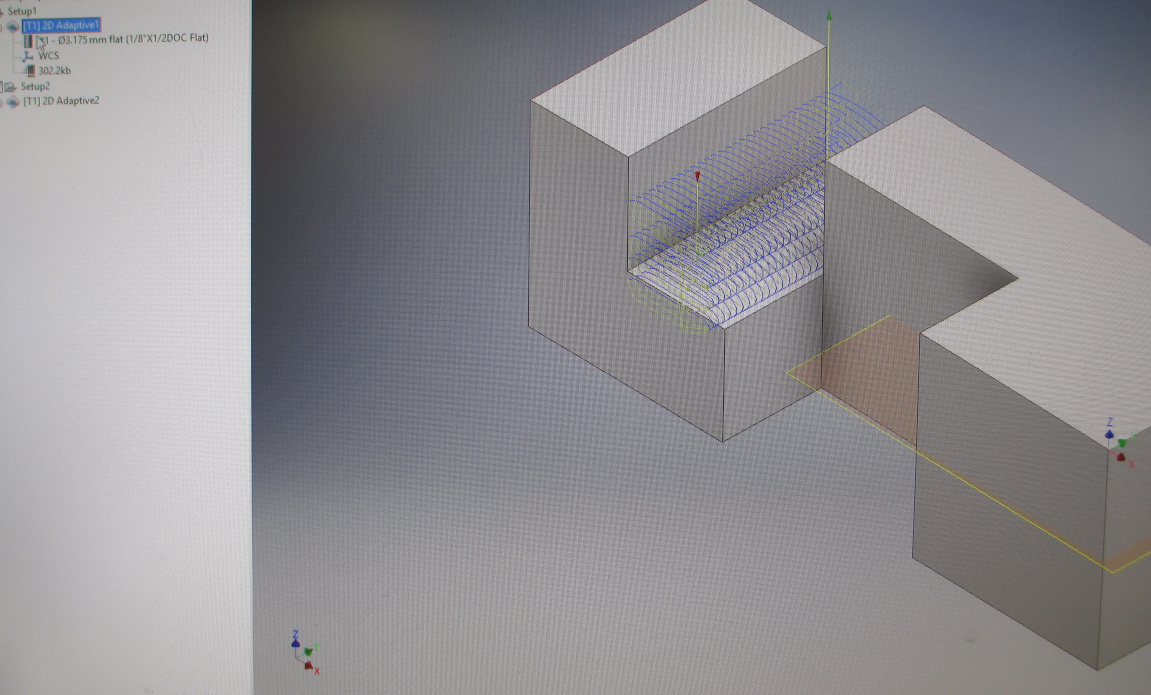
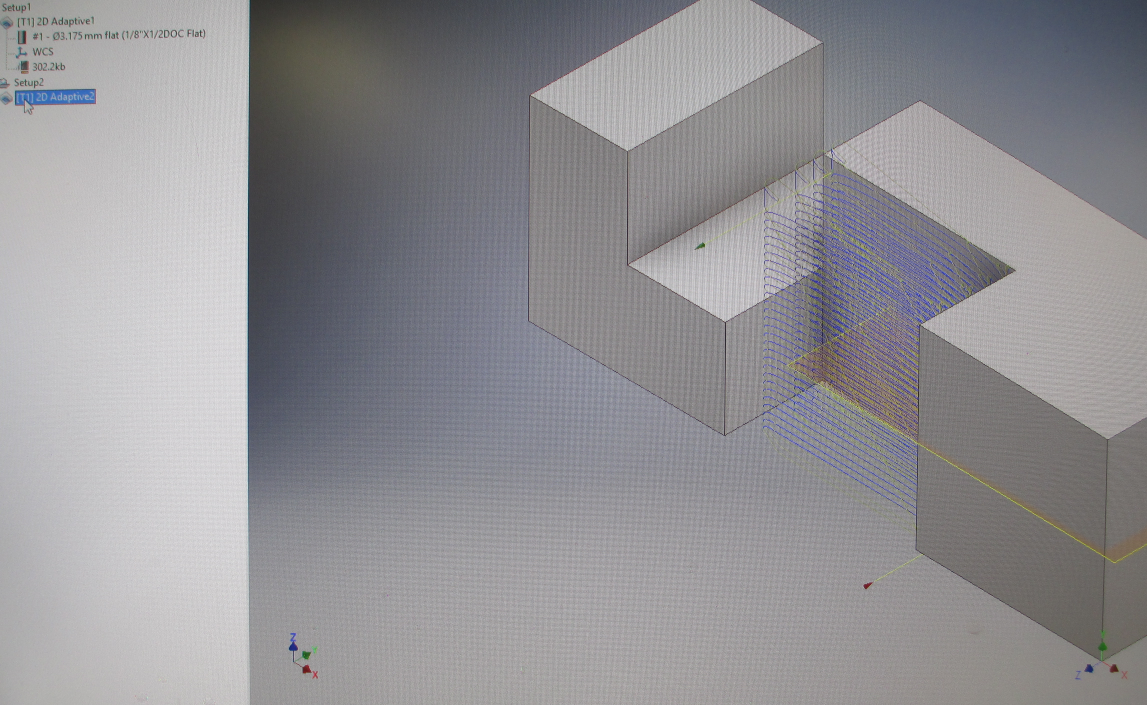
First, the CAD model (sorry for the camera screen shots-- I don’t have good screen grab software on the shop machine) with toolpaths (InventorHSM-- Fusion360 will do the same)
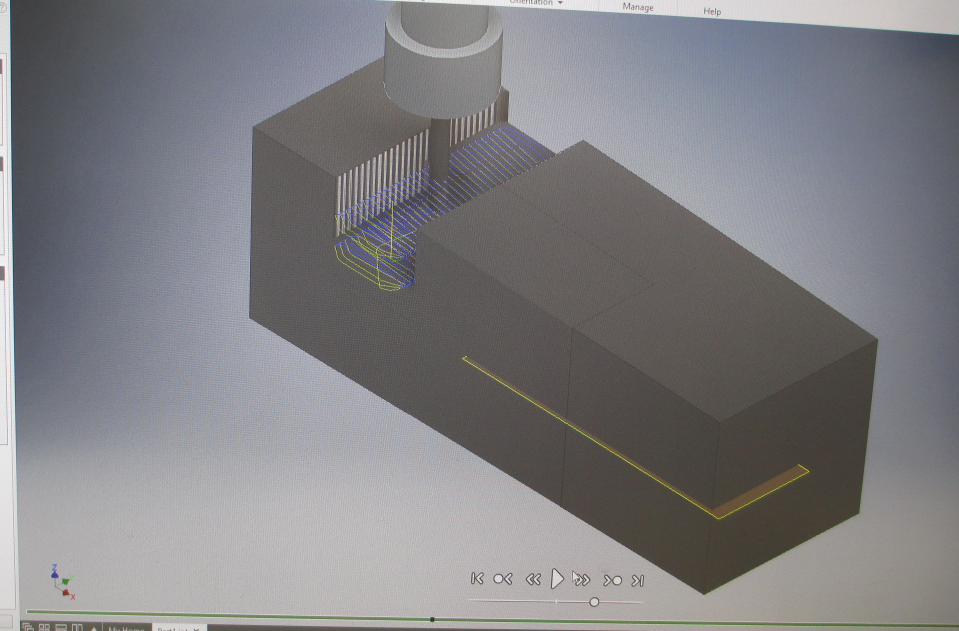
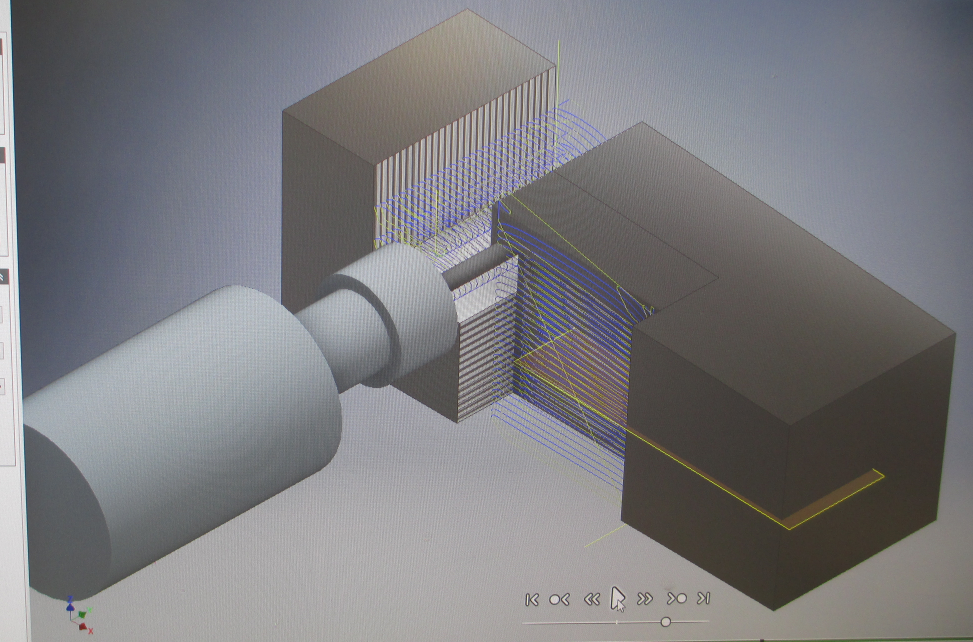
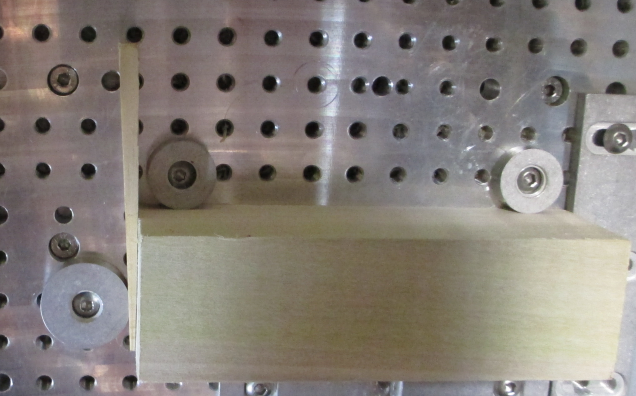
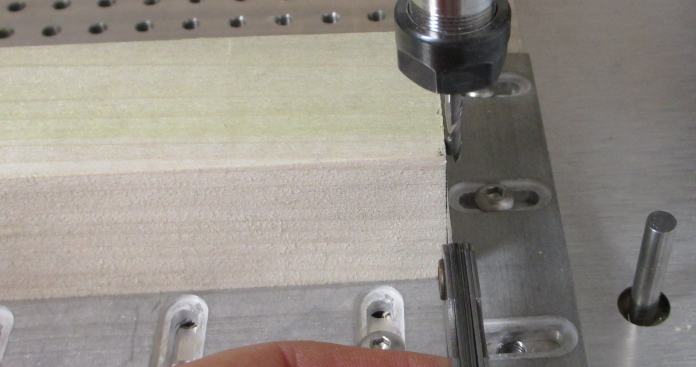
Note the gnomon for the origins is not in the same place or orientation for the two paths.(for this demo, I whaled it out in soft wood, 2000mm/min, 10KRPM, using presized stock for speed, so there is no surfacing and I set Z origin at the top. The original parts were run in aluminum, and the Z=0 was at the bed surface)
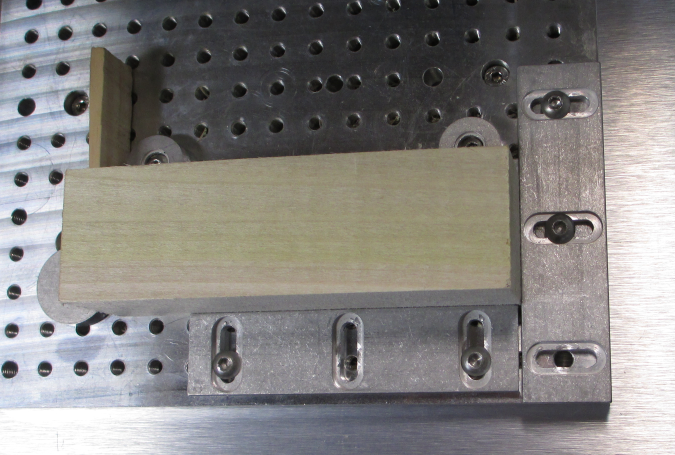
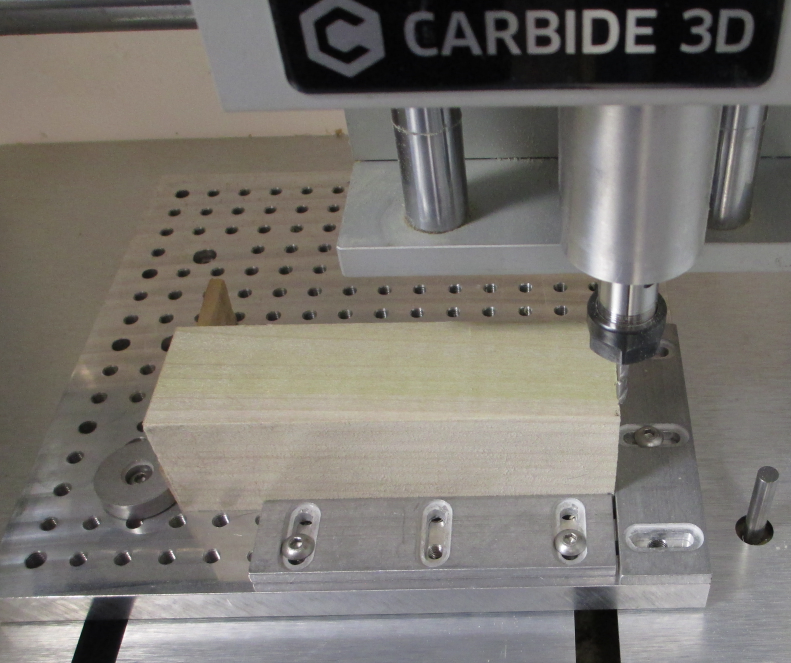
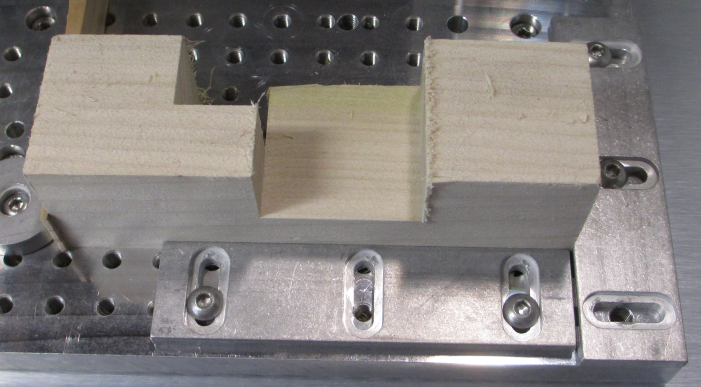
The rail parallel to X was set up using a test indicator in the spindle and is parallel to the x axis within 0.01mm over 100mm. This is the Y reference, and Y=0 is the positive Y edge. The rail at the right (replaced the pin for wood…) is the X reference, and is set so the positive Y end is maybe 0.02 or 0.03mm farther to the right, so there is a positive point for the stock to seat. The holding is with cams. The rightmost locks counterclockwise to draw the material to the right, the leftmost locks clockwise to pull the material down (with the wedge to make up and spread load on the wood end grain), and the middle one locks whichever way once the other two are locked in. The idea is to have the locks draw the material to the reference faces.
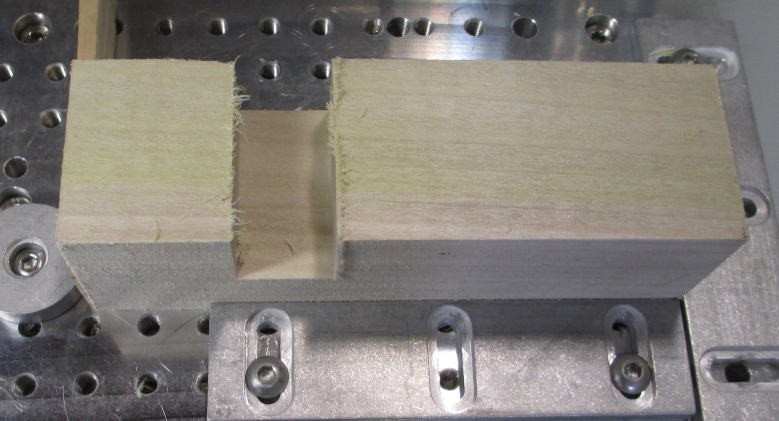
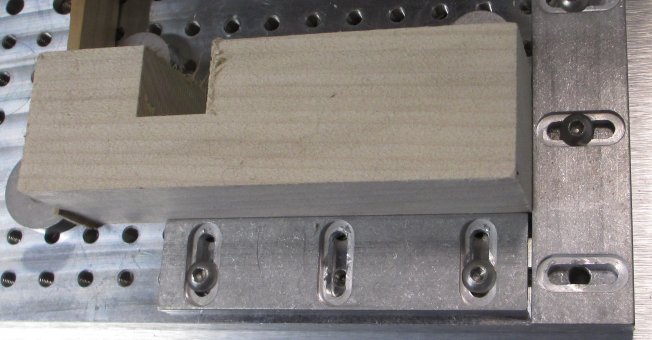
The edges of the face that wend down were given a light touch with a sharp file to remove any splintering so the part sit flat. Similar with aluminum or any other material: deburr the edges or the part will NOT sit flat