I have a #122 .032 Dia cutting tool. I am going a depth of like .1".
I am cutting Mahogany, how different are the speeds and feeds for a tiny cutting tool like this. I am concerned about the speed of the travel, don’t wanna snap it right off. I don’t think theres charts for this anywhere, unless I’m wrong.
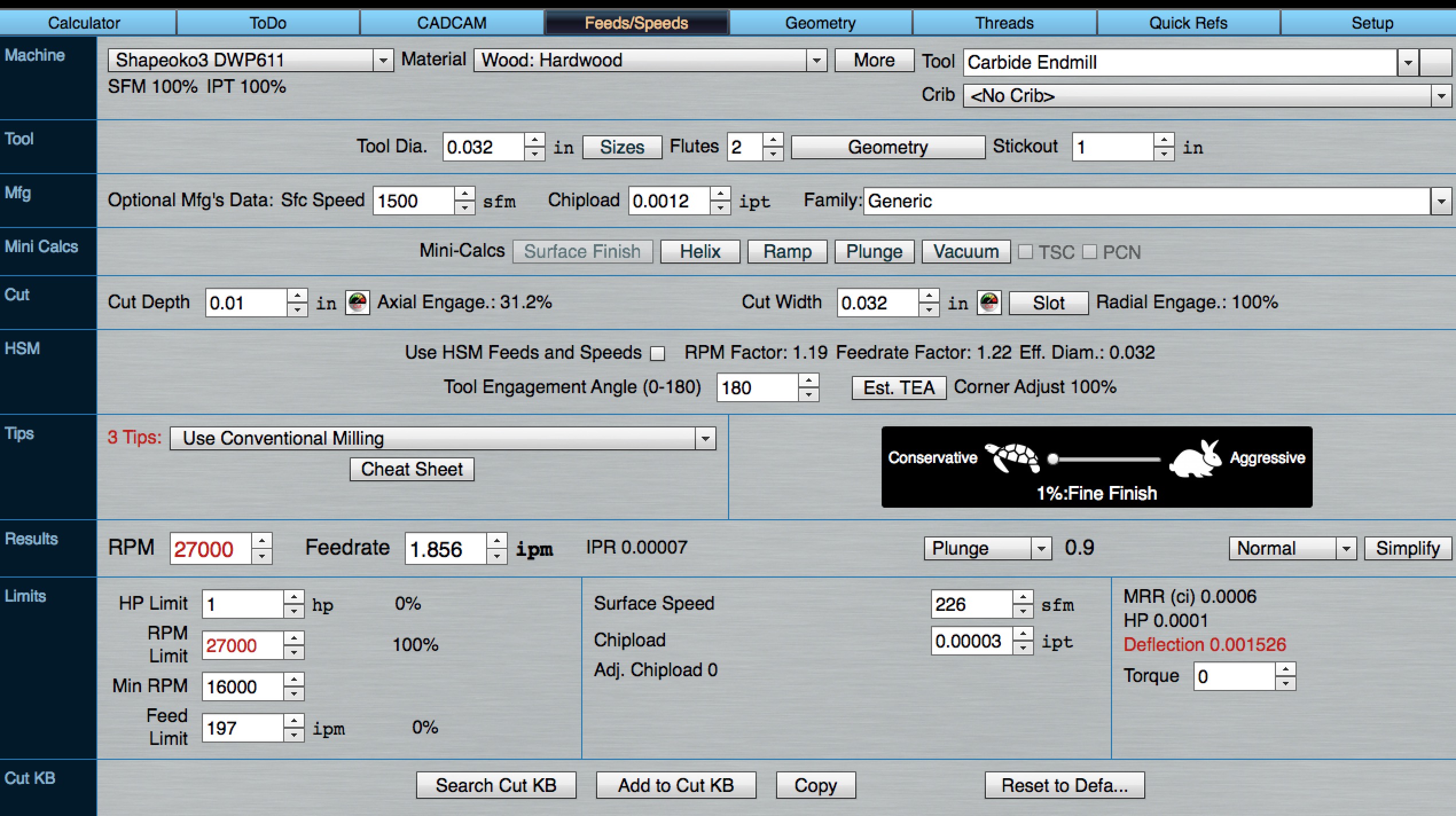
I ran it through gwizard, conservative, and got a number I think is probably reasonable. And very slow. 1.8 IPM, .010 depth of cut, .9 IPM plunge. That’s a really tiny endmill, and I’ve broken a few of those myself. I’d start there anyway, and if you’re brave, work up from that. Do note that there is a deflection warning - this may still be too fast for this diameter cutter (shows ~ .001" deflection).
I’ve been trying to get my head around GWizard for awhile, and been “sometimes” successful. I was trying to run these numbers to get where you ended up, except using Mahogany and a 0.0313" bit, and 0.7 stick out and my numbers are even slower, I actually get “Can’t feed slow enough to make the cut” error and my deflection is red. I hear rave reviews of GWizard, I’ve watched the tutorials and such, but after a year of messing with it I sometimes find it more frustrating than helpful. Maybe I just over think it a little, haha!! Any suggestions would be great, I just keep pounding my head against the wall.
Yes, took a while to get the hang of it. I had some problems with this one too. It actually tried to tell me that 32 IPM was a good idea… I find setting up the “slotting” and using the wizard from there usually comes up with something useful. The UI is…pretty awful. I use slotting because of the lack of ramp-in on meshcam and carbide create. With the bigger bits, things work generally a lot better.
I do the same with the slotting. I have VCarve and use ramping, but at some point no matter what you’re cutting unless it’s an outside profile with clearance it’s going to be slotting. The UI is pretty bad, and I’ve followed the directions about filling in left to right, top to bottom, but I can get some pretty strange results…yes, especially with smaller bits. With the feed over rides in CM4, plus my SuperPID for smooth router control I can usually “listen” and adjust if I have a good starting point. Maybe it’s because I use many of the same bits and I mostly cut wood, but my router speeds end up at 30,000 at least 1/2 of the time or 20628 probably another 1/3rd of the time and feeds can vary between “can’t feed slow enough” and 197ipm. Sometimes I feel like I’m just shaking up one of those Magic8 Balls and I get one of 8 answers at random. I will say though about 80% of the time the cuts “sound” close enough that I can tweak it a little, but I still kill material every so often, but haven’t broken a bit in awhile? Thanks for the info!
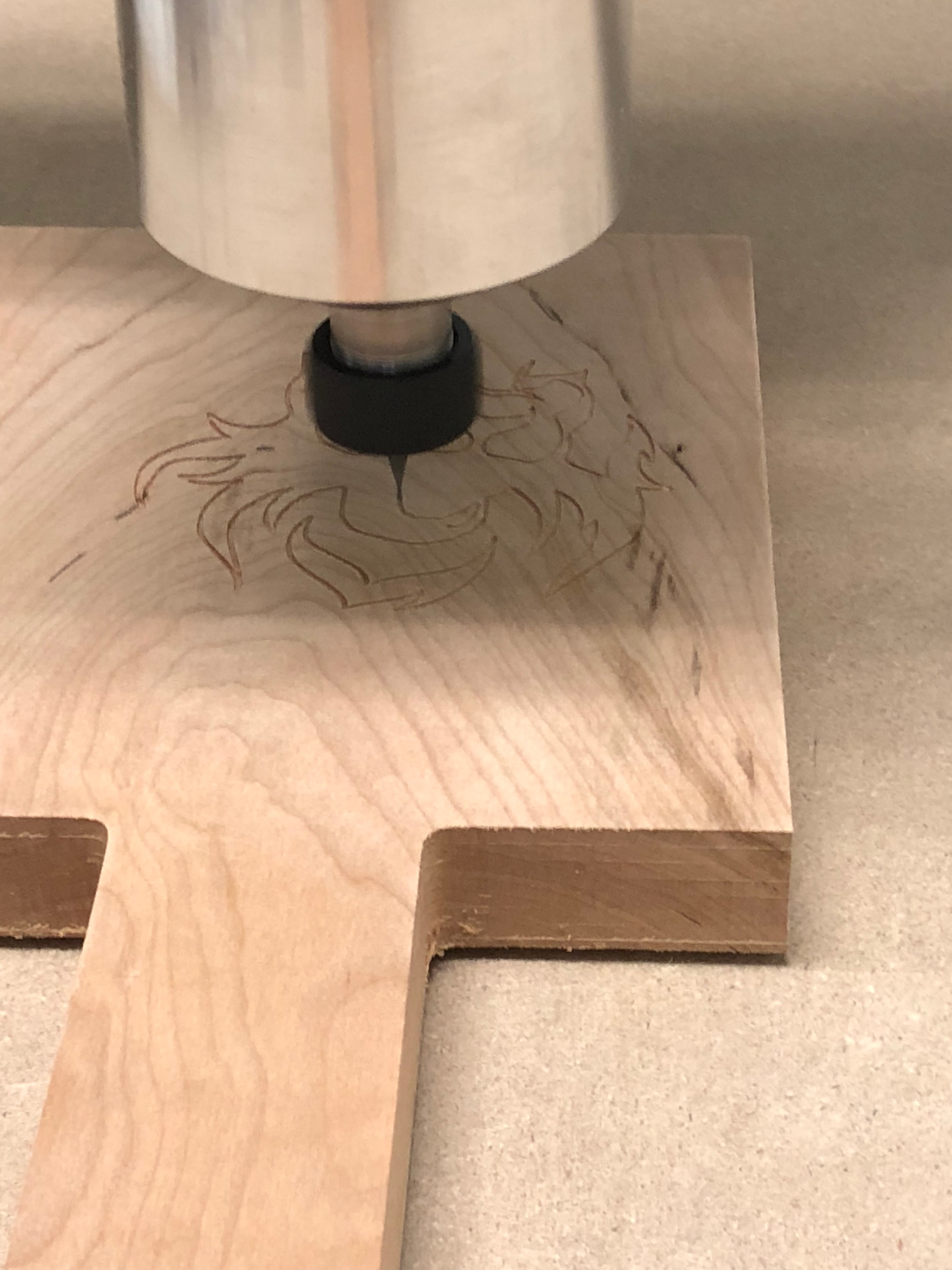
UPDATE: I did a test run on the same wood board and it worked. Now however I am trying it again and it seems to jus be rubbing on the board? its moving along the path and not cutting.
I have tried multiple cutting tools of the same size. I am on the Makita 3.5 setting.
I have set and zero’d using a piece a paper and making sure it very much touching my stock, Are all my cutting tools just dull or something?
.01, however I am only cutting .02, could that make a big difference?!! I changed the cutting tool and were working just fine now! Also upped the speed setting to “4.”
Not strictly an answer for you, but unless you need to cut straight walls and deep, you’ll have a much easier time cutting fine shallow details with a good vbit than you will with a mill. Just my $0.02