Hi everybody,
sorry in advance for my very bad English, I hope you 'lol understand my requests and you could help.
I tried to launch the tool " show simulation " on carbide create .
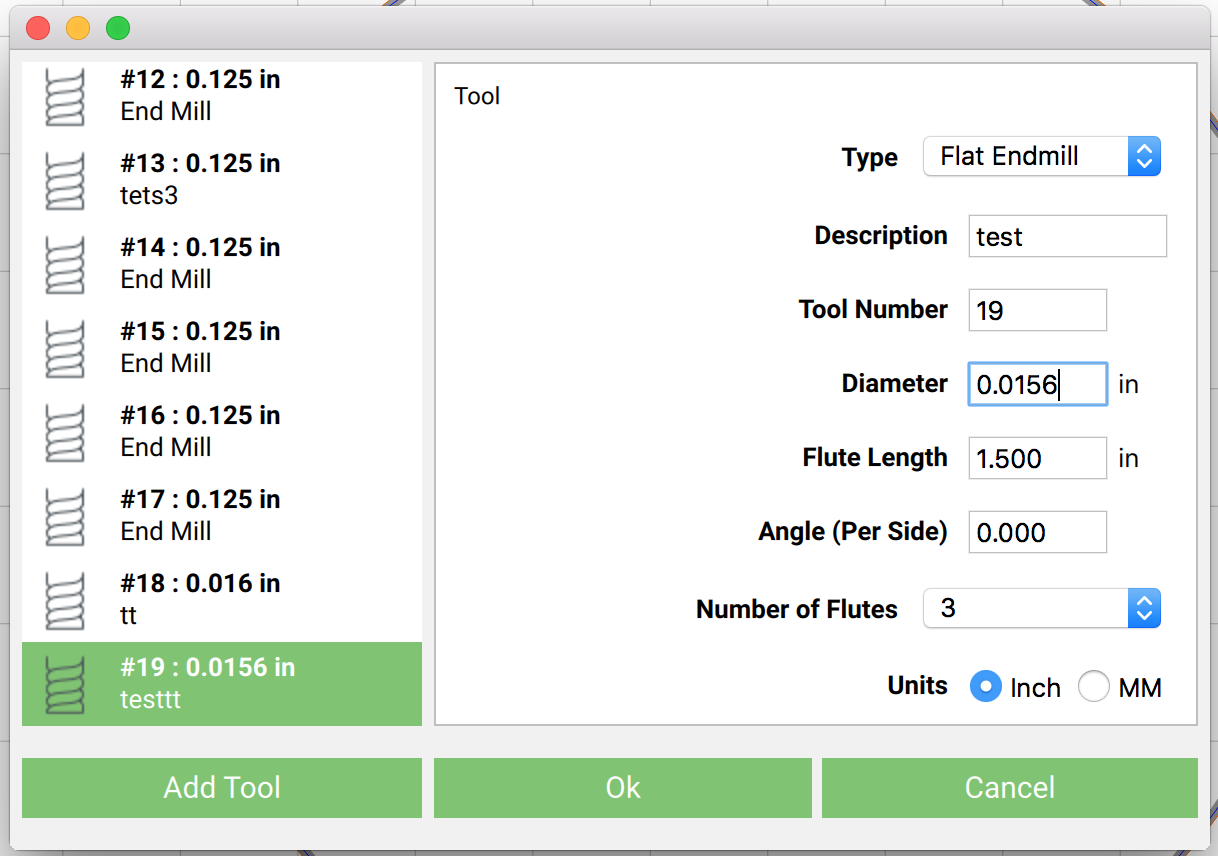
Also I drawn a cercle , for the cut I need to use a milling cutter 0.0156" dia… 3 flute . When I show simulation, the cut doesn’t work well.
Does anyone tried to work with the same diameter cutter ?
Thank you for your help
a .c2d file is the native file format for Carbide Create — click on the “Save” button in the tool bar, save the file, and then post it here.
I’m pretty sure you have the diameter wrong 0.0156 inches would be impossible to have a flute length of 1.5 inches for — it’s scarcely 0.39624 mm — would you please post the purchase link for the tool which you are trying to enter?
Okay, 1.50" is overall length (OAL), not flute length, which in this case corresponds to 0.060" Depth of Cut — please set the Flute Length to 0.060"
You have the stock thickness set to 1" (25.4mm) and the cut set to 0.394" — the endmill you show there can only cut 0.060" deep — you’ll need to limit your cutting to that or less.
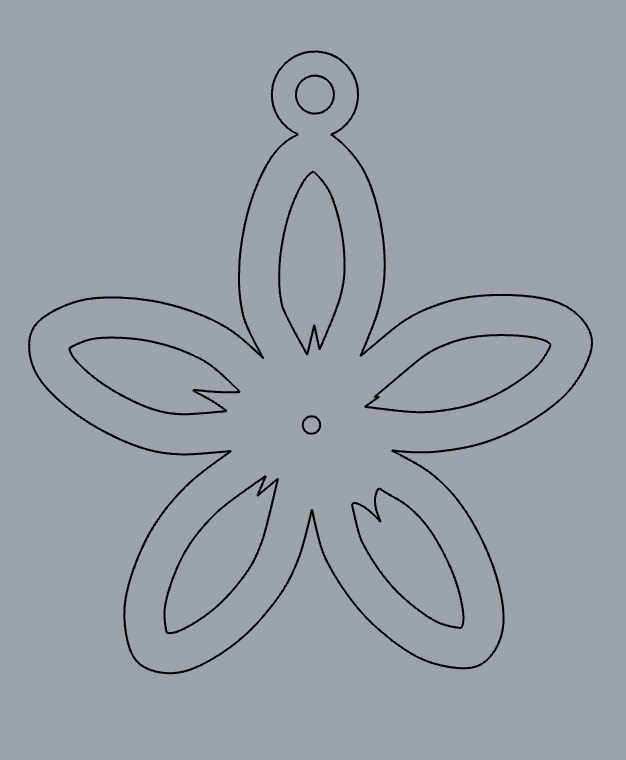
Let’s step back — please describe the entire project:
No, you would need to make shallow passes (depending on the material) so as to eventually arrive at the 0.060" cut depth.
I will note a bit of advice from the SO2 days (slightly adapted for the SO3) — start w/ and use a 1/4" flat endmill — once you have projects which it can’t do, then try other endmills.
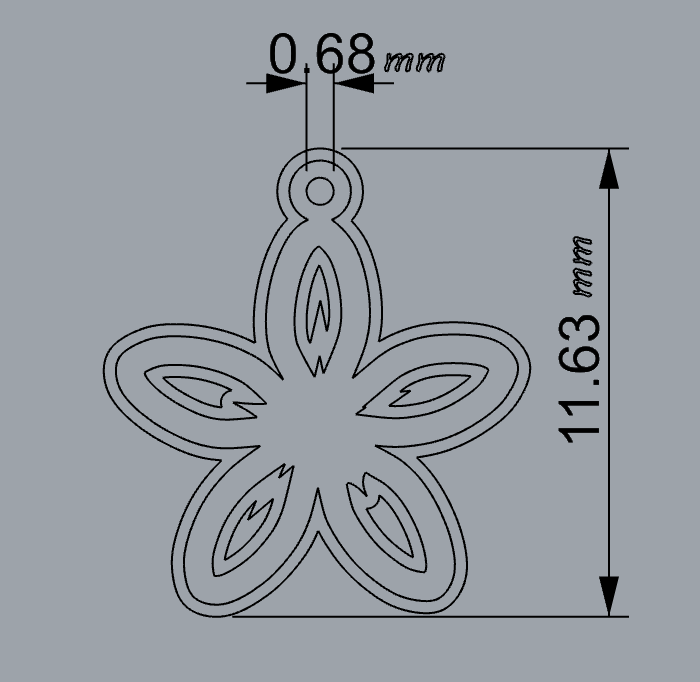
When I drew this up, the central hole was too small to be cut w/ the endmill you are using. Similarly, the finer / sharper features of the interior can’t be cut either. That said, here’s a quick version which ought to work — please check / adjust the feeds and speeds and other values.
My suggestion would be to use a V-engraving pass to at least begin to cut all the details, then finish w/ the flat endmill, then clean up as needed w/ some triangle files.