Is it possible to remove too much stock using the rough pass, to a point where the finishing pass would just be cutting air? So in other words, if you cut too deep with the rough, the finishing pass would not have as much fine details when done because the rough cut either too much depth or step over. I have to run a job in silver so I am trying to limit the finish pass time as much as possible because they will be 1mm and 0.5mm ball bits… For the ‘stock to leave’, I have it set now to 0.1mm but I am wondering if that is too low
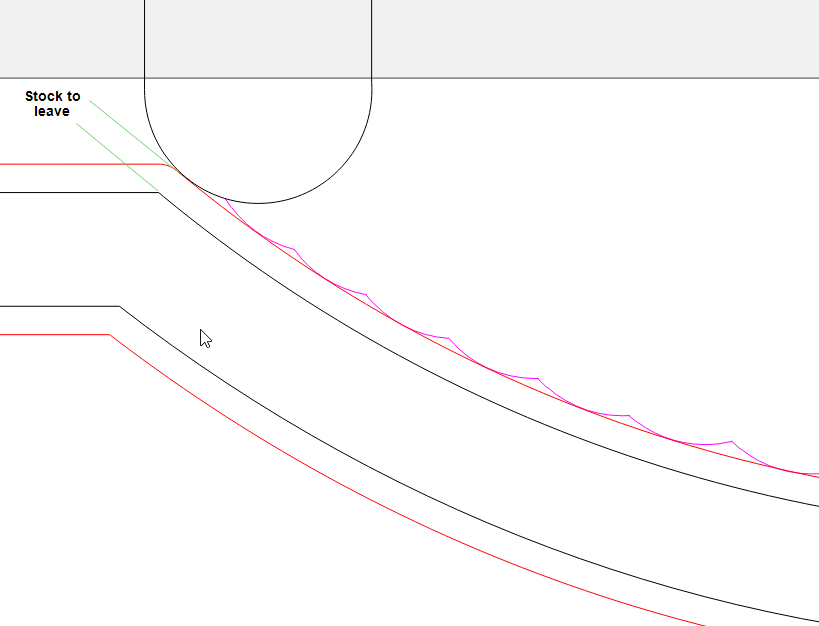
The rough cut should leave AT LEAST “Stock to leave”. Scallops from a ball mill should only add to that remaining thickness. Smaller stepover would mean shorter scallops.
With wood you have to be concerned with tear out from the rough tool, and if you’re really close compression from the center of the ball mill. Ball mills don’t cut so good in the center.
CC won’t let you enter less than 0 for the rough cut, so theoretically you can’t take too much.
However, with deflection & inconsistency in the machine you do want to leave ‘some’ stock to remove with the finish tool. I think roughing silver to 0.1mm (0.004") with a 1mm cutter sounds reasonable.
I suspect you will use a 0.2 - 0.3mm stepover with the 1mm roughing tool, and 0.1mm or smaller with the 0.5mm tool. Hope it’s a pretty small workpiece
I know… painfully slow. Using a ball bit however I am hoping to get at least 3X the speed as I can with a flat bit. If I remember right the last jobs I did were with 1mm flat, I think I was at around 25 plunge and 50 for the speed… then of course going deep enough for inlay, at least .07mm, cutting 0.01 to 0.05 per pass.
anything faster the 1mm flat would break