I just bought 24" t tracks from grizzly.com for $7.95 and the mini clamps pictured. Best price I’ve found, amazon was $10.98.
3 tracks and 4 clamps plus shipping were $55. See catalog picture, I’m a long time grizzly customer, no affiliation. The tracks don’t have mounting holes, maybe that’s why they’re cheaper price, I’ve got an extra box of holes next to my drill press that I’ll press into the tracks with my drill press. No mfg’r is gonna tell me where I want holes, HA.

2 Likes
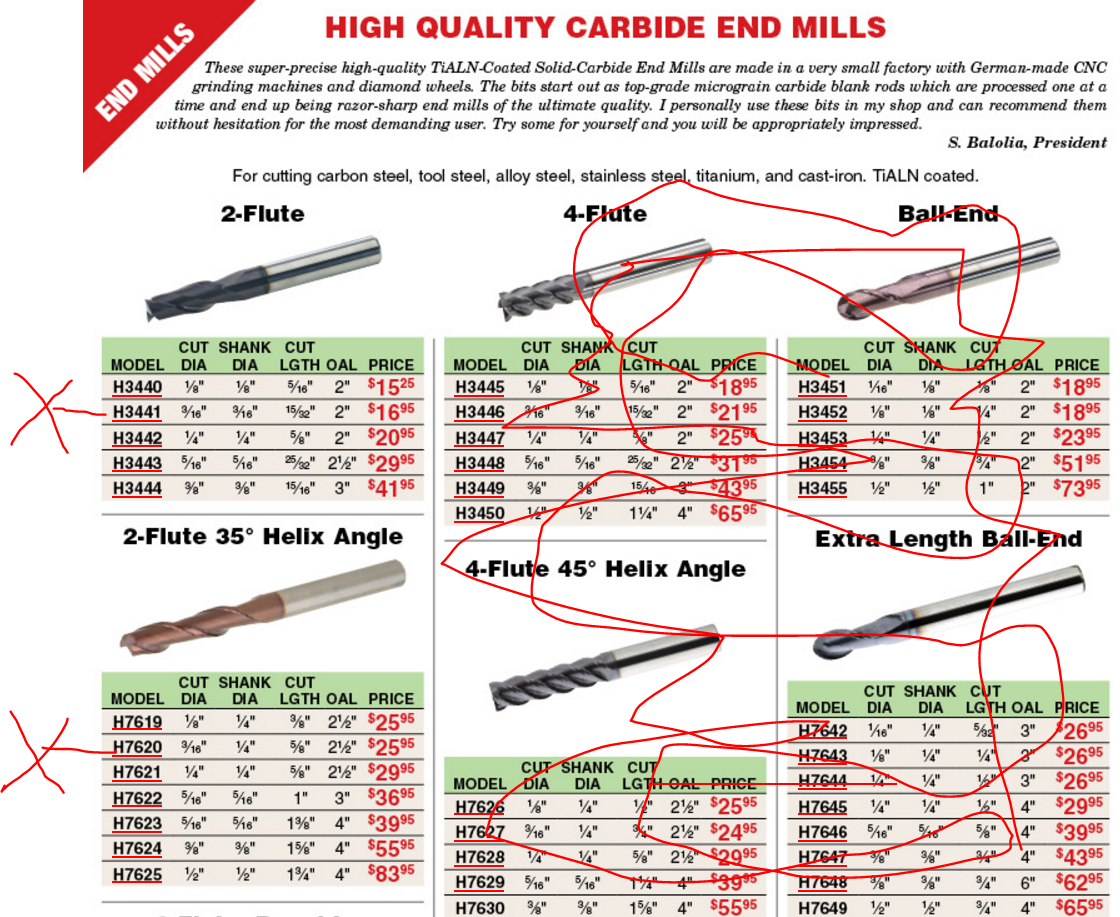
Also at grizzly are some end mills that Carbide3d doesn’t have. Please can an Experienced member advise me if these could be worth the money and be quality end mills? I’ll only be cutting hardwoods and hdpe and I am NOT a machinist so good end mills are a mystery to me. Thanks Jude

The D2700 would be nice since it has a long overall length, more reach, and a cut length which should allow you to work in almost 1 inch thick material (deeper than that if you can tolerate rubbing along the shaft above the cutting flutes)
The H3441 has a 3/16" shank, so is only useful if you have a collet which will accept it
The H7620 has a 3/16" cut diameter which is a nice compromise between 1/8" and 1/4", but with a 1/4" shank, can only work in material / geometry thinner than the cutting flute length of 5/8"
Hope this helps! There’s more on tooling at:
2 Likes
Well as a 45 year machinist, toolmaker, engineer, NASA scientist, I have to say that there IS a difference in cheap vs expensive end mills, BUT you won’t notice the difference very much in a Home CNC.
Let me explain. Carbide is carbide. really doesn’t matter if it comes from China, Japan, or Germany, its HARD. It is also a cemented material, and this is the difference. It’s made from little tiny balls that are packed in a mold and fired. The SIZE of the ball does make a slight difference on a HOME CNC, but for the most part, difference is largely seen or felt cutting things like Titanium, PH Stainless steels on high end ($500k UP) CNC machines, using MICRO grain (Nice word for tiny balls, really).
Coated end mills are another thing. The coating generally is not there to aid in the cutting edge as much as it is there for a lubricant on the gullets (or flutes) of the cutter. This added lube stops sticky material (Aluminum, copper, etc) from sticking to the cutter. Because one the gullet is full of chips, the cutter will break very soon thereafter.
I tested some 1/4 and 1/8 cutters from Carbide3D with TiAlN (sometimes called AlTiN) coating and they are GREAT. For some reason they have been slow in putting them in the store. I can cut for days without anything sticking to the cutter.
I also highly recommend that if possible, use router bits for cutting wood (It really IS a router). They tend to be sharper then an end mill (which is designed for metal, not wood).
So in closing, I recommend buying CHEAP EBAY Coated End Mills for cutting Metal, and wood router bits for cutting wood (where ever possible)
Hope this helps a little.
8 Likes
I have not found a better deal on t-track than Orange Aluminum
http://www.orangealuminum.com/t-slot-framing-systems-and-tracks/t-track.html
4 Likes
It does help, thanks Richard. Guess what I have a bunch of… Wood router bits. And yes I’ll be careful to match any contour with the proper cut depth. but mostly will be using straight fluted bits. Gee I wonder what speeds and feed rates are for routers? But I’ll stick with g-wizard until I get “this is how we do it”. Thanks Rich, Jude
2 Likes
Thanks Will, to assume that a 1/4" collet would squeeze down to hold a 3/16" bit would have been dangerous. That’s why I asked and that’s why I appreciate your reply. Obviously it won’t and since Elaire doesn’t make makita 3/16" collet adapters that 3/16" shank bits are off the list. Great catch, maybe a note about this in the end mills wiki would help deter other noobies from the same assumption. Don’t mean to add any extra work to your over burdened schedule. Thanks again, Jude
Good point!
Added a note on this to: Shapeoko CNC Router, Rigid, Accurate, Reliable, and Affordable (I’m pretty sure it’s mentioned elsewhere (router options page?) but it’s an important point and bears repeating).
I see a 3/16" option on Elaire’s page:
MRP-1875
3/16"
N/A
$24.50
Probably worth getting the full set (I bought the 1/8" when it was first made, and later bought a 1/4").
I’ll second the love for TiAIN coated bits.
I bought a 1/4" 2 flute that is coated and it makes a world of difference for cutting MDF. The uncoated bits get gummed up and start burning very fast. The coated one is still going strong.
McMaster-Carr sells them. They might not be the cheapest place to get them, but they do have them. Cheaping out on tooling is a good way to get frustrated.
1 Like
FWIW I just read that Makita used to include a 3/8" collet with the rto700 routers and they have discontinued them. I wonder if they had a lawsuit from the over stressing of the 3/8" shaft and larger tool diameter and engineering type stuff being dangerous. I’d like to be able to use 1/2" shank bits but I’m doubtful the Shapeoko will handle that large a router since a 2hp router is not listed in the wiki spindle options. 2 1/4 hp makita is 7.2 lbs double the rto700. Would only a ball screw cnc be able to handle that weight??? A big brother to the Nomad seems appropriate to my thinking.
Not involved in product development, so no idea about future developments.
People have mounted some pretty heavy spindles and routers on the machines — not sure if it helps — doesnt seem to me that one can get feeds and speeds which will take advantage of the torque on a CNC router.
Also, the increased diameter and larger mount then pushes the endmill farther out increasing lever effects.
I’d be more inclined (and am more interested in) the real spindles such as the Ugra and Kress which are narrower, also have higher torque, and have more useful low-end speed options.
1 Like
http://www.kress-elektrik.de/Power-tools.71+M561855e446b.0.html?&tx_commerce_pi1[catUid]=17
kress spindle won’t take a 1/2" collet. Ugra model SFM3542C-24-15 does but is $695 and not in stock currently and weighs 9.5 lbs. but only 70 mm wide. where a makita 2 1/4 hp RF1101 is 3 1/2" dia (90 mm) and 7.2 lbs. Like you rather than a large router I’d rather go for a real spindle when I am able to get into 1/2" shank bits for the top secret next development in the wooden toy industry (World Domination is the only goal, “what are we going to do today Brain?”). But whats to guide this spindle and support it as it glides over the work piece? I see no problem with belt driven cnc’s, a timing belt on a car engine lasts for 60,000 miles, just has to be bigger, but than the gears and sprokets etc. also… Pinky has many ideas but he never realises their ingenuity. Please I don’t want to be labeled “Pinky” . Too bad I’m so far from PA or maybe that’s a good thing, depends on perspective, “you’re a good man Will Adams” to paraphrase another cartoon. Are Ugra’s warehoused in Pa not mfgr’ed there? Are they really chinese made? Thanks Will, Happy Days
For Ugra spindles, I never managed to get past their needing 220V — put it out of my feasibility envelope. For the Kress, the one model I’ve been considering is the 110V one, but failed to take note that it’s for smaller endmills only — thus far I’ve only been using 1/8" endmills, and have always wanted to be careful enough of stock that using a larger one just isn’t on my radar.
Wish I could be of more help.
You’re terrific help Will, and Phineas and Herb are always welcomed associates. “What are we going to do today?” “MOM!!!”