I’ll begin with the fact that I’m a newbie and may be making some rookie mistakes.
I was watching my toolpaths run as I had just created them for the first time with adjusted feeds and speeds and also a new bit that I had never used before.
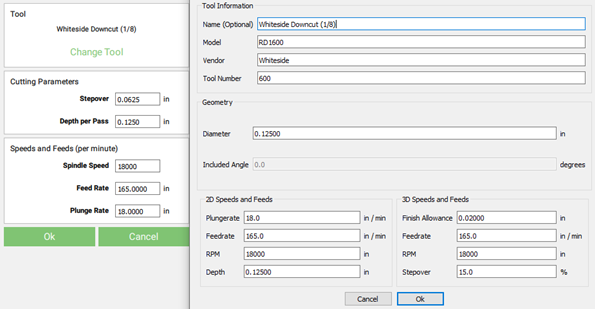
First, I was cutting down 0.1" with the Carbide3D #201 1/4 endmill and then I was following up with this Whiteside downcut 1/8" endmill for 0.05" to get a cleaner finish in the corners that the #201 couldn’t get to. For some reason when the 1/8" endmill does a turn transition, it seems like the router lifts up a little bit or something is happening because the cuts are not flat (see attached photos).
My XXL has been trammed and leveled as well so I don’t see that being the reason but IDK.
Does anyone know if I’m doing something wrong or what may be causing this?
165 ipm is INCREDIBLY fast. for a 1/8th bit I normally use 40 ipm
also how much did you check your machine mechanically?
Can you with the power to the electronics on, but the router off, try to wiggle the bit in the router? There shouldn’t be any play (unless you put on extreme force)
also if surface finish is your goal, reducing stepover is another good tunable (especially if your machine is not perfectly square)
oh one more thing: last time I had a disaster in this space, it turned out that my stock was warping right under my eyes, and parts of it got loose from the workholding (tape)… slightly moving stock while being cut leaves… interestingly frustrating marks
Looks to me like the high spots coming out of the corner are being caused by stiff dust boot bristles putting pressure on the work surface as they bend during the change of direction. Common with dust boots that are attached to the bottom of the router. Try running without the brushes in place to see if that fixes it. Ultimately, I would dial back the step over and cut the depth of cut in half if a nice surface finish is what you want.


{kind=link}