I have a 350mm x 350mm x 9.5mm piece of Mic6 that is a bit of a bowl. The center has a low spot of around 0.3mm.
I have an HDZ, a dual dial indicator and a single and a 4 flute 1/4" zrn endmill.
Is it a reasonable expectation that I could do a facing operation with either of those endmills to take off about 0.3mm to even it out? I’m thinking coming in from the sides, so no plunging into it directly. I’d be using Fusion 360 for the facing, coming in from one side only (not back and forth).
If this isn’t totally unreasonable, what speeds/feeds would you recommend. The hard part is going to be chipload. As the bit moves towards the center, it wouldn’t have as much material to cut.
I don’t have to cut exactly 0.3mm. I can take off up to 0.5mm if needed.
I’d love to just take it to a shop locally to and have them do it, but I doubt I can afford what they’d want. (Dallas/Ft Worth area)
It’s a perfectly reasonable expectation since facing is very common operation.
I would shoot for the usual 0.001" chipload, so at 18.000RPM that would be 18ipm with the single flute, and 72ipm with the 4 flute. I usually go single flute always but for a facing operation with no chip evacuation issue, the 4 flute will work just fine.
It doesn’t really matter that the depth of cut will vary between the sides and the middle, at such shallow depths. You should be able to shave off 0.3mm in one go, but if you want to play it safe you may want to set the facing op in Fusion360 to do two passes at 0.15mm per pass.
Is the other side of the stock perfectly flat? If it’s uneven too the real challenge may be the workholding. If it’s reasonable flat, good old tape and glue will do.
I’d recommend the 4-flute for this, mostly because facing with so little material to take off is about the only thing I want to use it for; the narrow flutes clog up very quickly in most other cases. Besides, it’s a lot faster for this job. Regarding your the hard part… Chip load is not related to axial engagement (depth), so no problem here.
If the lower side is not flat, that is, your plate is bent, mill a 1 mm pocket 250x250 mm into a piece of MDF or similar, place the plate on it with the “bowl belly” in the pocket. Glue using tape-and-superglue all around the edges; the deformation over the 50 mm near the edge is probably small enough.
Facing operation usually means between 50% and 100% stepover, but of course there’s no requirement to go that far. Less stepover means less pronounced ridges/vallyes in case your tramming is not perfect.
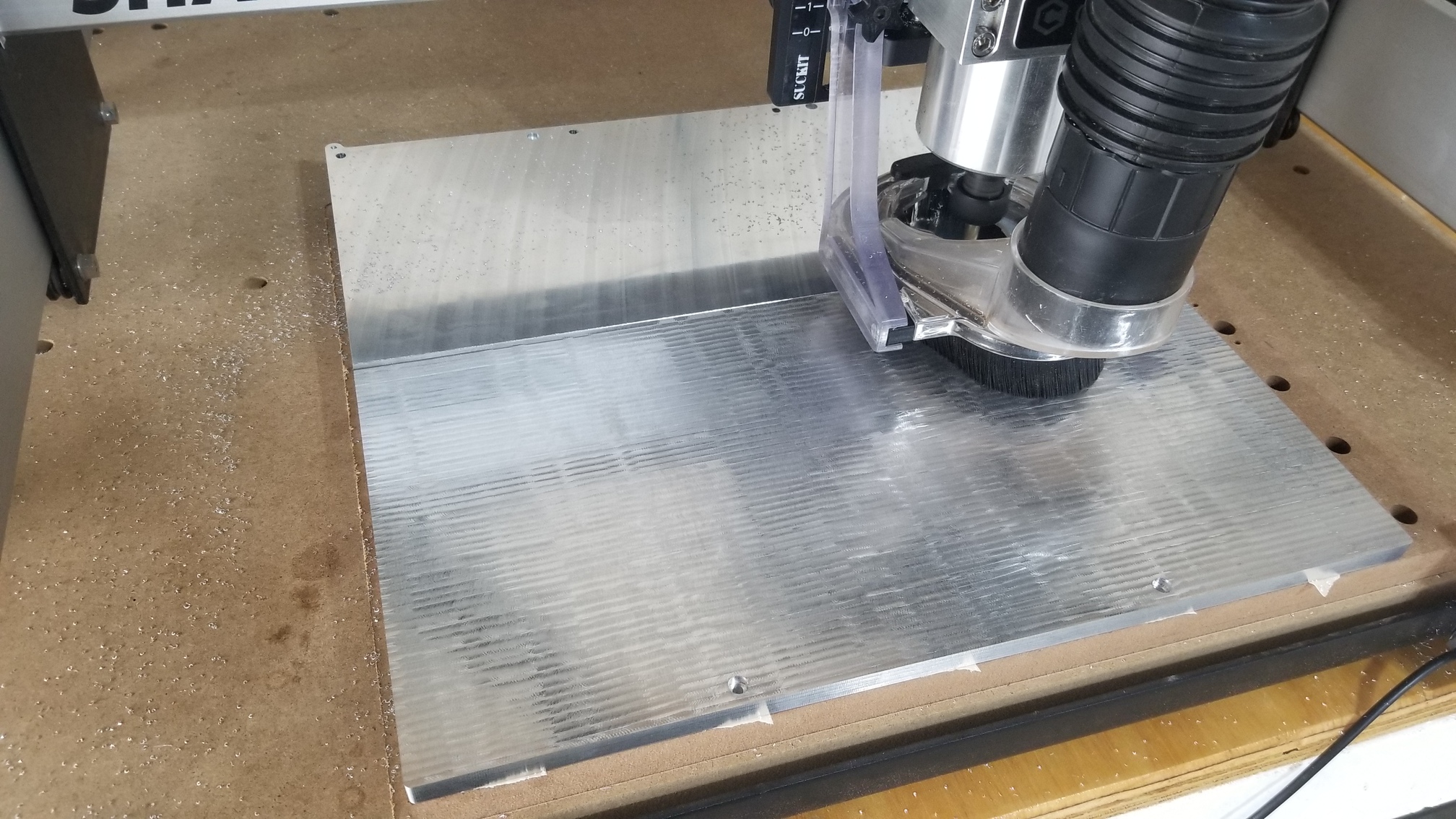
Seems to be going well. I did a 50% step over. I started before I saw the replies.
Feed rate is adjusted according.
While I can feel the ridges with a fingernail, with a fingertip, I cannot. I expected that. Tramming along the Y axis, or is that X, is difficult since there is no easy way other than loosening the X and pivot. I knew going in that wouldn’t be perfect.
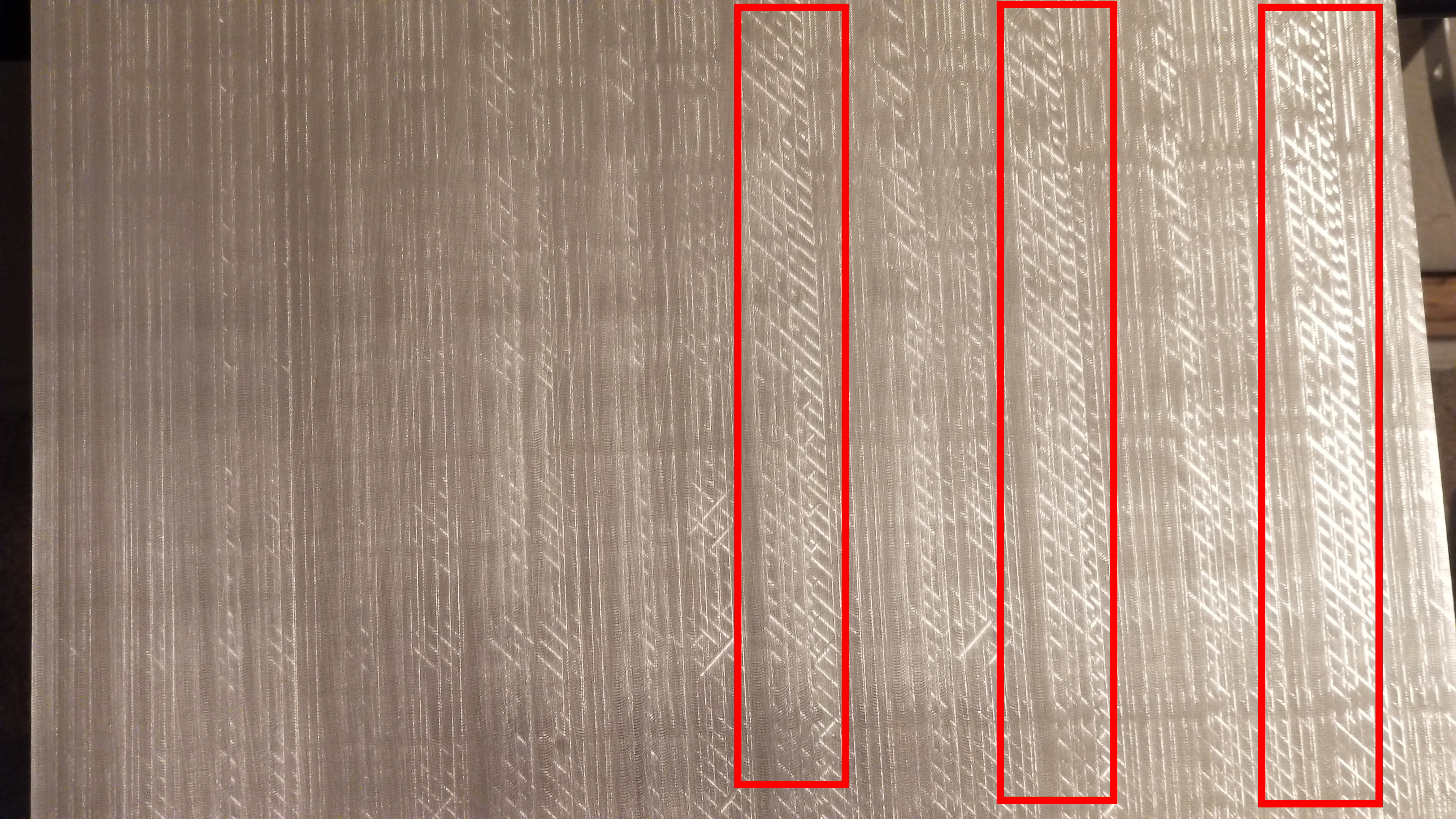
Going to hijack my thread and ask, what are these lines. Look past the tool marks and notice there is some “grain” in this ATP-5 plate. It always seems when the endmill goes over it, it catches and cuts a little.
I tried facing 0 degress, 45 degrees, -45 degress, even 90 degress (as evident by the light markings) and no matter what there seems to be these grains that run one way thru the plate and it has these “humps” that I can feel when running my finger over them.