I am a new-ish user of a 5 Pro with the C3D spindle. I was cutting some 3/4" thick pine board with a 1/4" endmill (#201) last night and there was a fair amount of howling as the cutter went through the material. Naturally, I adjusted the feed and the cut was fine in the end. It did get me thinking about Will’s standard response to people running into the limits of the machine: avoid slotting by creating an offset pass that makes the cut width 1.1x or more of your endmill’s diameter. If I were to do this, there still is going to be one pass each trip around the object that I’m cutting out that is a slot. The offset pass will then be easier because you’re only engaging one side of the end mill. I guess it’s helped a little by better chip evacuation in the slightly wider channel, but short of an adaptive toolpath at the wider width, I fail to see much advantage in “avoiding slotting”. Am I missing something?
I have changed my cut as Will has said to pocketing. So yes you will have the bit take a path with full engagement. If you follow the guides, you are only going 1/2 the diameter per pass. I don’t know what your depth or speeds were.
Material type can cause it to bog down also.
Good Luck
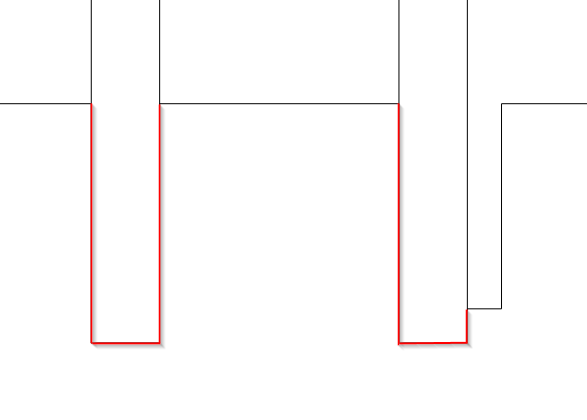
Does this help? It’s the ‘pinching’ above the cut level that gets reduced.
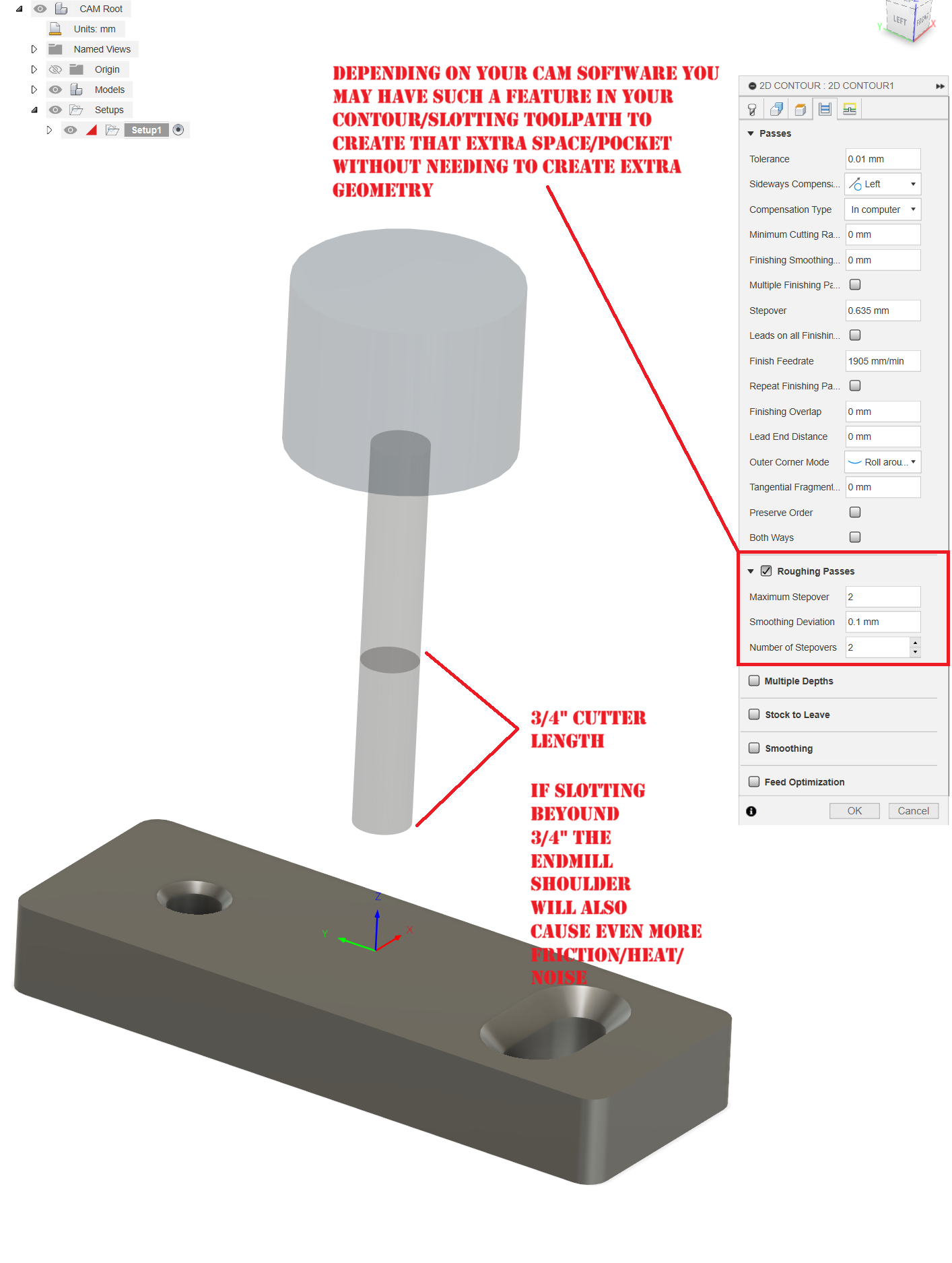
Just to add to what has been said what you’ve experienced will also get worse if your stock that you are slotting into is thicker then the cutter length of your endmill as at a certain point it’ll rub against the endmills shoulder rather then the flutes/cutting edge. Depending on your CAM software you may be able to include a stepover during the roughing passes without having to create extra geometry to outline a pocket. Example in the picture is for Fusion 360 users.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.