Has anyone worked with Carbon fiber? I’m hoping to be able to cut 1/8 thick sheets any input is appreciated.
THANKS GUYS
Some people have cut this on the Shapeoko: http://www.shapeoko.com/wiki/index.php/Materials#Carbon_fiber
Carbon fiber, fibre glass, FR4 (for PCBs) and other similar materials generate some very nasty dust particles when they machined. The particles are damaging to the lungs in the extreme (as in Asbestos dangerous); they even hang onto clothing and can be carried around you house or place of business harming many.
If you do work them the best way is to have an enclosure which has negative pressure (to keep the dust in) and a dust collector that filters particles down to 0.3 micron.
2 Likes
Thanks Will. And great info on the dust I over looked that thanks for the into (Mbellon) will need to look how to make something to fix that
Safe particle/dust handling is an oft overlooked or intentionally overlooked topic. CNC machines do not generate saw dust; they create fine particles which are dangerous to ones lungs and health.
Proper handling of CNC “dust” is an important part of CNC if one values your health.
The particles released when CNCing carbon fiber, fibre glass and FR4 are much more easily released than machining wood. Exotic hardwoods - particularly those from equatorial zones - can be infected with nasty viruses; some woods can release nasty chemicals when machined too quickly.
Metals are generally not a problem for particles/dust. Neither are plastics - as long as one doesn’t cause them to smoke or burn when machining.
Modest to large CNC machines (larger than the Nomad) use a cyclone dust separator in front of a dust collector (vacuum generator) and either dump the remaining dust outside the building or pass it the air flow through a filter.
Solutions that filter at 5 microns are nearly worthless as our lungs reject that size and larger naturally (although one may cough). It’s the smaller stuff that is dangerous.
Fancy dust collectors for small instruments are available - Festool and Fein - but these are professional level solutions with the associated prices. They meet or exceed the strictest standards domestic and foreign. One can even get a mini cyclone for Festool. $$$.
One of the simplest solutions (and low cost) for a small machine like the Nomad involves a HEPA filter (this is what the masks of firefighters use) rated for 0.3 micron dust in a “shop vac”. Ideally, the enclosure of the Nomad should be under vacuum (negative pressure relative to outside the enclosure) to ensure no dust escape… but this is reaching for perfection.
Don’t reuse vacuum bags that contain CNC dust. Empty vacuums outside when possible. Replace filters on the published schedule.
3 Likes
Yeah, that’s why on the Operating Checklist we have:
Note: Be careful to recycle or safely dispose of milling debris and dust, keeping in mind flammability, (potential) spontaneous combustion, and chemical considerations. Even natural materials can have surprising implications for disposing of them, e.g., walnut wood dust is aleopathic (inhibits plant growth) and an irritant to the skin and breathing tract and potentially poisonous to some animals in addition to the typical spontaneous combustion hazard which sawdust poses.
Thanks Mbellon for the in depth info i will need to see if anyone has made there own. I have some ideas that may work.
I did some machining on some carbon fiber last night. The piece was 2"x4" and varied in thickness from 0.164" down to 0.111". The back was flat and the curved slope was only on one side, so I made a 2"x4"x0.110" box in Rhino and had my Nomad machine the sloped side down flat. I used the #102 0.125" square bit at a feedrate of 30 in with 0.08 stepover (0.06 for the finish pass) and 0.02 depth per pass and it worked well.
With the newly flattened carbon fiber, I made a custom dogtag. I went pretty conservative on my feed rates since I know carbon fiber is hard on tooling. Even then, I had one brief stall using the #102 .125" square bit on the roughing pass and another brief stall with the #112 .063" square bit on the finish pass. Both motor stalls were so short that I didn’t even have time to hit pause before the motor spun up again and the piece finished out fine, with no marks showing where it stalled out. I’ve only done about 8 different projects on my Nomad (mostly wood, fiberboard, and G-10) and this is the first time I’ve had the motor stall.
Here’s what my settings were:
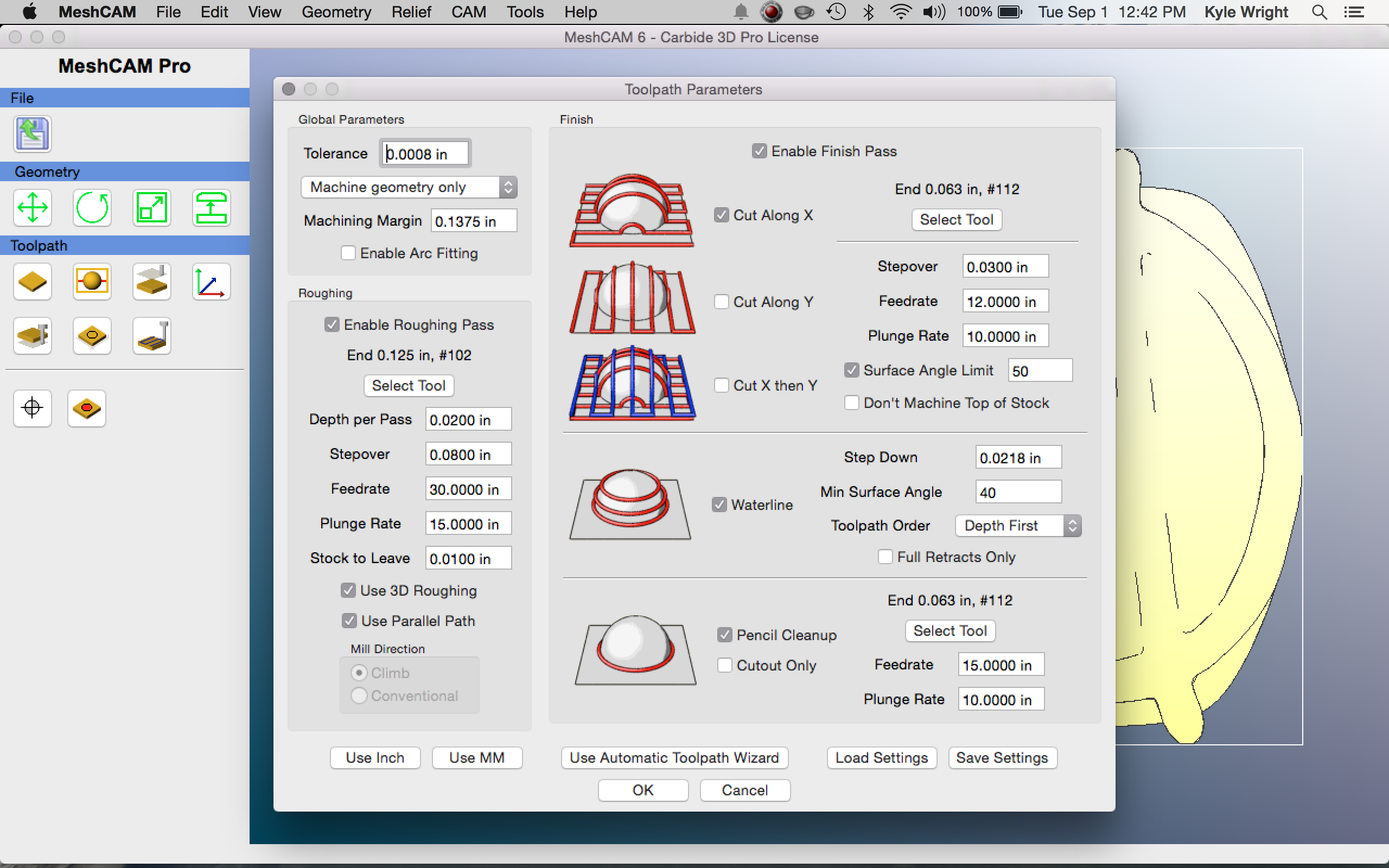
As I said, I’ve only done a few projects so far and am still in the very beginning of the learning stage, so my settings might not be the best.
1 Like
Thanks Jabba that’s a big help. How did you do with the G-10?
G-10 machined nice and easy. I used similar setting to the CF, though I could probably be more aggressive.
As always, proper air filtration is recommended, as you don’t want to get this junk in your lungs.