Is the material a known aluminum alloy?
I would double check your Z zero.
Try running a test in something soft to see if there is some other factor at play?
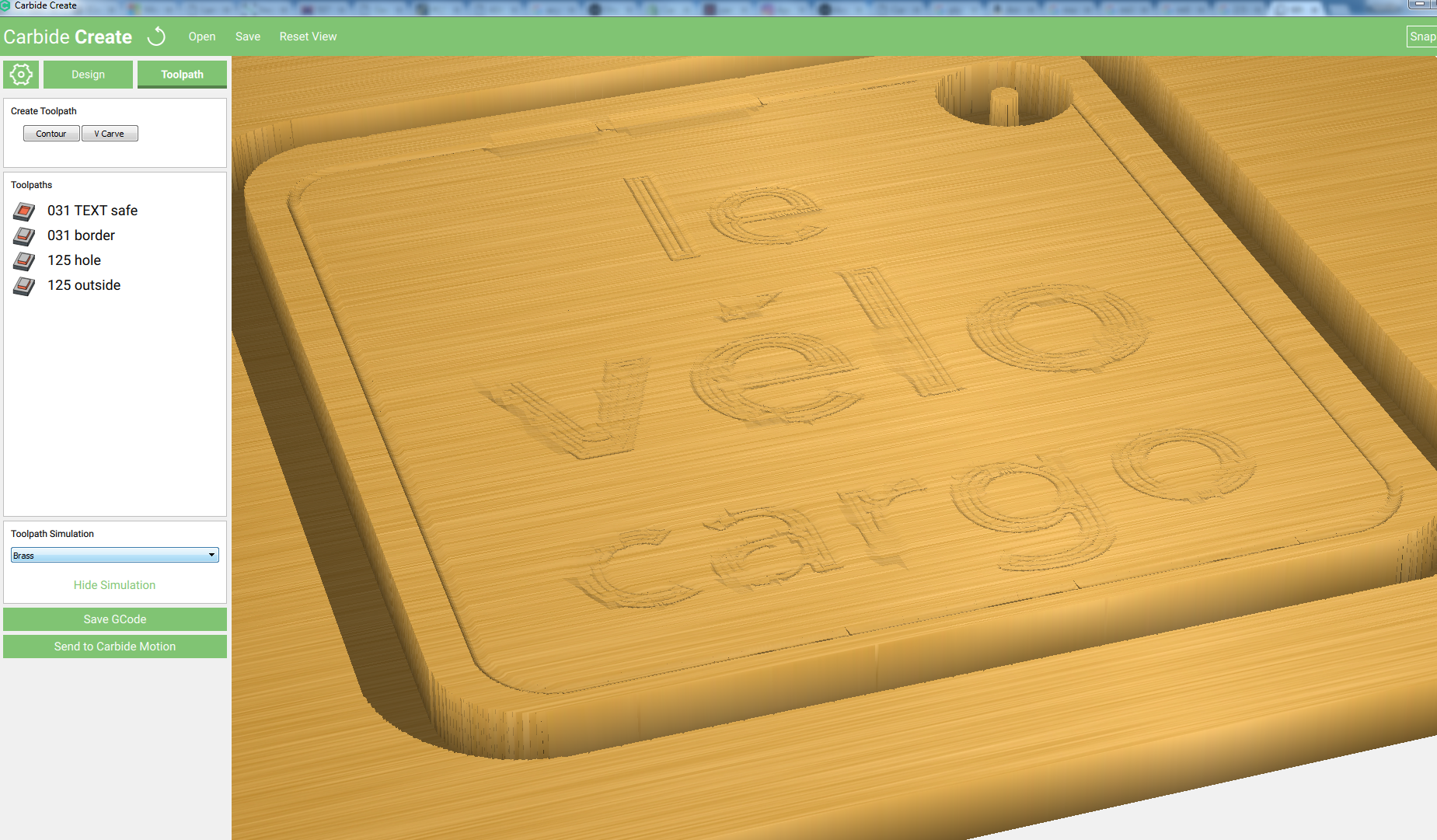
I adjusted your DOC for the 031 tool paths.
HUME test.c2d (461.4 KB)
Is the material a known aluminum alloy?
I would double check your Z zero.
Try running a test in something soft to see if there is some other factor at play?
I adjusted your DOC for the 031 tool paths.
HUME test.c2d (461.4 KB)