I bought a spe brand 1/16th downcut off amazon and was curious what you guys would recommend for speeds and feeds? This is my first time using a downcut and from what i understand they can be a little more prone to breaking, especially the smaller bits. I plan on using it to cut some ornaments out of .25 ply. Thanks!
1 Like
CC’S recommendations are on the safe side. A 1/16 bit is short so be careful with depth.
I would start there and bump up the feed on CM slowly listening to it. Many a china bit has broken while testing.
Displayed is for reference. Use the type of material to choose your feed rates and speed. Being a small bit you will have to take into consideration knots you might encounter.
1 Like
I could not find a downcut 1/16" bit in the stock Shapeoko database.
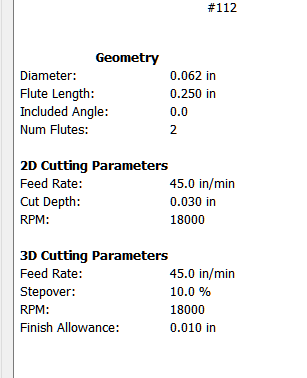
Here is a quick spreadsheet I did with two down cut bits, #251 1/4", Amana 46200-k 1/8" and a #112 1/16" Upcut. So I compared the difference between hardwood and softwood percent of difference between softwood and hardwood and then the difference between the 1/4 the 1/8 and the 1/16" and the bottom is very conservative but a starting point. Likely you could increase to the #112 1/16" Upcut but start slow and build up with test cuts. The IPM and DOC came from the C3D HW and SW tool library.
| 251 HW DN | 251 SW | % Change |
|---|---|---|
| 60 IPM | 75 IPM | 1.25 |
| 0.04 DOC | 0.06 DOC | 1.5 |
| 46200K .125 HW DN | 46200 SW | % Change |
| 45 IPM | 60 IPM | 1.33 |
| .03 DOC | .045 DOC | 1.5 |
| 112 HW 1/16 UP | 112 SW | % Change |
| 35 IPM | 45 IPM | 1.5 |
| .02 DOC | .03 DOC | 1.5 |
| 1/16 Down | ||
| 26 IPM | 33 IPM | 1.33 |
| 0.015 | 0.025 |
By comparing the above bits you see that there is between 1.5 and 1.3 percent of change between HW and SW that is the same for 1/4, 1/8 and 1/16" bits. So following that progression and adding a little more to the 1/16" downcut start and go up from there until you feel uncomfortable. Likely you could just use the #112 bit parameters for a custom tool for the 1/16" downcut. The 1/16" bits are easy to snap so start conservative and move up.
There are several chipload calculators here on the forum and on the internet. I have went to manufacturers sites and their suggested F&S were fantastically high compared to the C3D recommended F&S. So I usually just start with an equivalent tool that is in the stock library and start from there.
My $0.2
5 Likes
Here’s another way to see it. Tool break happens mostly when deflection gets beyond a certain point, and smaller endmills tolerate less cutting force before they deflect too much and break. A 1/16th upcut and and 1/16th downcut have more or less the same resistance to deflection, because it relates mostly to their diameter, not the orientation of the flutes. BUT, downcuts by definition tend to push chips downwards, so you are more likely to pack chips at the bottom of the cut and THAT may induce additional resistance/force. So to simplify things my goto rule is to use the same feeds and speeds than for an equivalent upcut endmill (same diameter, same number of flutes), but reduce the depth per pass to give those chips a better chance to fly away from the cut. Slotting deep with a (small) downcut is not a fantastic idea. Efficient dust collection is key too, to suck those chips out of the cut.
5 Likes
Thanks so much, you guys have given me a great starting point. Much appreciated!
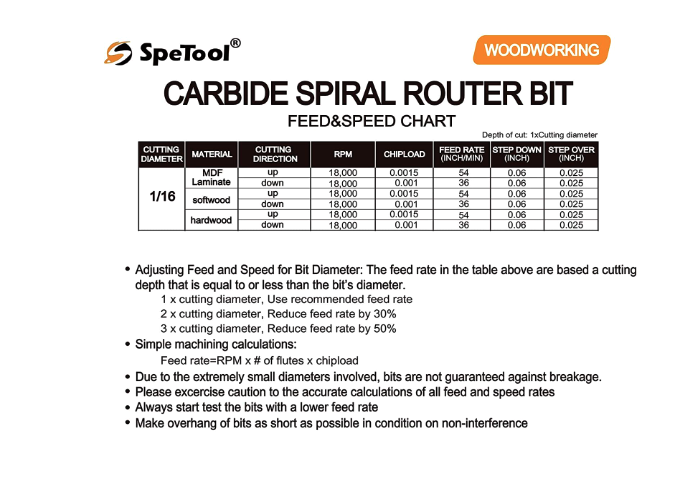
this is from the tool company. I would follow this over the standard specs. I have broken 4 of these so far before they had this posted.
Thanks so much for finding that, much appreciated!
This topic was automatically closed after 30 days. New replies are no longer allowed.