Hi, I am a beginner in this Carbide Create Pro and using it for my DIY CNC that runs on GRBL.
I am trying use the 3d roughing and 3d finish feature to make a 3d carving. Long story short I set everything up and save the G-Code, and then run the CNC machine. The router will following the path but it digs too deep, aggressively, on Z axis. It ended up ruinned the stock and the milling bit got stuck because it went too deep. I already set up the depth pass to .4mm on the tools setup.
Anyone knows the solution ? Or encounter similiar problem?
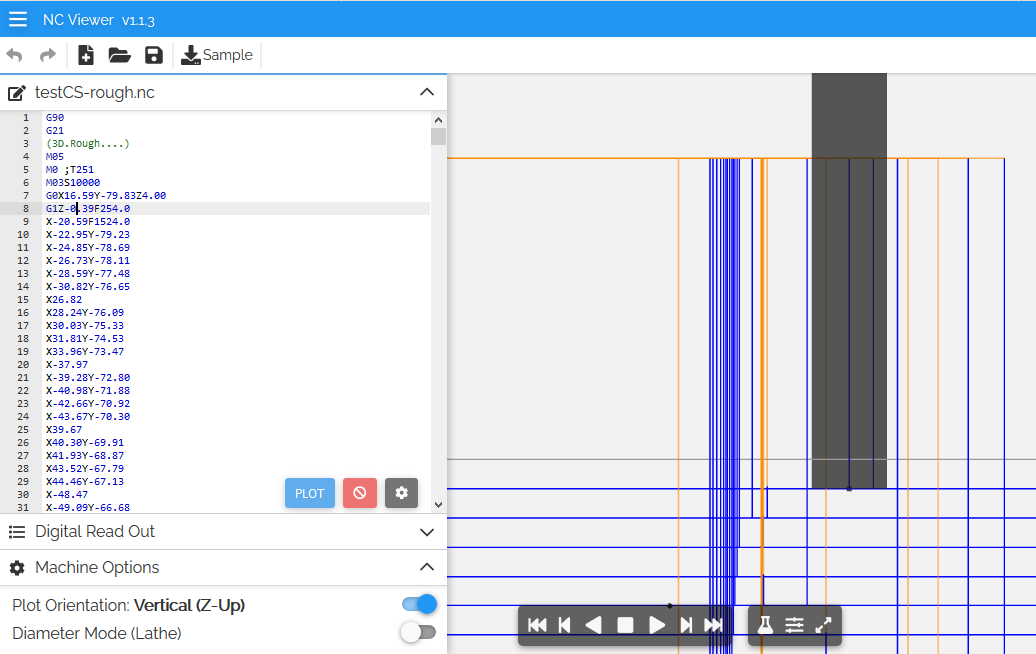
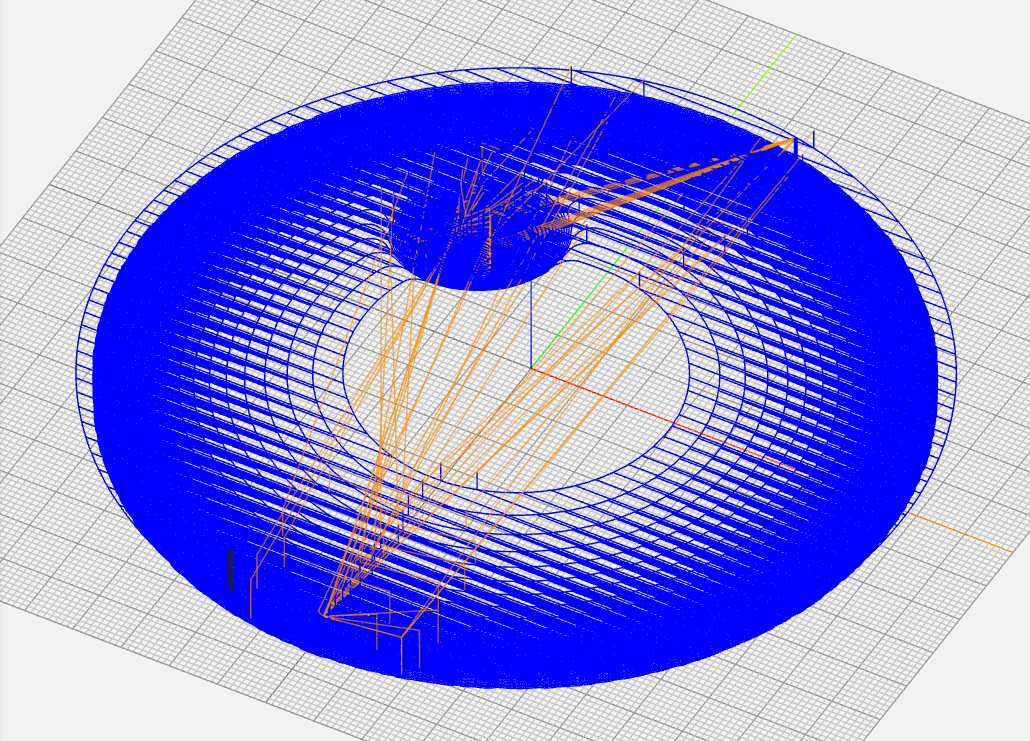
Can you post the generated G-code file for a check? or did you preview it yourself maybe ? what is the Z stepdown from one pass to the next as seen in the G-code file itself ?
If the G-code shows the expected stepdown (0.4mm) but the machine digs deeper than expected, this is probably either a problem in the zeroing procedure, or the setup of the number of steps per mm on Z in GRBL ($102 parameter for your machine, but I suppose you have done other cuts that work fine regarding Z depth?)
Ok, another problem occured !!!
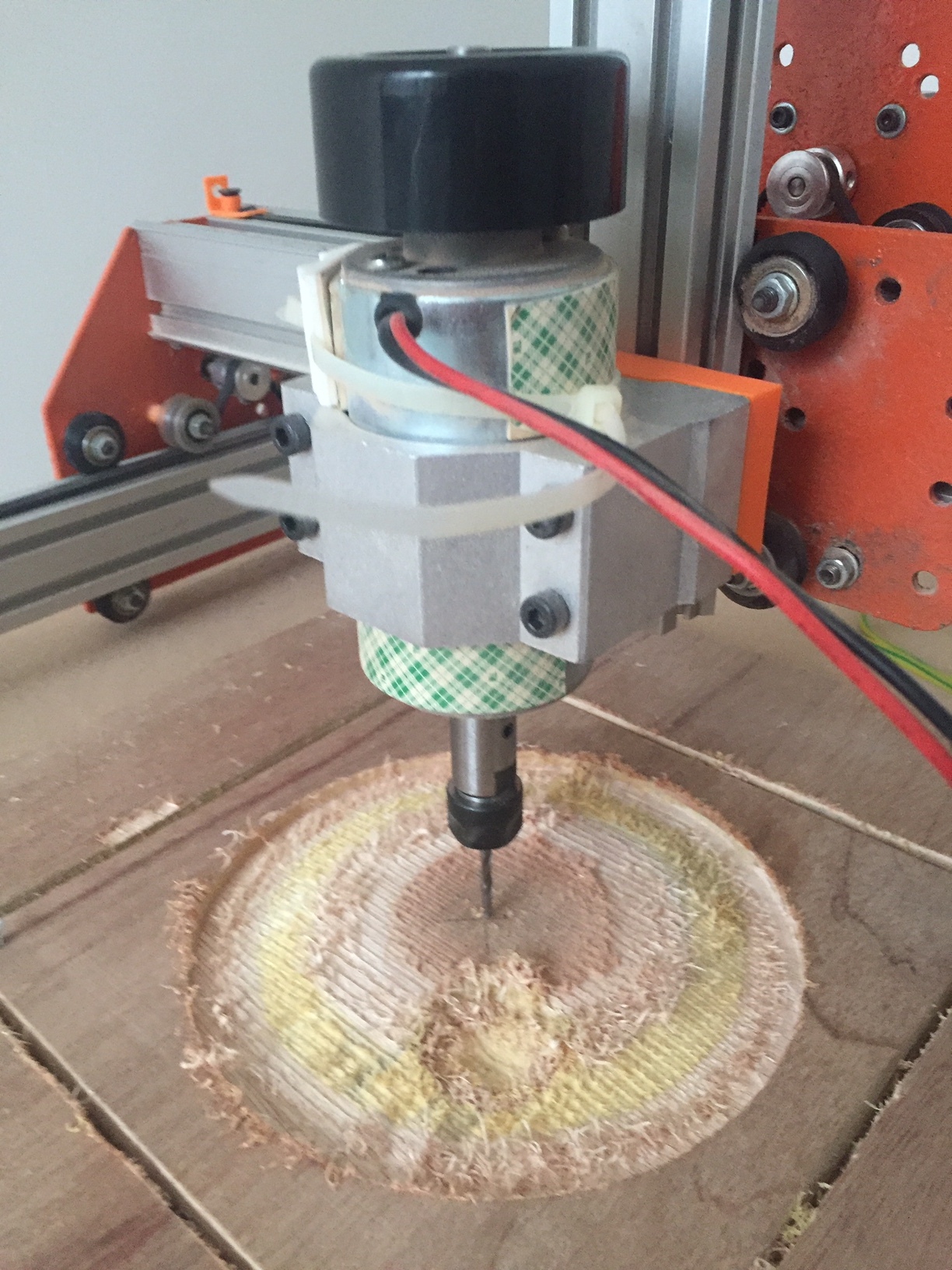
It works fine on the first passed, but on the second pass the xy location is shifting to the side as you could see the marking on the picture…
so it could be something mechanical, or a mishap in the communication between your machine and computer. Did you get any GRBL errors? (in the console of whichever G-code sender you are using ?)
Glad to hear you got it to work! Thanks for reporting.
Just so you know, you could create multiple finishing passes, typically one at 0° and one at 90° angle, with a small stepover, should you wish to get a very smooth finish / reduce toolmarks. using a tapered endmill also helps the finishing quality.