Context:
I’m currently refining a machining process for a production run of maple and walnut inlays. At the beginning of the process, I have to cut a bunch of 4mm deep pockets using a 1/16" endmill to rough it out. I was using a 1/8" endmill before but some of the features are too small for it, so the 45deg 1/4" vbit I would use subsequently to taper the perimeters would end up plunging into unbroken wood to 4mm DoC, effectively acting like a roughing tool (which I 100% try to avoid since 100% vbit tool diameter pocketing 100% eventually causes my shapeoko pro to skip steps and ruin the batch).
I was originally using a tapered ballnose 1/16" with a shank of 1/4" because of the rigidity gains allowing me to do a full 4mm DoC and a fast speed. However, the ballnose soon started to cause step skipping issues and would ruin the batch (perhaps went dull). I therefore jumped back to using a standard 1/16" endmill with 1/8" shank taking 2mm DoC instead. Using this, I’ve been able to keep the speed around 2750mm/min but having to do 2x passes each time has at least doubled (perhaps tripled) the time this step takes.
my original procedure took 1.5 hours. this one now takes 3 hours or so overall
My current potential solution i’m going to test - I have made a hybrid version where I use 2 advanced vcarve’s where: (a) one uses the 1/8" endmill to only run on the big features; and (b) the other with a 1/16" endmill that only runs on the small features. However, I’m trying to see if I can get away with what I was originally with my 1/16" taper endmill where I didn’t need to do this jiggermepokery since: if my current setup is the slowest, and the 1/8" setup (less ideal)/full DoC 1/16" setup are the fastest, this approach would be kinda inbetween somewhere…
So i’m exploring an alternative to get back to the fastest:
Question:
Would there be any benefit from me using a 1/4" shank instead of a 1/8" shank without any taper?
If not, are there any examples of 1/4" shank taper 1/16" flat endmills because all I see everywhere are the ballnose ones.
Any other advice you might have would be appreciated - thanks
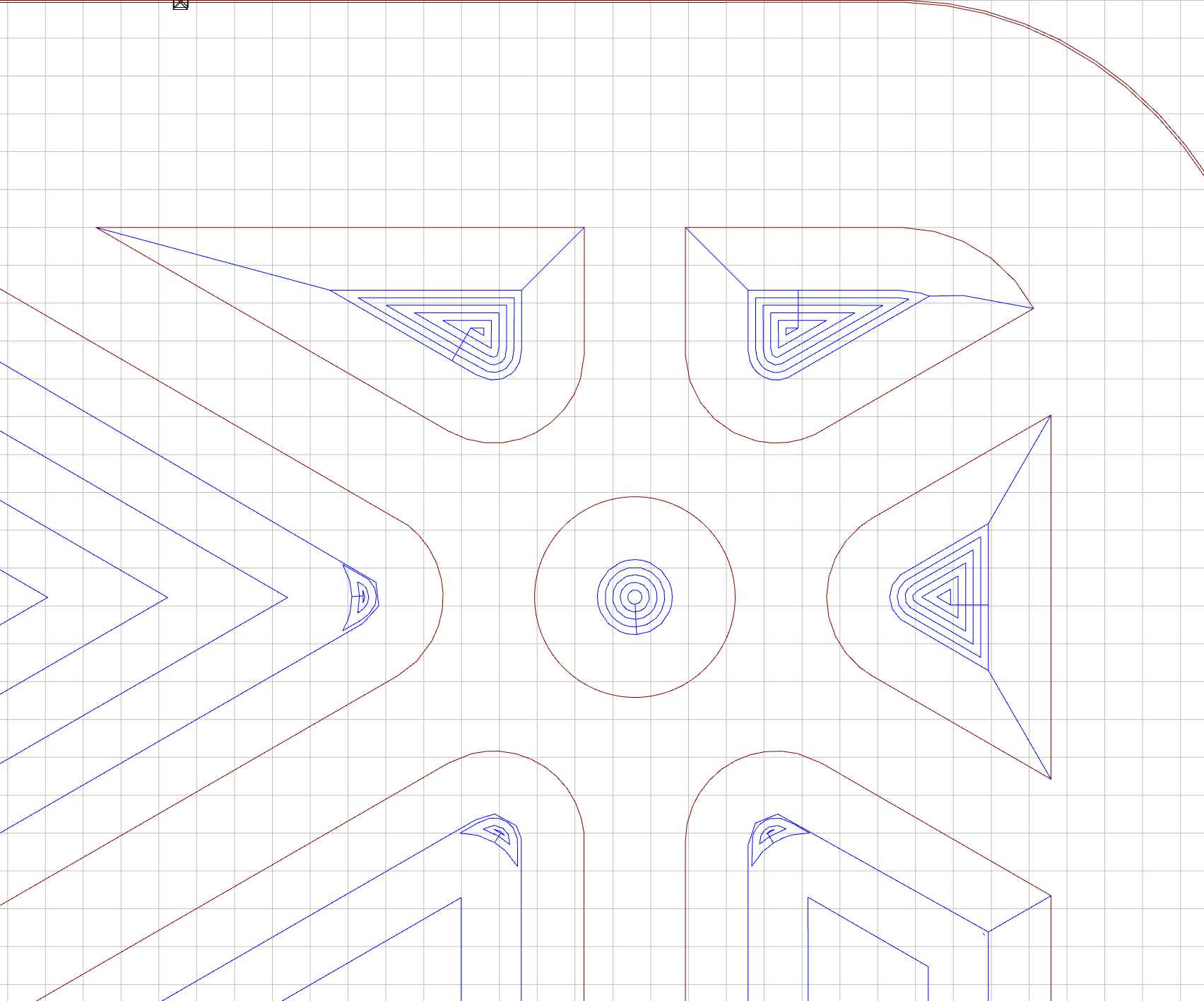
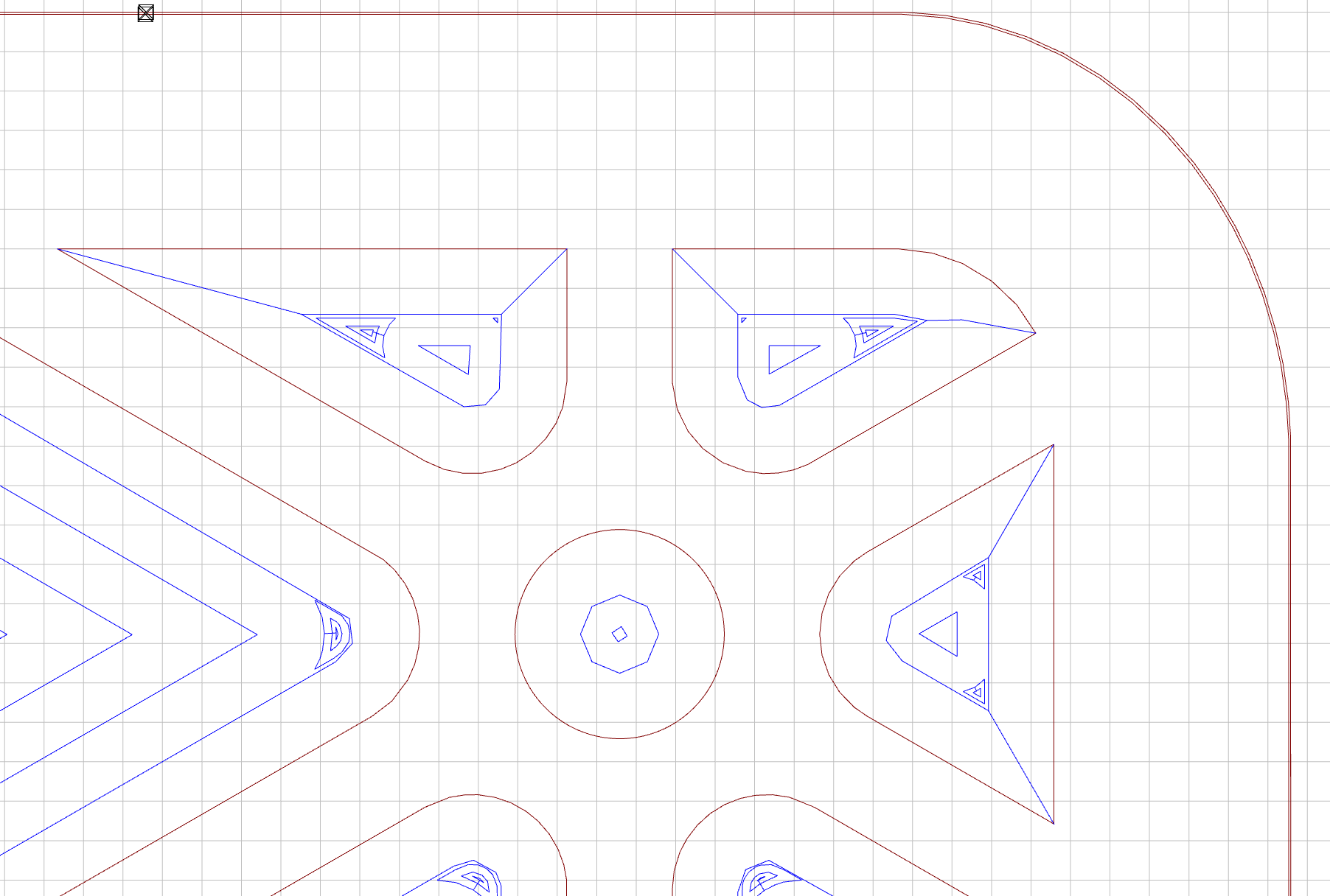
Features when I use a 1/8" endmill (not 1/16")
Causes these features to be roughed out with v-bit instead, which is not ideal (as in image below)
My take on it is, in theory the larger diameter shank is more rigid, in practice it costs sufficiently more that one is unlikely to be able to realize a benefit in cutting to make up for the price delta on the materials which can be cut with these machines at the feeds and speeds and toolpaths which we use on them.
iyo, if price of endmill wasn’t a massive dealbreaker but time saving was, do you think using a 1/4" shank instead of the 1/8" shank would make a big enough difference that I could go from the 2750mm/min @ 2mm DoC I currently do to 4mm DoC and perhaps 2000mm/min? Is the gain from such a shank size increase make any meaningful improvement to aggressiveness like a taper does?
I’ve never done it personally but it’s supposed to have some benefits for weaker tools with a lot of stick out relative to tool diameter.
The idea is basically plunging a bunch of holes to rough out the pocket. A tool should be much stronger in full compression compared to full depth side milling (assuming the hole can be cleared of chips effectively).
Most machines are also much more rigid in Z than X/Y so there may be some benefits there as well.
This is very much a roughing operation with wall and floor finishing passes necessary after bulk removal.
(Some folks may also refer to this as chain drilling?)
Again, I’ve got no real basis/experience to say how well this might work in wood with a micro machining Endmill but the theory seems sound
If anyone has experience here, feel free to chime in
Perhaps a 1/16" stubby endmill with 1/8" or 1/4" shank is what you need? If you’re only going 4mm deep.
As maple is quite hard, wearing out bits cutting that is pretty much a given.
When I buy small bits I try to get 1/4" shanks. There is likely some validity to the tool having greater strength but that is not why I get 1/4" shanks. I get the 1/4" shanks so I dont have to constantly change my collets. It is simply a lazy issue. For some reason I find changing collets a chore. I know it is simply unscrewing it and screwing back in the 1/8" but for some reason I just hate it. I like simplicity and having as many bits that are 1/4" shanks makes things more simple for me.
I’ve opted for this option suggested above (trying out stubby 1/16" on 1/8" shank which reduces the 1/16" portion of the bit to 4mm instead of 6.5mm long) as it’s higher probability of success to increasing shank size to 1/4".
My logic thinking that reducing the 1/16" portions flute length by 1/3rd so that 1/3rd is instead tapering to 1/8" shank should increase bit rigidity more than increasing the shank to 1/4", and could potentially be the silver bullet to my speed problem here.
If available I get the largest shaft diameter, almost always. The exception is when I need the reach down into an area of fine detail. Then I have to use the smallest diameter determined by the toolpath. I just adjust S/F as needed to not break the bit, well…. At least I try not to break the bit.