I am currently reading up on feeds and speeds, but I am a bit confused by the wide range of numbers I am seeing as “defaults.” I want to make sure I am reading these correctly before I get myself totally lost.
For example, if I add a new Vbit in Carbide create, I get defaults like this:
However, if I look at something like V-Carve Desktop, I see that other than the depth per pass, the feed and plunge are around 6 and 10 times what they are in CC (spindle speed is also 2x):
Both of these are inches per minute, correct? It seems like moving the tool 100 inches per minute will be really fast. Am I reading this correctly?
The default values are just placeholders, especially in V-Carve Desktop. The folks at Vectric don’t know which CNC machine you have (hobby, industrial, etc.), so you should always check if the settings are accurate for your particular machine and the material you are cutting. I believe, in V-Carve, that once you change the values, they become the default for the next time you use the software.
I am not sure if the default values in Carbide Create match the Feeds and Speeds chart or not, but I know that the values in the Feeds and Speeds chart are different based upon tool selected, the material you are cutting, and the machine you are using (Nomad vs. SO3).
So, you are reading things correctly, but you are reading too much into it Figure out what works best for you for your machine, your bit, and the material you are cutting, and write it down in a log book. Then, when you are ready to cut something, you can set the numbers appropriately.
Carbide Create’s “Spindle Speed” has me confused.
The Dewalt 611 can’t be slowed to most of the speeds shown. Should we set the Dewalt 611 dial to “1” for all slower speeds?
Confused. Speeds and Feeds should be made easier with reference charts.
Carbide 3D is working on more feeds and speeds for more varieties of endmills — hopefully soon. Until then, put your faith in a chip calculator and keep your endmills sharp.
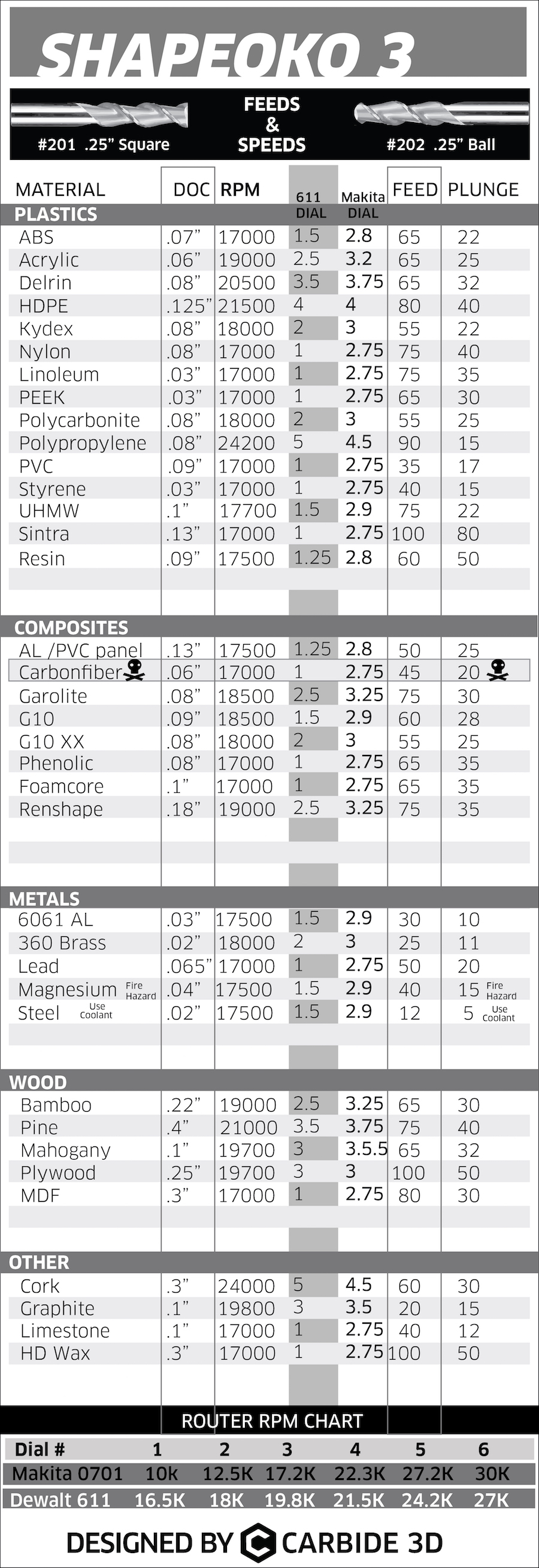
Yes, I have this chart and it’s fantastic!
However, I often cut with .125 and .0625 end mills.
Throw in the occasional 90 or 60 V-carve and there’s no reference.
More charts for more end mills would be what I’m looking for.
Has someone created them and can share them? Thanks!
The feeds and speeds which folks have shared have been collected to the https://www.shapeoko.com/wiki/index.php/Materials page insofar as the community has managed. For the rest of it, it’s in the works, or as noted, one can use a calculator and the technique at:
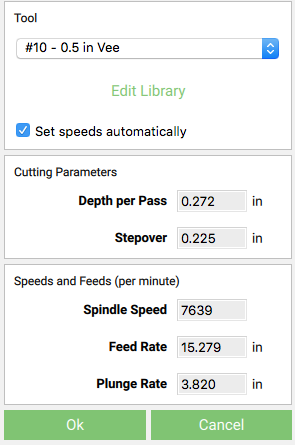
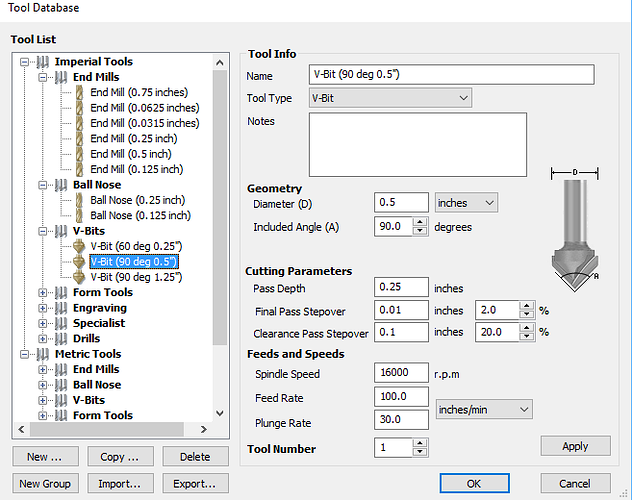
 Figure out what works best for you for your machine, your bit, and the material you are cutting, and write it down in a log book. Then, when you are ready to cut something, you can set the numbers appropriately.
Figure out what works best for you for your machine, your bit, and the material you are cutting, and write it down in a log book. Then, when you are ready to cut something, you can set the numbers appropriately.