1 - Toolcrib in Fusion Corrupted
2 - Toolcrip in Gwizard corrupted
3 - Network Router failed
4 - new pc fell of shelf because i was careless
5 - spindle, and table had some sort of gunk on it from a fine that came through the roof of workshop
6 - RPM tool broken so could not check RPM on spindle
7 - Broke screw in table insert
And at this point i was in such a good mood i decided to give in and go and look at old machine for speeds, i had the touch of death today!!
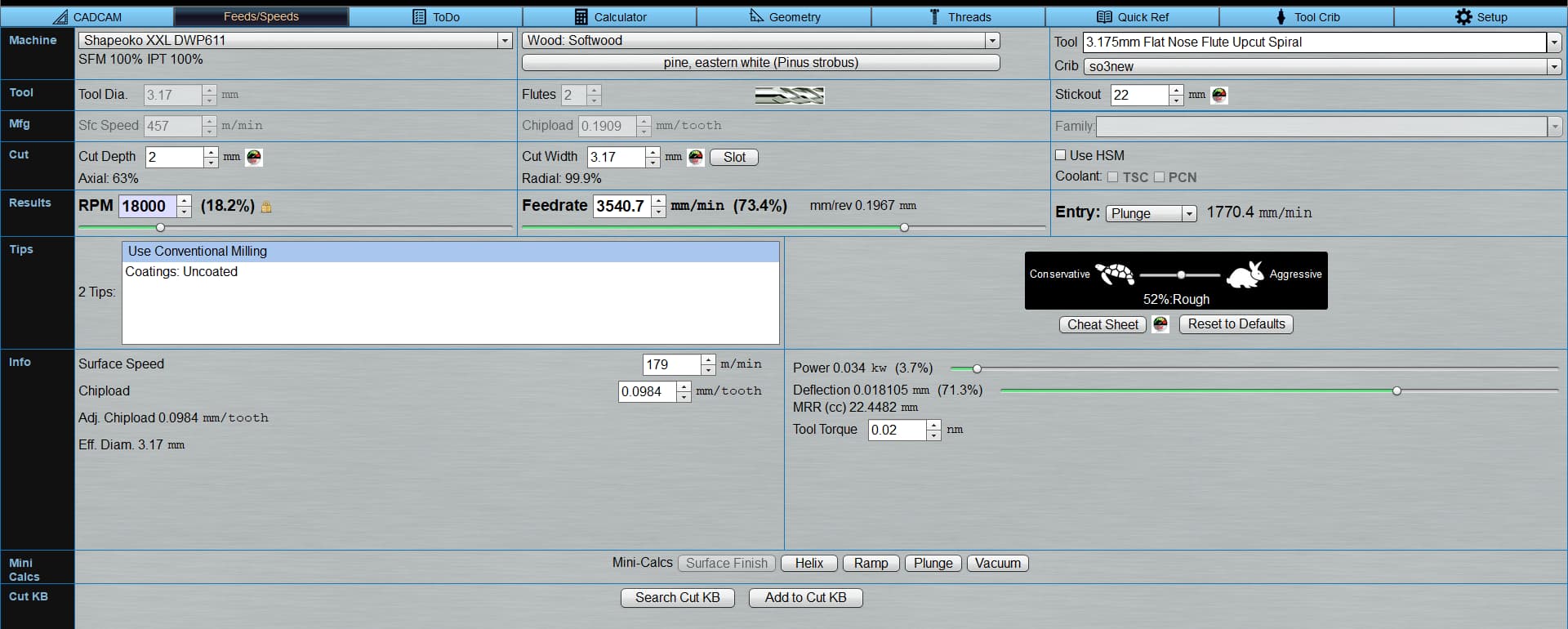
Here is the thing, i think i am (and have been) running too slow on my cuts, so was going to be brave and turn it up a notch, i am doing a pocket cut simple text nothing special looking to do a DOC 2 mm on a 3.17 upcut endmil 18k rpm with a 40% stepover - and G wizard was saying:
This seems very fast to me, so just looking for you calming people to give me the “oh sherpa you can go faster than that” or “err slow down kid no running in class”!!
137ipm on a 2-flute (I assume?) at 18k is a 0.004" chipload, which is about twice what I would start with on a 1/8" endmill. 80 ipm or so sounds more reasonable, and then use feedrate override to figure out if 140ipm is doable or not.
If you ever figure out the turtle/hare slider, let me know, for the life of me I couldn’t make sense of the gigormous difference in feedrate between the two extreme positions. I have a hunch it’s not very well suited to a Shapeoko, but it could also be just me being dumb. Either way, I haven’t used GWizard for a couple of years now…
Thanks Julien - yeah the slider is beyond my comprehension lol, yeah 2 flute too, i will get the machine up and running and start to get back into F&S been so long feels like starting over, also have you got a link / sign post to the F&S spreadsheet that you use please cant remember what it is called and searching brings back too many results