Unless I’m missing something (am I?), your “1.25hp” March 2017 post’s MRR was 6 times higher than that recommended in the table. If you had tripled the speed and feed, it would have been 18 times higher. Both cases would have produced 14.8 lbf of cutter, workpiece, and router force - mostly perpendicular to the feed direction. That force should cause less than 0.025" additional cutting error with a Stepcraft D840 CNC router - right? See - Chart Vetting.pdf (651.5 KB)
Vince.Fab’s experiences also suggest that the Shapeoko3 is much more capable than the speeds and feeds table suggests. He should be able go even faster without impacting performance by maximizing the router speed and increasing either the depth of cut or the feed rate proportionally.
This seems like a tennis match…my serve…
Yes it is…have you seen all the modifications he has done to his machine???
Please stop this game.
3 Likes
@gmack theres a certain point with pushing feeds seems speeds where you have diminishing returns.
With the ridgity of 0.250 tool I haven’t found much use in going over a 0.100 rough doc and my usual stickout is around 1.5" . With a 0.375 rougher I’ll go 0.200 doc at high speed because it doesn’t deflect nearly as much.
Charts are great and all but every machine is different, especially the bench tops. Even with my two S3 builds they run completely different feeds and speed profiles.
1 Like
Ide love to see a thread just about stability, dampening and rigidity! It’s very interesting how these things come into play with heavier milling.
My setup is on a toolbox on wheels that weighs several hundred pounds. When using higher speeds the whole box will move quite a bit and might provide a little dampening. And that’s with a tiny Makita, I’magine the weight of 2.2kw spindle being thrown around.
3 Likes
Sorry - just trying to understand, not offend!
My workbench weights several hundred kilos now and in fairness it doesn’t move much atall. I do lock the wheels and it’s pretty much rock solid even going 5000mm a min.
1 Like
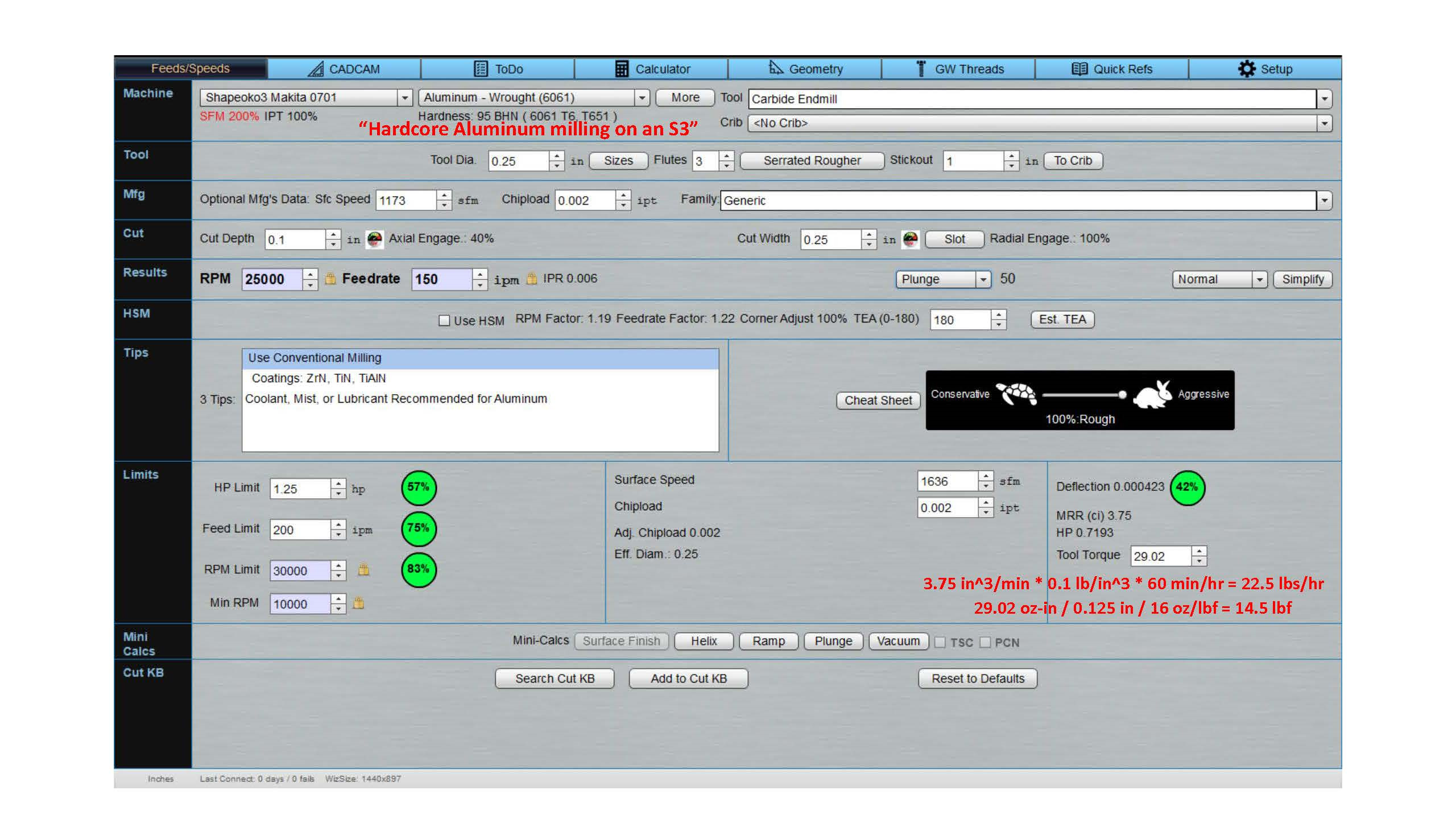
If the GWizard and Kennametal calculators are correct, there should only be about 14.5 lbs of force on the tool, the workpiece, and the router with a 1/4" tool. Based on the specs., that would cause up to an additional 0.025" of cutting error with a Stepcraft D840 CNC router. Doesn’t that swamp out the 0.0004" of tool deflection (0.0005" with 1.5" stickout) that GWizard predicts?
A 1/4 inch tool at 1.25 hp spinning at 25000 RPM can only produce 25 lbf. So even if the router was capable of that (it’s likely not), the Shapeoko3 should be able to handle it (albeit with unknown accuracy) when feeding in the X direction. (At 62 lbf, 10000 RPM at 1.25 hp would exceed the reported 38 lbf capability of the Y Axis.)
Where can I find out more about the Shapeoko modifications you’ve made?
Machine movement shouldn’t impact performance if the workpiece is firmly attached to the machine - right?
@Luke my point was that it can be a good amount of energy being thrown around. Maybe its better to have a table that can absorb some, maybe not. 200ipm is flying btw!
@gmack on one of my S3s I can measure movement at the spindle if im pressing on my computer mouse too hard ontop of my enclosure. Imo a stock s3 can be very capable if design and cam (adaptive) is within its “happy place” and high quality cutters are used.
What feed direction (X or Y) do you use for your “heavy” cuts? What is “opt load”? Have you done much to increase the rigidity of your machines?
@gmack both my machines are modified, one slightly, one highly and they both like different things.
Opt load is the stepover per pass. Usually adaptive is run at a smaller stopover due to the higher doc VS conventional toolpaths.
The 0.06 inch stepover passes reduce you MRR from 22.5 to 5.4 lbs/hr with the 0.25 inch cutter - right?
You’ll likely find this speeds and feeds calculator more useful thanGW.
1 Like
Thanks man ill check that out! I use the gwiz editor mostly as a code checker, but i like the phone app of FSWizard.