Pretty new to both F360 and Nomad 3 - some stuff is working better than others.
I’m having trouble with the ramp on a 2d Adaptive pocket/ slot. When I do a boring operation with a 102 2-flute 1/8" mill, 3ipm at 15krpm is great, as is 2ipm at 10krpm, 2 degree ramp angle.
When I switch to 2D adaptive, same spindle speed, same ramp angle, it REALLY bogs down on entry (like, my lights flicker) then is fine once it hits the pocketing operation.
Can anyone tell me what I’m doing wrong?
6061 T6
10krpm spindle speed
10kprm ramp spindle speed
20ipm cutting feedrate
.001 feed/tooth
14ipm lead in feedrate
17ipm lead out feedrate
20ipm transition feedrate
2in/min ramp feedrate
4 in/min plunge feedrate
.0004 plunge feed/rev
.012 max roughing stepdown
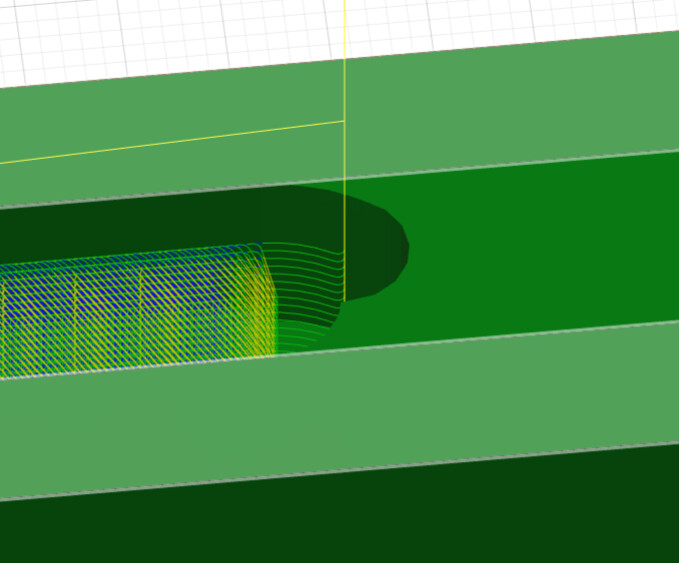
Ramp:
Helix, 2 degrees, 1 degree taper, helical ramp diameter .11875 in, minimum ramp diameter .0625 in.
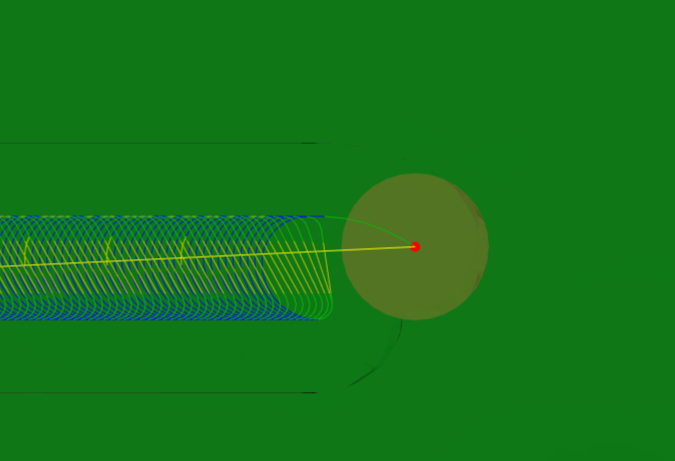
What ramp diameter are you actually getting in the toolpath?
When the machine traces a small diameter bore or helix the effective speed of the outside of the cutter can be quite a lot higher (as some nice folks pointed out to me here I think this bit might be blunt - #4 by KevinCarr1996 )
So it’s possible that you’re cutting quite a bit harder than the feed speeds suggest.
Ramp is just a long, slow arc (relatively, anyways) and doesn’t even have much of a helix to it, going in to a .15" wide slot with a .125" endmill.
Might need to feature in some giant pilot bore so it can start at depth or something? Fusion is having trouble recognizing individual features (imported from Inventor) and is being weird about floor depths. I certainly need more time with the program, but I can’t understand this particular ramp in, either.
In general, don’t worry about chipload. Particularly with small endmills (1/8" or smaller) it’s just a rule of thumb. You’ll kill more cutters running outside the Nomad 3’s torque sweet spot (and causing chatter, bogging, or stalling) than by having a slightly smaller chipload.
HOWEVER, with Adaptive toolpaths, you can actually get larger effective chiploads, by using high feedrate, small stepovers (optimal load) and testing out different depths of cut to see what the machine is happy with.
For this project, I was running:
102-Z Endmill
24k RPM,
84 IPM
0.01" optimal load
0.04" depth of cut
Lead-in/out were about 40% of feedrate
1.7 degree helix angle w/ 4 degree taper.