It’s mechanical so you have to do it manually.
As soon as it started to rub, I raised the bit, and moved the cutter
into the stock 1/2 the diameter of the cutter, for both X and Y.
Darren, did Carbide Motion let you move back and forth between the Move Cutter and Set Zero screens? I.e. position X axis, set that axis, go back and position Y axis, set that axis, go back and touch Z and then set that axis? I wanted to do that last night and CM wouldn’t jog after I came back from the Set Zero screen the first time.
Yes I zerod each separately.
I moved the cutter to the x edge, moved the cutter up on the z above the board, moved it in 1/2 of the width of the bit (watching the cutter position on the move the cutter screen). Then I clicked on set zero, set the x to zero, and then clicked back.
Did this for y and z using the same process.
Thanks, Darren. I don’t know what went wrong for me. I’ll try again after work.
Besides zeroing an axis, you can click on that axis readout and type in a new setting for that axis while the cutter is still touching the edge. (i.e. like -1.59, which is 1/16" translated to mm) so you don’t need to move the cutter around “by eye” before setting zero).
Given that on Carbide Motion, both the Move Cutter and Set Zero screens are really only for setup, I’d really like them to be integrated. It is a lot of clicking back and forth to do the simple task of zeroing the axes to the stock… Rob doesn’t do anything illogical, so I’m imagining that the screens are set up for touch-screen use on a small tablet or something similar.
I understand what you’re saying, but I’m not sure if that’s possible.
@robgrz ?
Right now I know that Rob is in the midst of some other fundamental code updates, but this is a good question/concern as to what’s the best workflow for the UI. I’m for it too ![]()
I moved a post to a new topic: MeshCAM and Carbide Motion Workflow
Succeeded in resurfacing my spoil board. Pretty simple really. Had to tweak the machining margin to account for board not being 8"x8" exactly. Used the #201 0.25 flat end mill. Here are my settings:
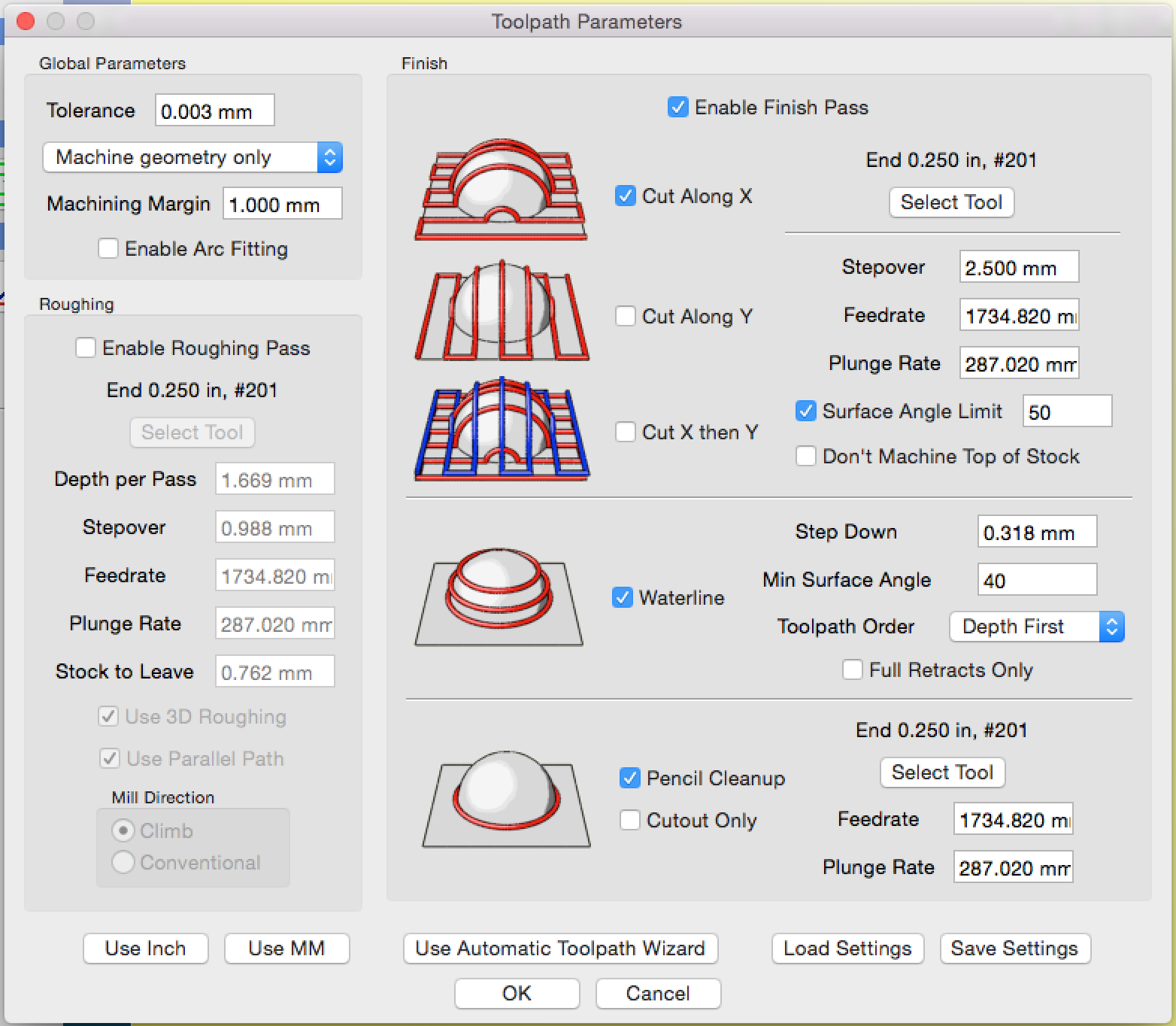
Use parallel finish only. About 9 min to do. Super smooth.
Zeroed on the lower left corner, zero centered on the middle of the end mill by eye and used one of the holes for the screws to bring the zero below the surface.
Anyone want to upload a MeshCAM file or G-Code file for this? I made a 8x8 DXF, used the settings above with a 0.25" end mill loaded up and the Nomad keeps going WAY out of bounds and hitting the limits. How can something so simple be so hard? The simulation in MeshCAM appears to be correct, but the Nomad is definitely not doing what I expected.
MeshCAM doesn’t know about machine bounds. Machines do. Hence the bounds checks.
On big machines, we turn off the limits so we can run such a job. Can’t do that here.
Could you please post your MeshCAM jobs file? I’m curious to see what it’s doing.
CC would be another way do this. A pocket over the entire surface that is 0.01" deep or some such.
I cut mine ever so slightly smaller than 8x8 so I don’t hit the limits. Most of the time, since I have a sea-of-holes bed, I just make a spoiler custom to each job.
mark
Surface 8x8 Board.mcf (1.2 KB)
Something is not right…
Do you not have a CAD program?
Hmmm…

@mbellon Yes, I use OnShape (love it). For the surfacing job I seriously just opened a new project, made it a 8x8 square, saved it as a DXF and imported it into MeshCAM. It looks fine in MeshCAM, dimensions are good, etc…but it doesn’t export the G-Code as expected. I won’t be able to try your STL this evening but will try to do that tomorrow. Thanks!
Maybe I missed it somewhere, but I’m wondering why using a (micro) fly-cutter hasn’t been mentioned. These are just about ideal for a surfacing operation. The cutters have shanks that will fit the collets that are supported and the tool end is usually 1"-1.25". This yields MUCH faster surfacing times and almost no tooling marks on the board (if any). Plus, with the larger size of the tool, you can extend your reach further from the shaft center point and avoid the tricky limit switch and zeroing issues.
Just thought I’d throw that out there.
Maybe I missed it somewhere, but I’m wondering why using a (micro) fly-cutter hasn’t been mentioned.
The only micro fly cutter I know of that a Nomad can use is unsharpened. Most people cannot sharpen one themselves (it is still taught in machining school but sharpening is rarely used now a days. Sadly, this has become a specialty) and machine shops charge a fortune since there is no initial sharpening. I investigated this - including getting quotes - and was disappointed.
Fly cutters put considerable forces on a spindle due to their asymmetric design. I’m shy to try, at any expense, with a spindle as small as the Nomad. That said, they produce some of the best surface finishes possible. I would argue even better than a face mill… and a HUGE amount cheaper too!
They rarely come with shanks less than 5/8" and only the unsharpened one at 0.125" could be found. If there is one out there with a 0.25" shank, please let me know.
Yes, I know how to make one. I would need some Tormach time and I’ve been crazy busy.
HEY! Maybe we can get @Randy to go into the Nomad 0.25" shank face cutter business (he has a Tormach)!
There are spoiler board tools. Those are the ones that are from 1" up to 4". I have one of the smallest - certainly not micro - one and the Nomad is “so so” driving it. The spindle just doesn’t much power/torque, the tool has considerable mass and moment of inertia, and the results were not acceptable to me.
I haven’t had the time to do a proper evaluation and report the results. There may be a good soultion that produces good results but my initial experiments did not go well. I can say that I suspect a good outcome is possible. If people really want this I can shelve what I’m doing and try things out.
When small, they aren’t expensive… but they have to work. An SO3 could easily use a 2.5" one with no problem.
I have an Amana Tool RC-2243 spoiler board tool. Amana is a known, quality tool provider. The knives are even replicable. It requires a 0.25" collet.
Also, anyone using a spoiler board tool better have a dust head, a dust separator, and a dust collector. if the exhaust air is dumps where humans are there better be a 0.3 micron HEPA filter. The dust and particles generated by these tools is… insane… and they are done really fast too (when they work).
mark
This is the one I have and the one I was thinking of for this application.
This is the one I have and the one I was thinking off for this application.
… minds think alike? ![]()
I would need to buy some MDF and try things out. The MDF I have in stock is 0.125". I need the 0.5" stuff so I can really have a go at it testing different depths.
I’ve got the enclosure and air handling that can do the tests safely.
mark
To level my board I setup a face milling run with a flat model 430x430 and used a bottom clearing bit 6mm shank/25mm cutting area,dont use endmills,look at the woodworking router bit selection.

Run it slow tho.
This is better as you can have full size flat stock with 15mm of edge for bolt thru workpiece holding. You can get much larger ones but balance is…not ideal. The added bonus is that you can trim your Z Axis very well as you will have an excellent representation of skew from any ridging that appears,the wider cut foot print giving a wider skew distance.
I use this little guy on mdf and wax; but I take it very slow due to forces generated - so the speed ends up not being any better than a smaller (i.e. 6mm) flat endmill, but the finish is nice with less ridges.
Warren.
1 Like