I have a bunch of these different carbon fiber pieces that are already cut out in various sizes and shapes. I currently am creating pockets of the shapes outline in acrylic and press fitting them inside, then running the gcode to cut out what I need from it. This method works, but it’s tough because the company that makes the carbonfiber products don’t have strict tolerances so sometimes I gotta sand it down to fit, but I digress. Is there a better way to workhold than what I’m doing? I need quick repeatable process (Job is done, reset job zero, put the next piece, hit run ) These pieces are 100mm wide usually and 7mm tall. 1.5-3mm thick. and I would like to cut like 12 pieces at a time.
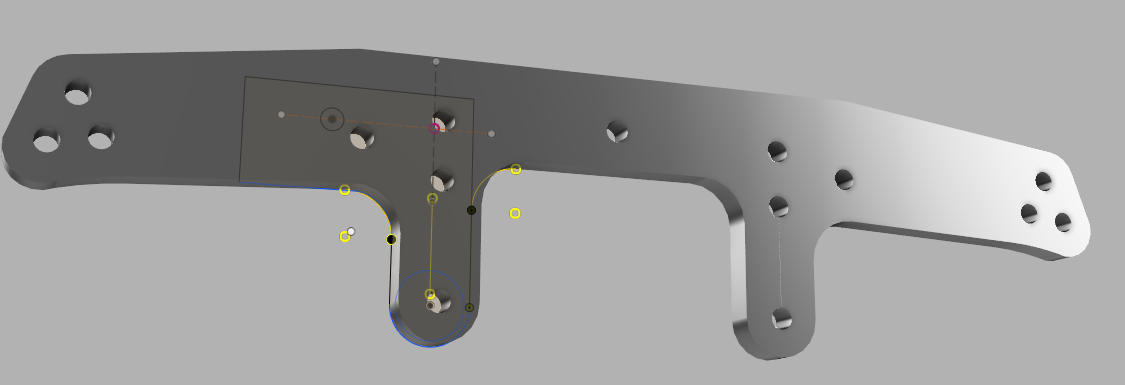
Here’s the first example, I need to mount this object, and cut out that little “L” on the bot left. You can see the sketch. This one I’m having trouble with tolerances with the outline, and i’m trying to think of a better way to do this.
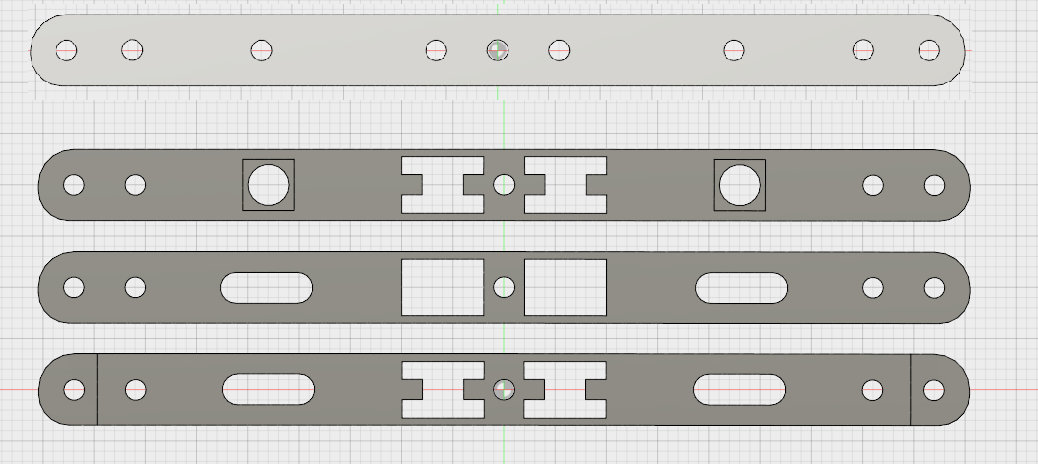
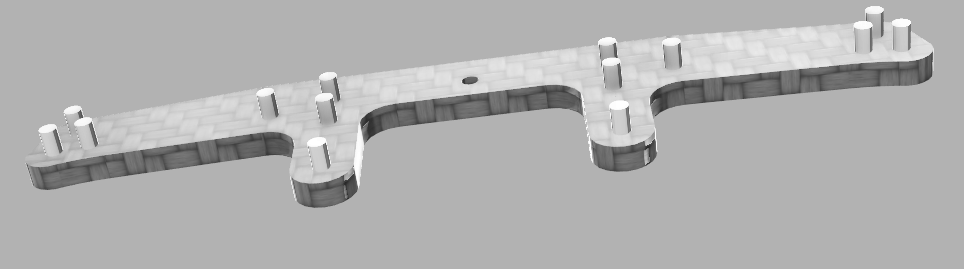
Here’s second example, top piece is original stock. Bot 3 is what I need to cut out or recess.
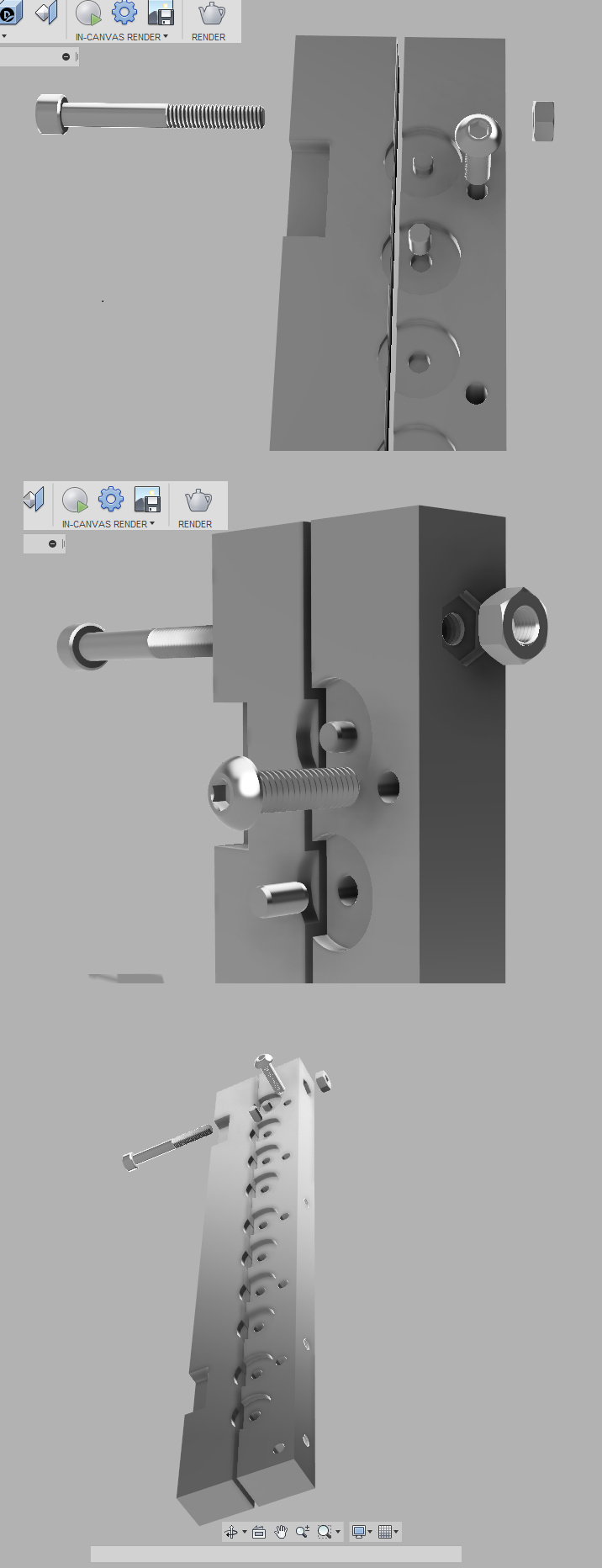
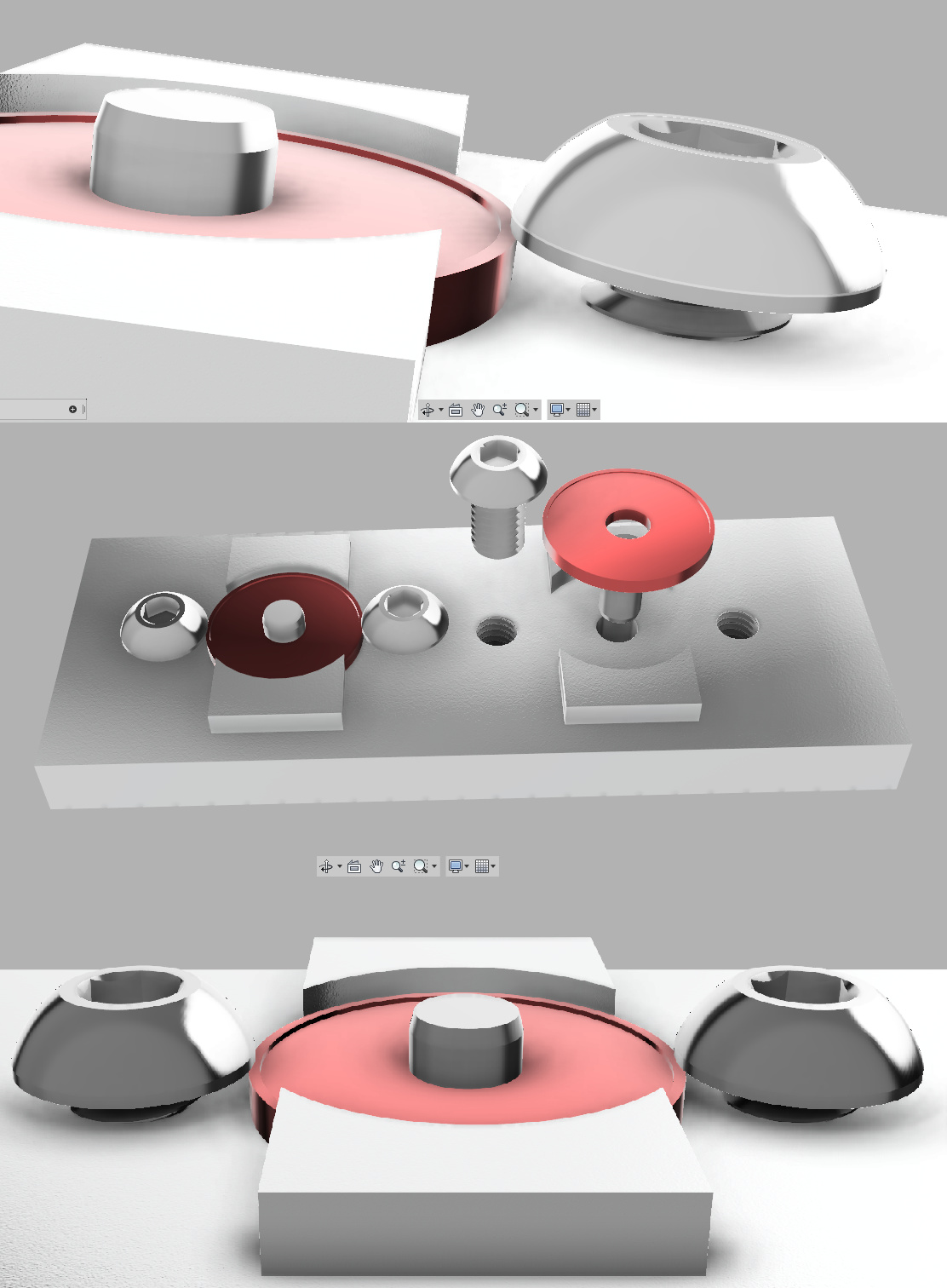
I was thinking of something like this, 2mm dowels and insert into the base as pegs. I need something sturdier than wood, so I was thinking acrylic or PCB board.
Any advise is welcomed, thanks in advance!