I noticed you declared a #102 square endmill for the finish pass in CC, is this what you are actually using?
Finish passes on 3D curves like that are better done with a ballnose endmill (for example #101), or even better a tapered endmill like this one:
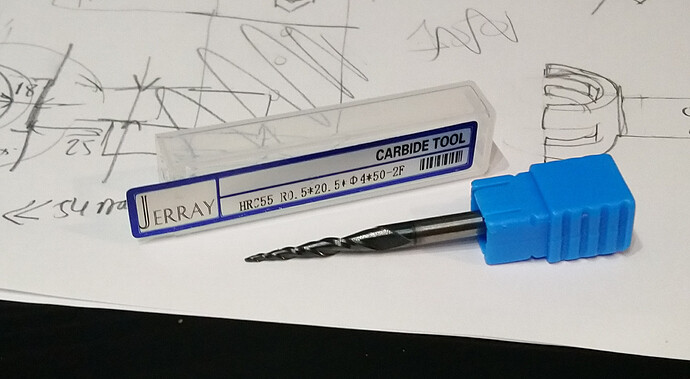
The advantage of those tapered endmills is that they are sturdier than a straight ballnose endmill, so you can run the finish pass much faster.
If this does not help, you could reduce the stepover further (0.8mm is still a relatively “large” value if you want fine details)
You could also add a second 3D finish toolpath but oriented vertically (angle parameter set to 90°). Running both the horizontal and then vertical finish passes sometimes provide a smoother look (only if you use a very small stepover too)
Of course all of this amounts to more cutting time, it’s a compromise.
For your case I would:
- get a tapered endmill
- run the finish pass faster and at a lower stepover
A combination of these tips got me this example I like (two finish passes at 0 and 90°, 0.2mm stepover):

(full story here)