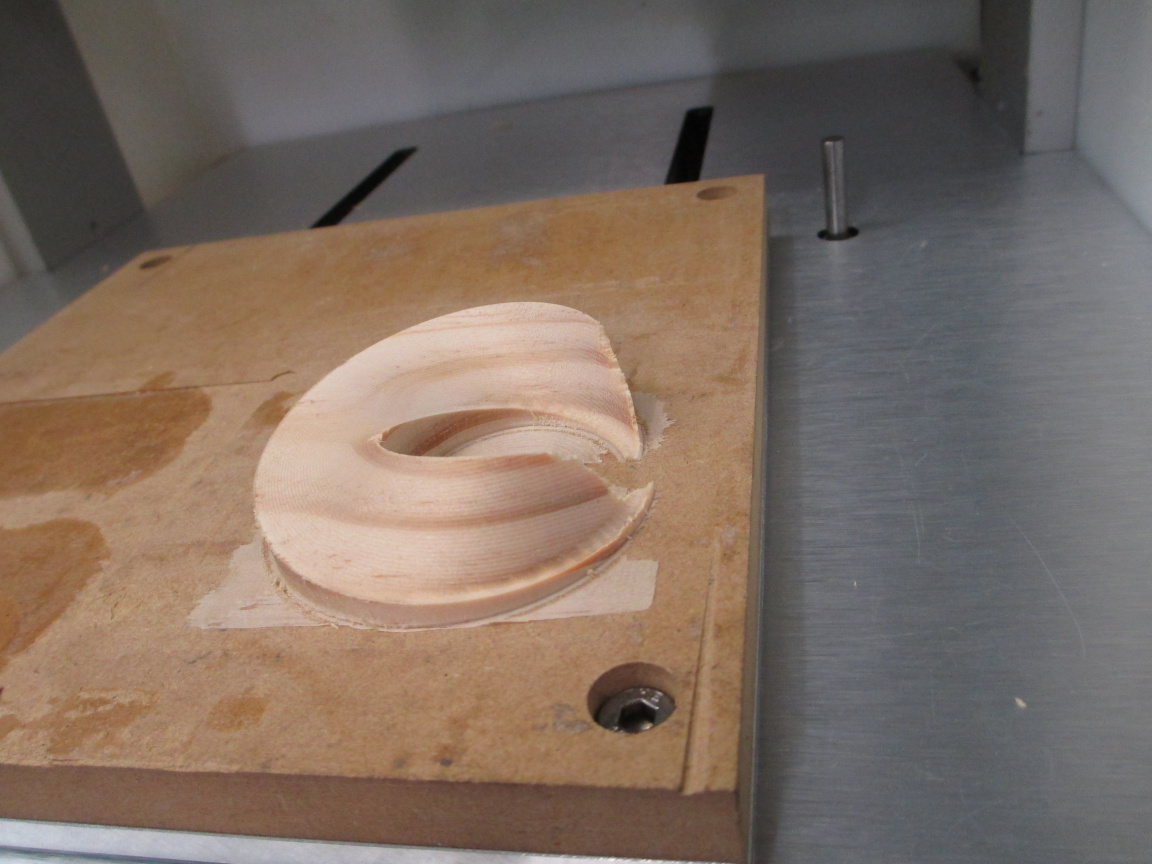
Machining the fixture. The wood is from the scrap bucket.
and mounting the part:
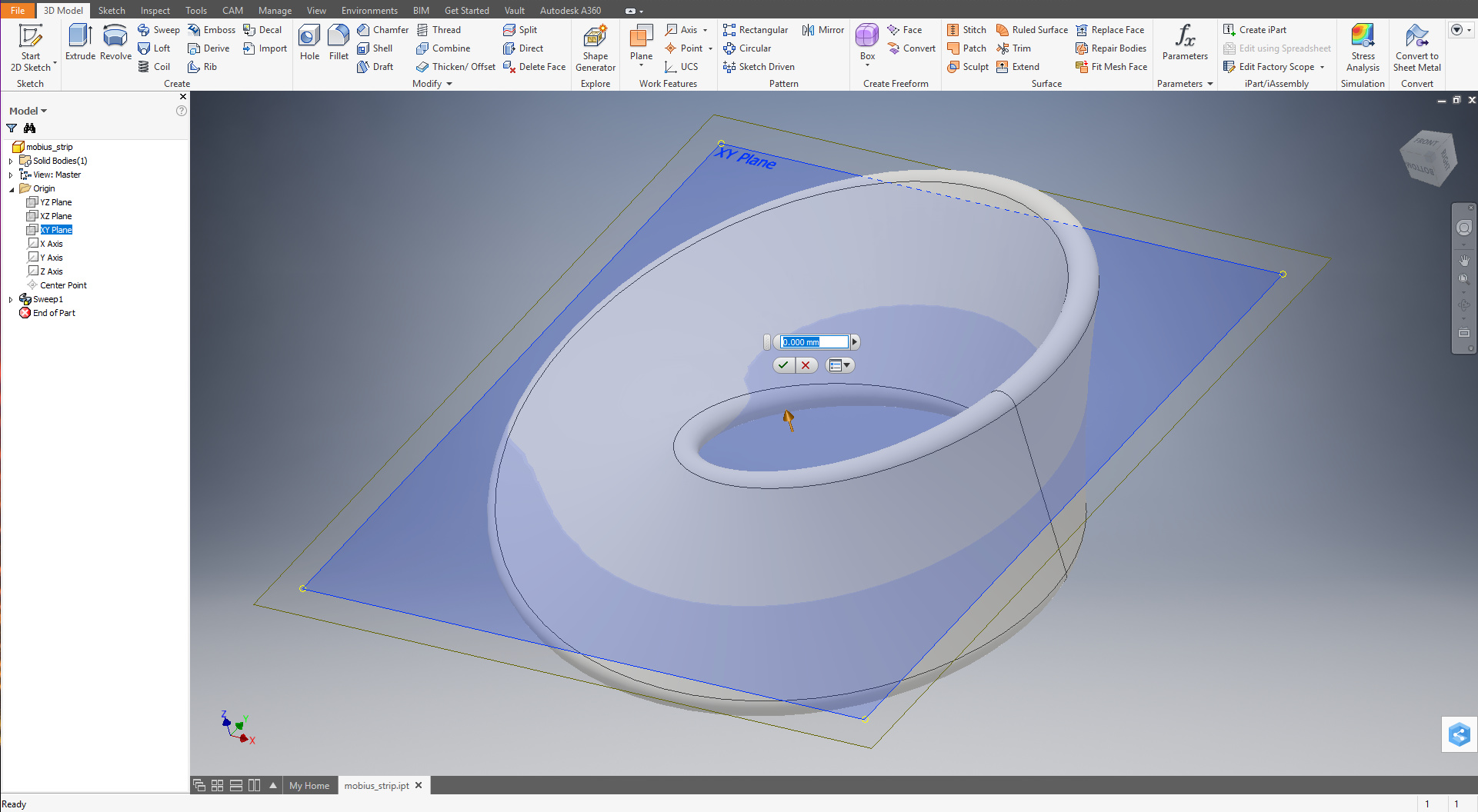
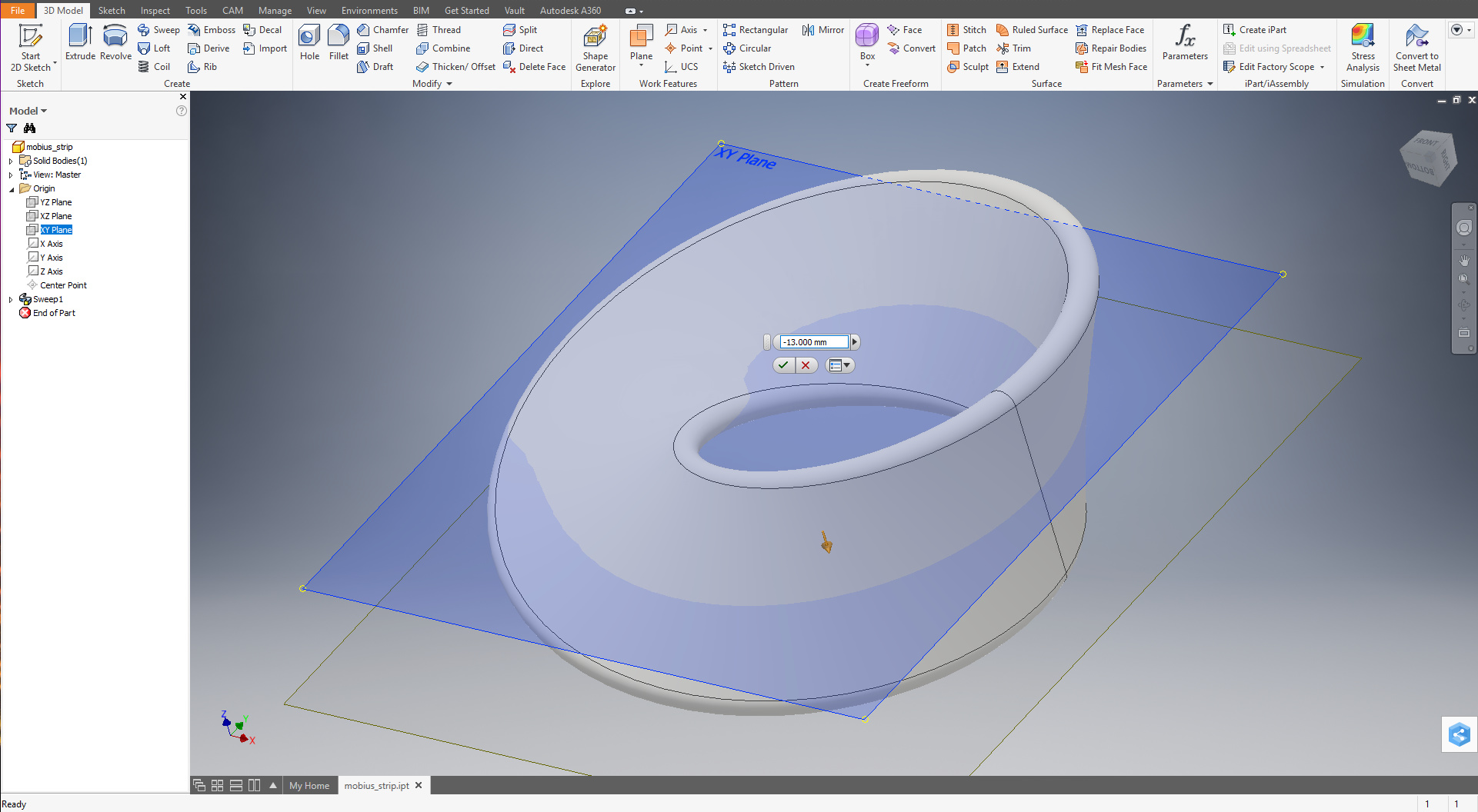
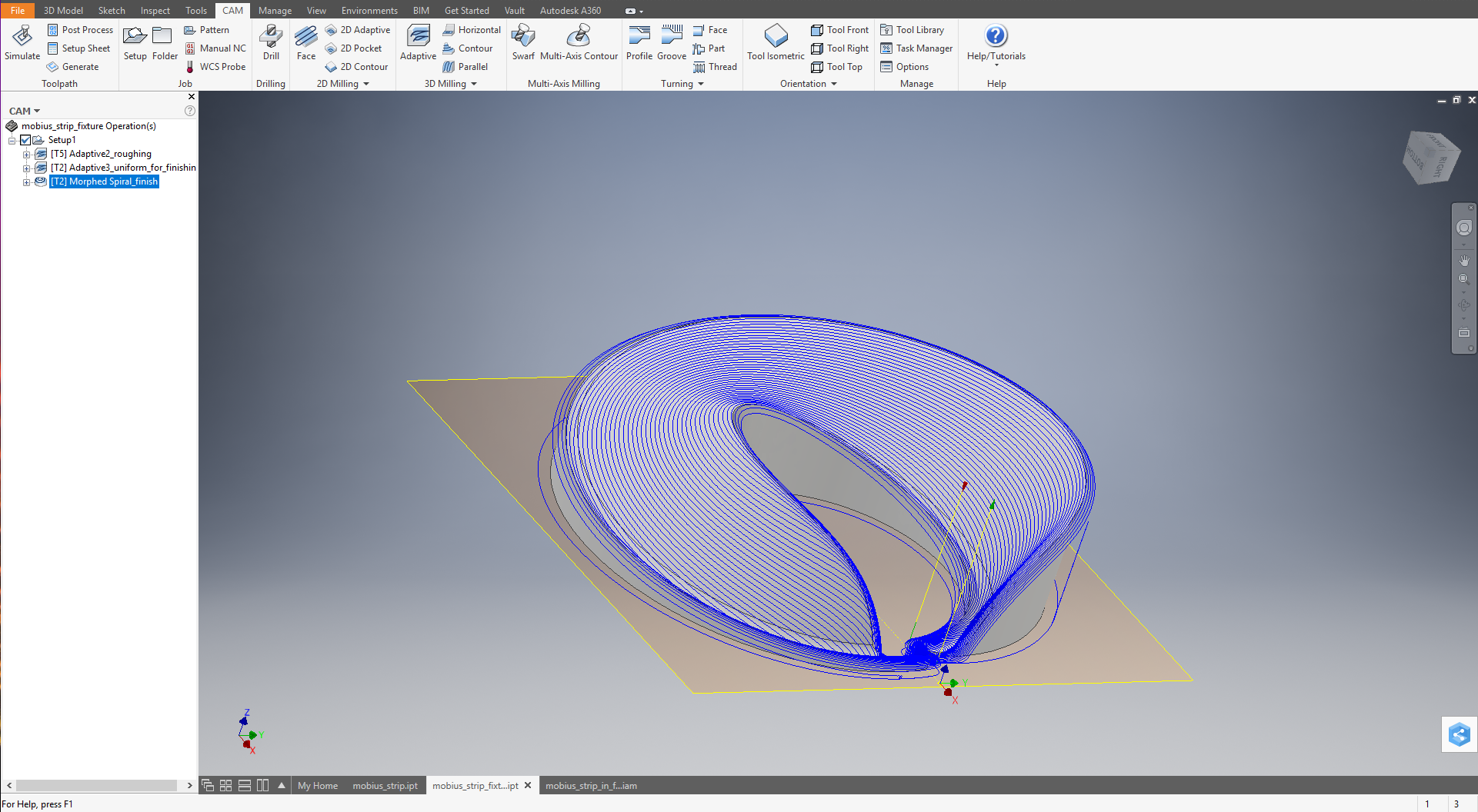
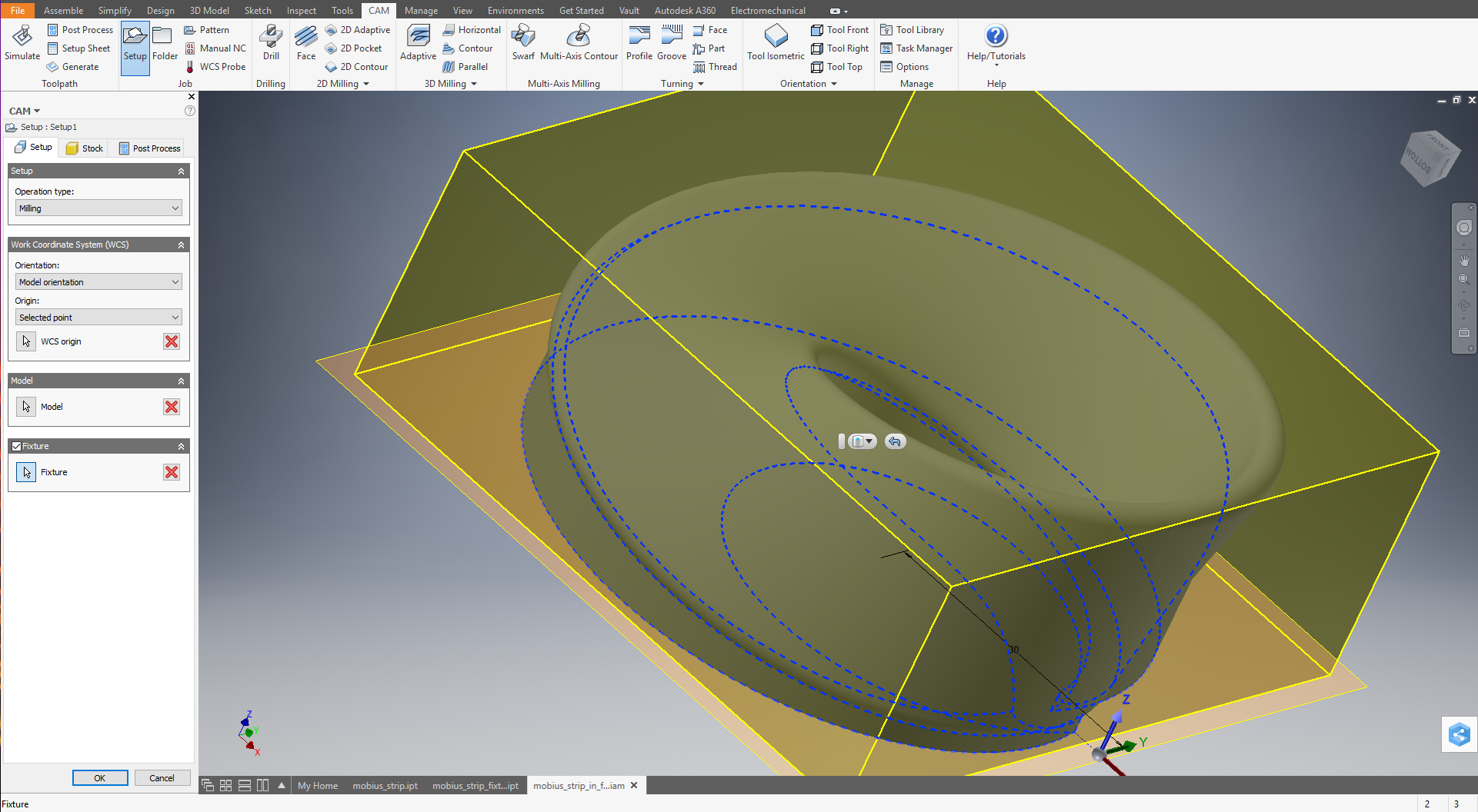
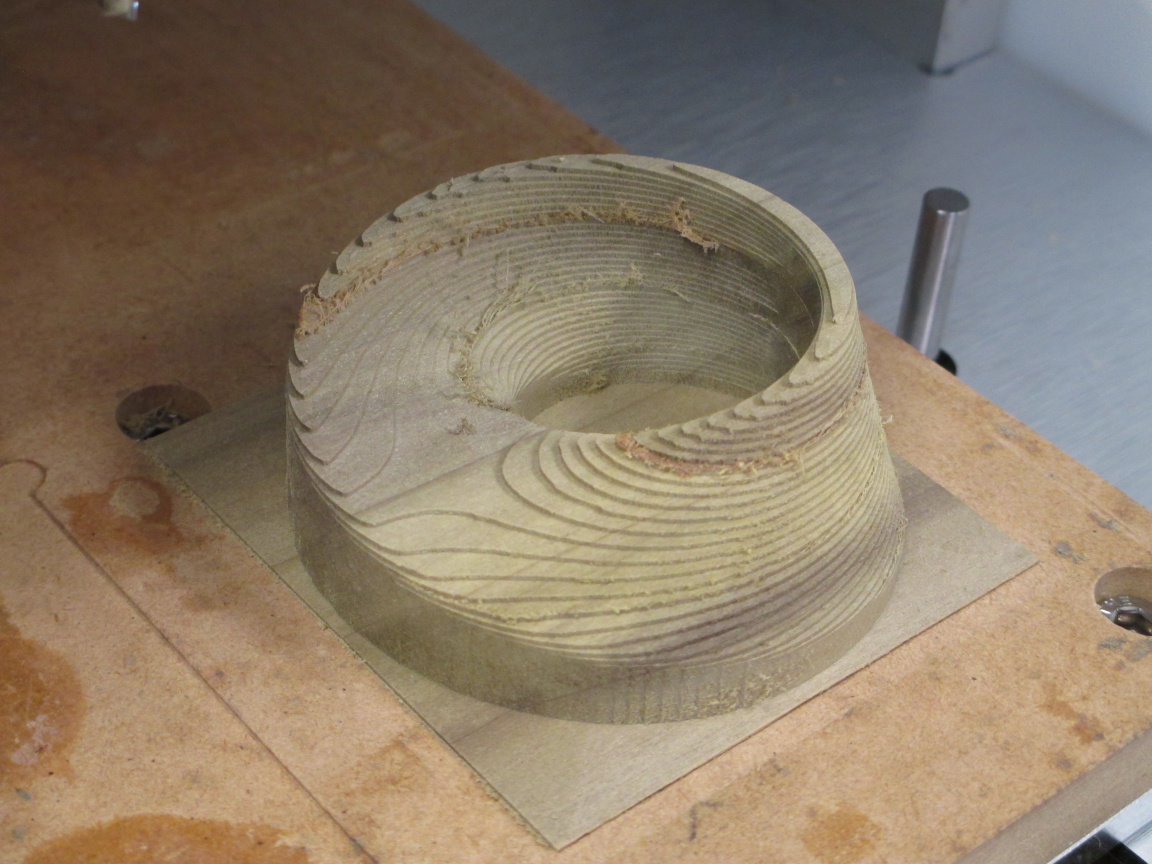
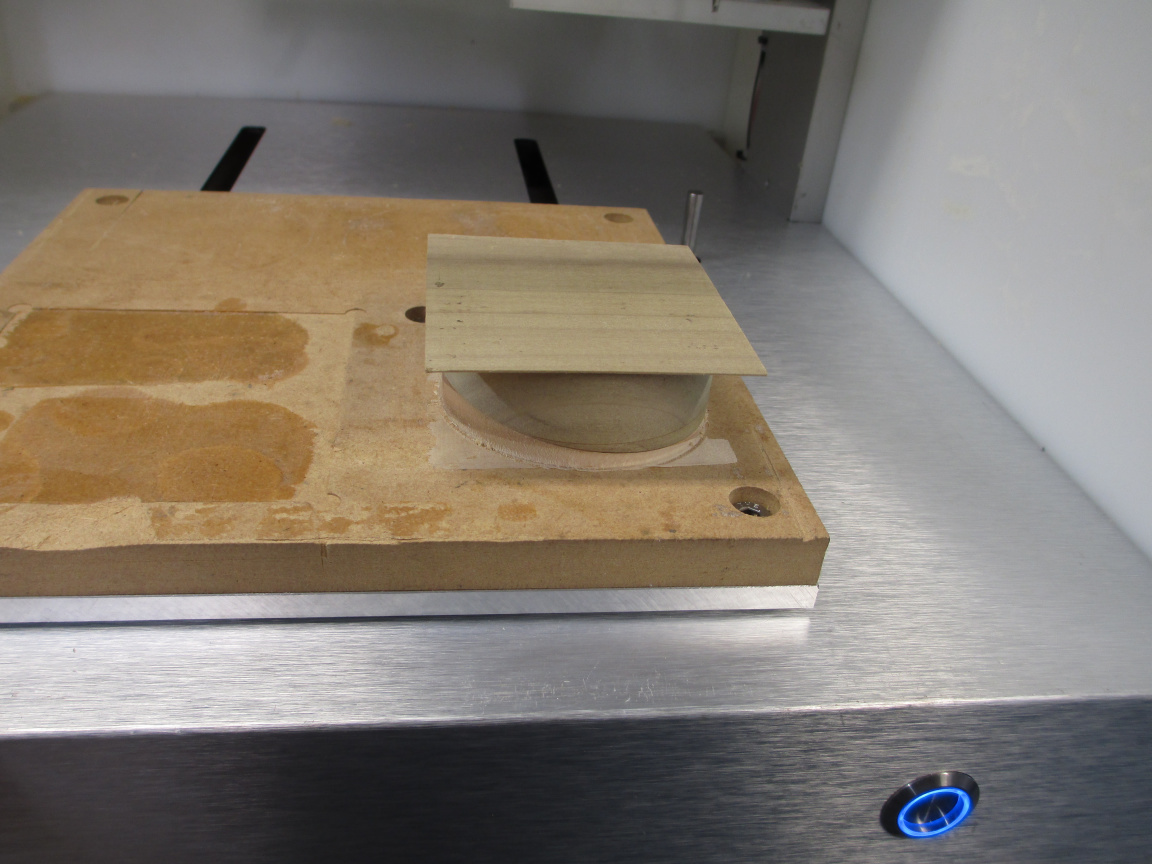
This is where the residual bas came in. I mounted the rough stock, then sized it. Then machined the form without moving it. This left the edges of the stock lined with the axes of the machine, and the axes of the model.
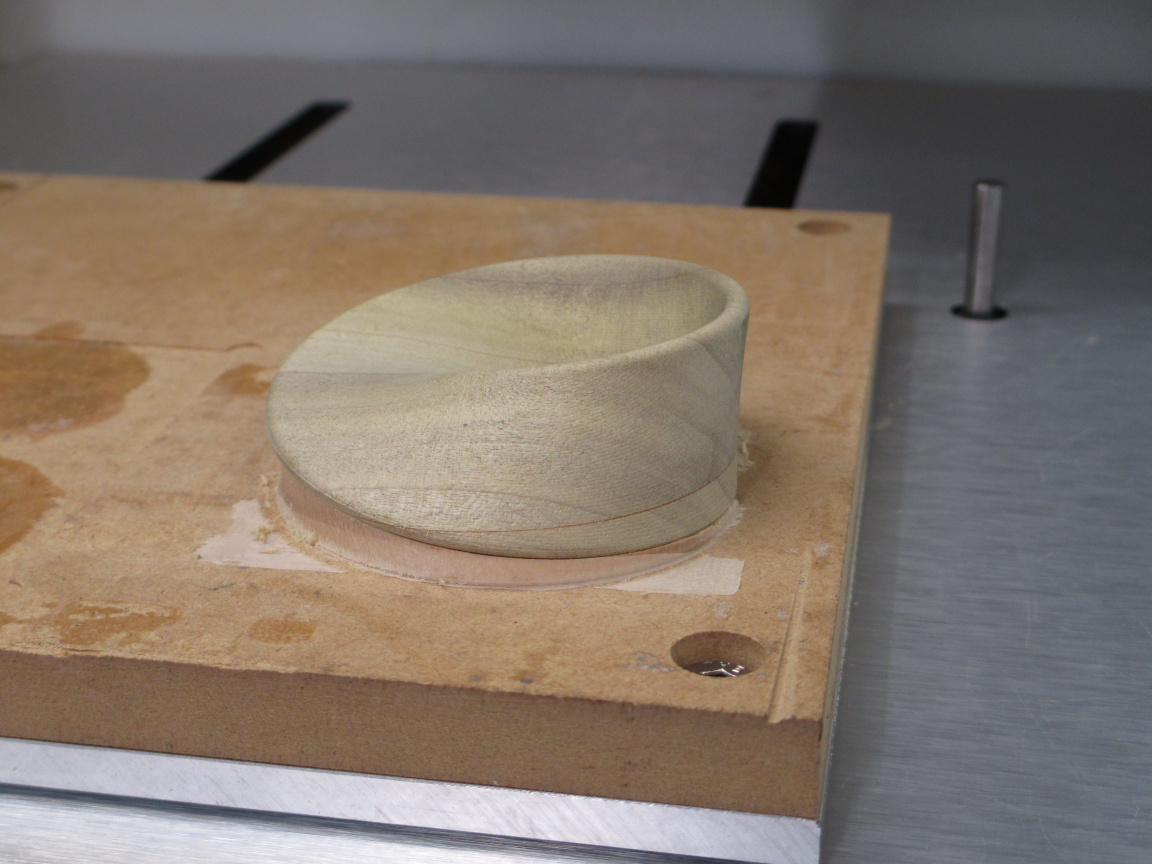
To mount it here, I used several small pieces of the 467MP, making about 1000mm^2. This is not a lot of area. To get the most out of it, ALL of the adhesive nees to be in good contact. Just dropping the fixture and wiggling it a little lets it find its home (the ‘hook’ at the bottom where the radius of the edge seats insures this… it is positively located for all degrees of freedom), but once the adhesive is there, adjustment is not possible.
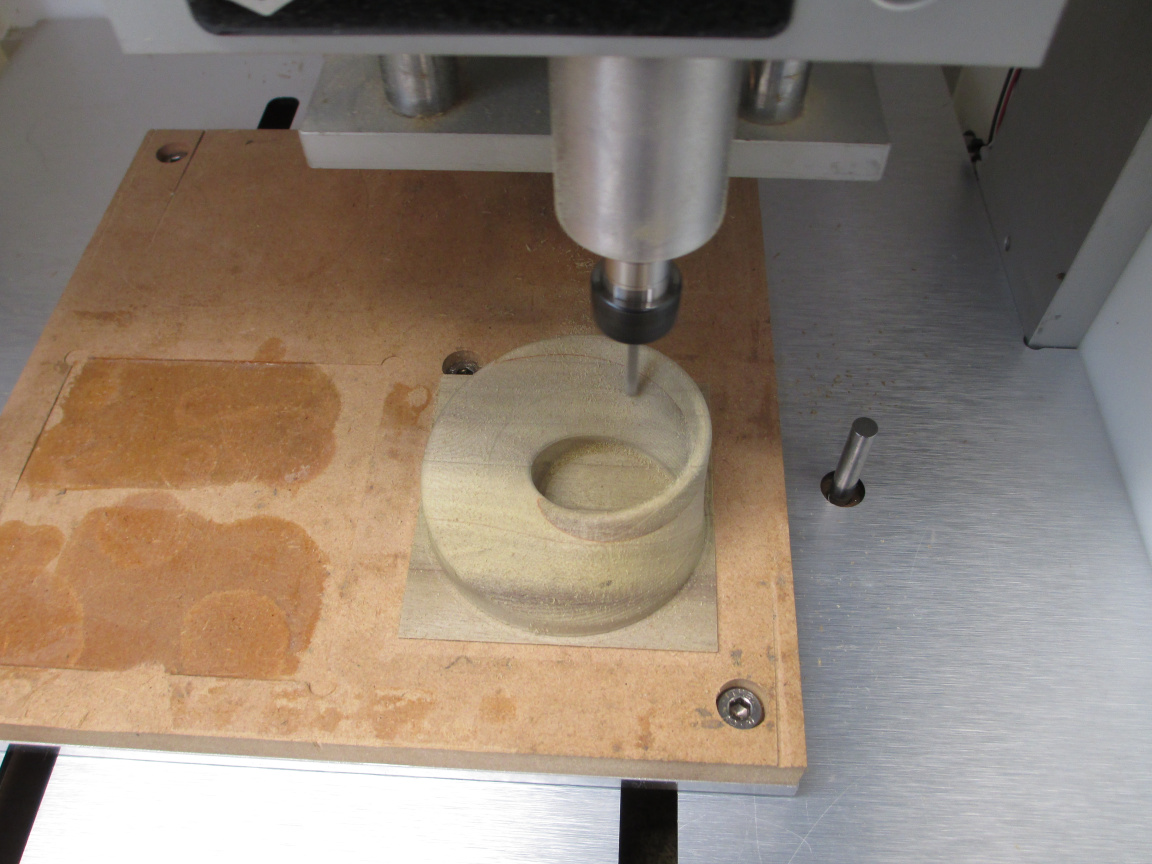
I rehearsed the placement several timed, applied the adhesive, and set the part. Then, with a gauge pin in the collet, a scanned the spindle along the edge of the original material (I could have used an indicator in this case, but this was easier) and felt for constant clearance with a 0.5mm feeler. If not properly mounted, the clearance would change. It was constant to within 0.03mm both in x and in y travel, so I presumed a good mount.
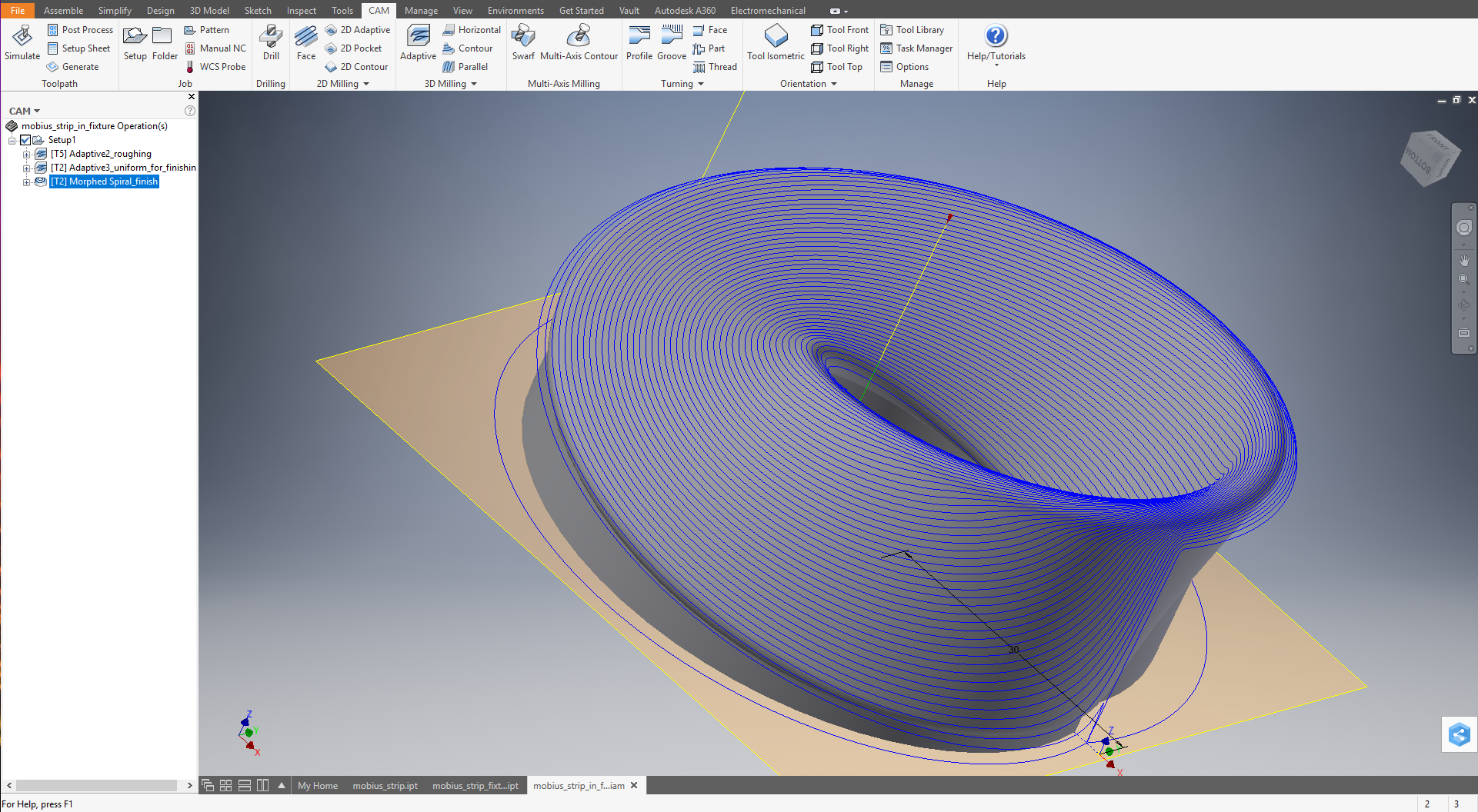
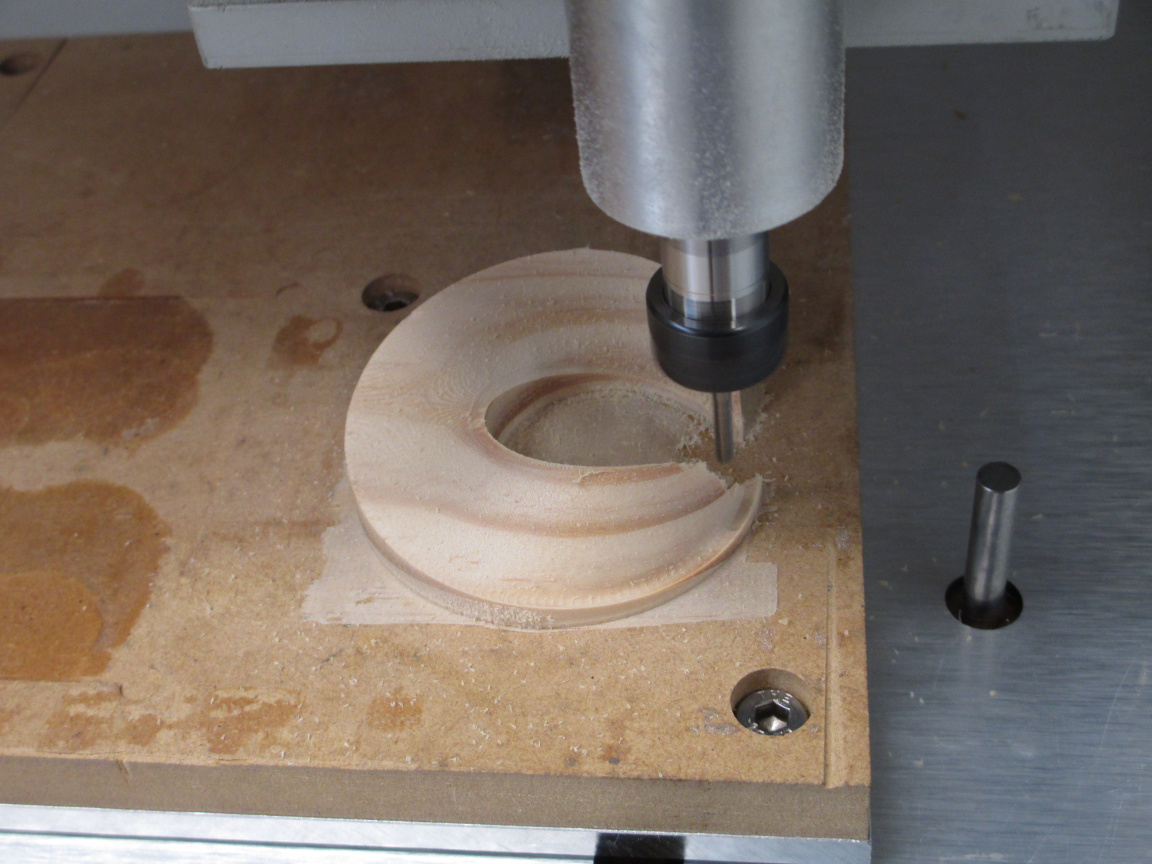
Light pressure for a few minutes to get the adhesive fully tacked in and away I went… Before starting, I upped the z zero about 0.03mm and shifted the y zero as well to partly compensate for the adhesive. Due to the varying angles, this isn’t going to be perfect, but if it was that important, I would have offset the surface by 0.06mm in Inventor.
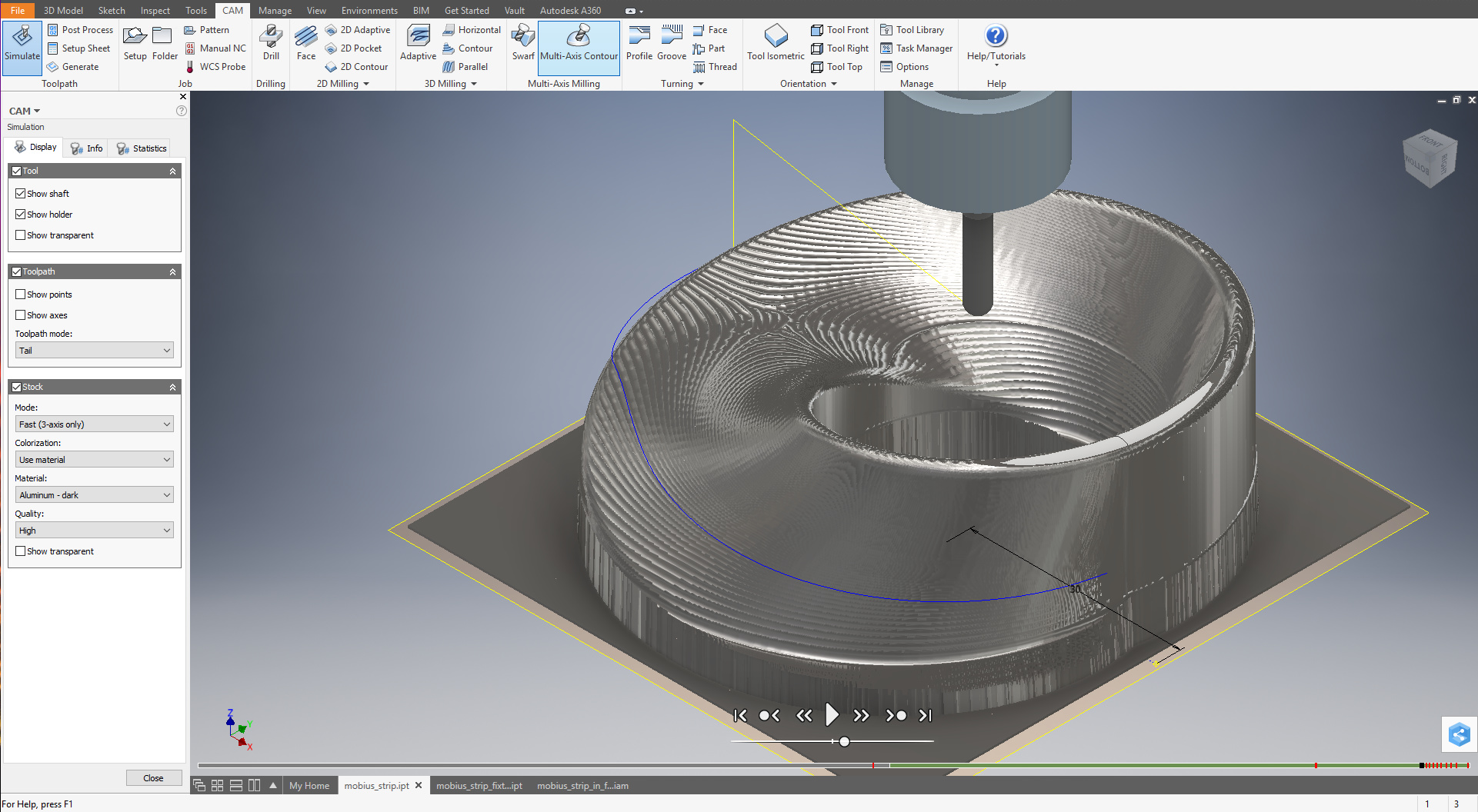
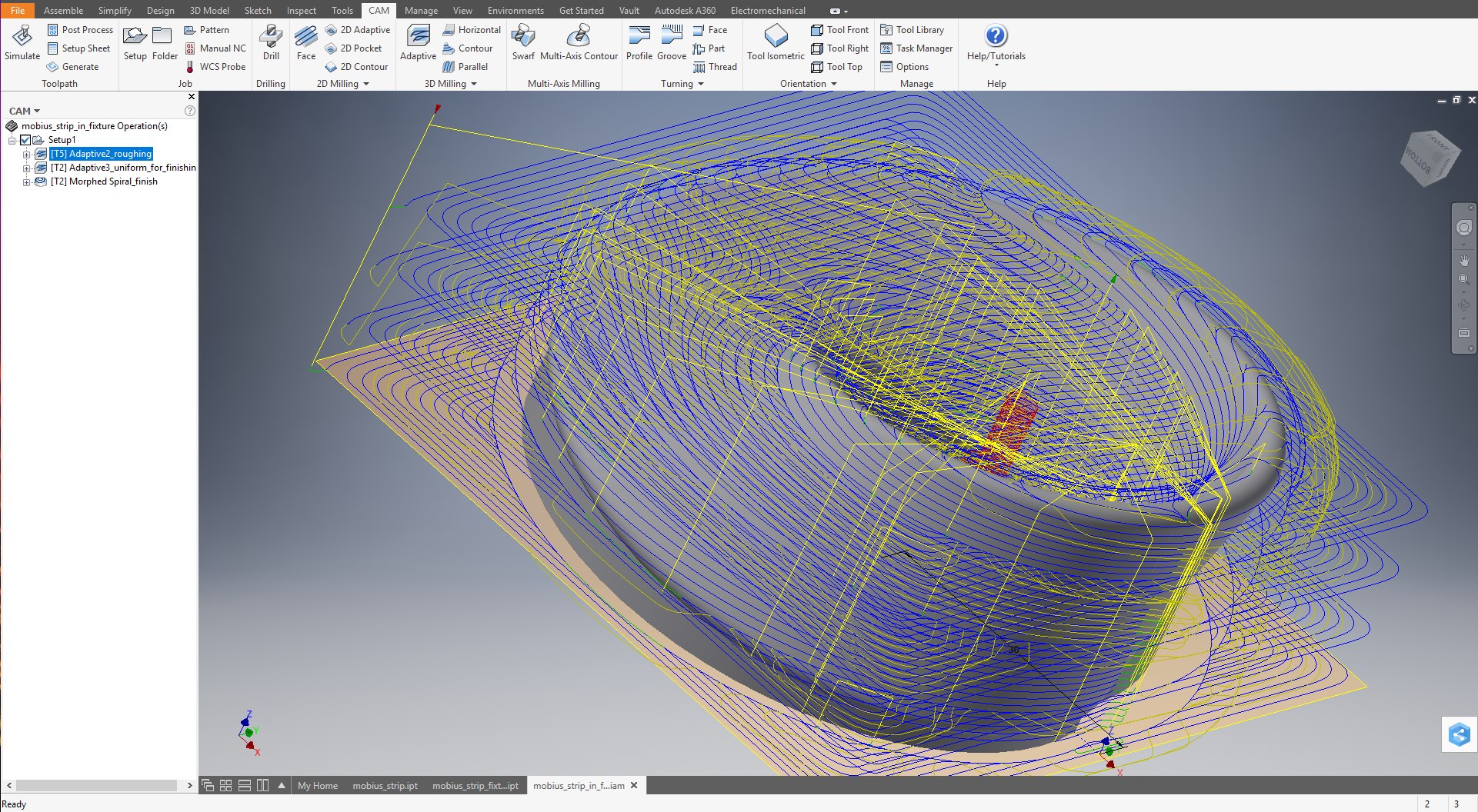
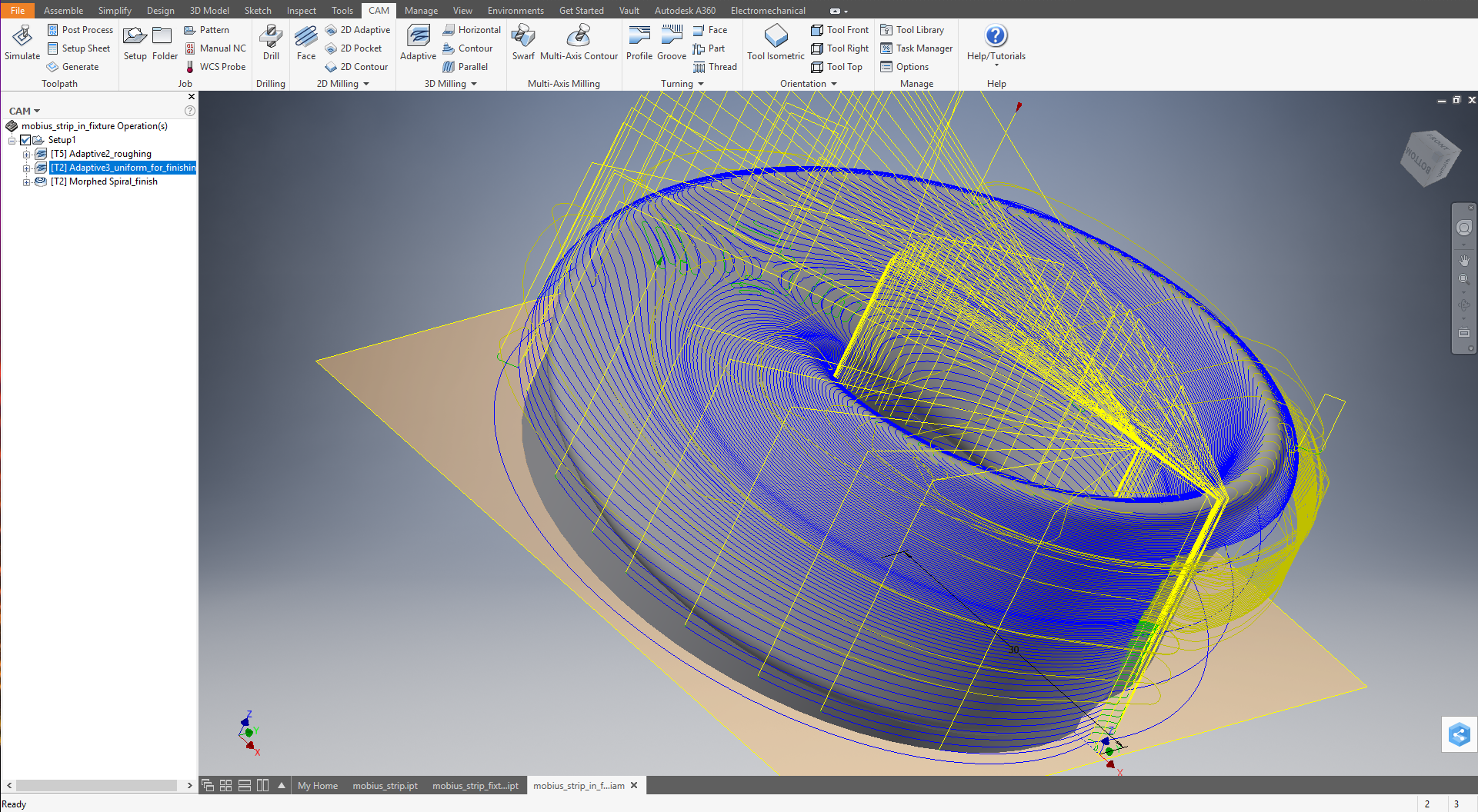
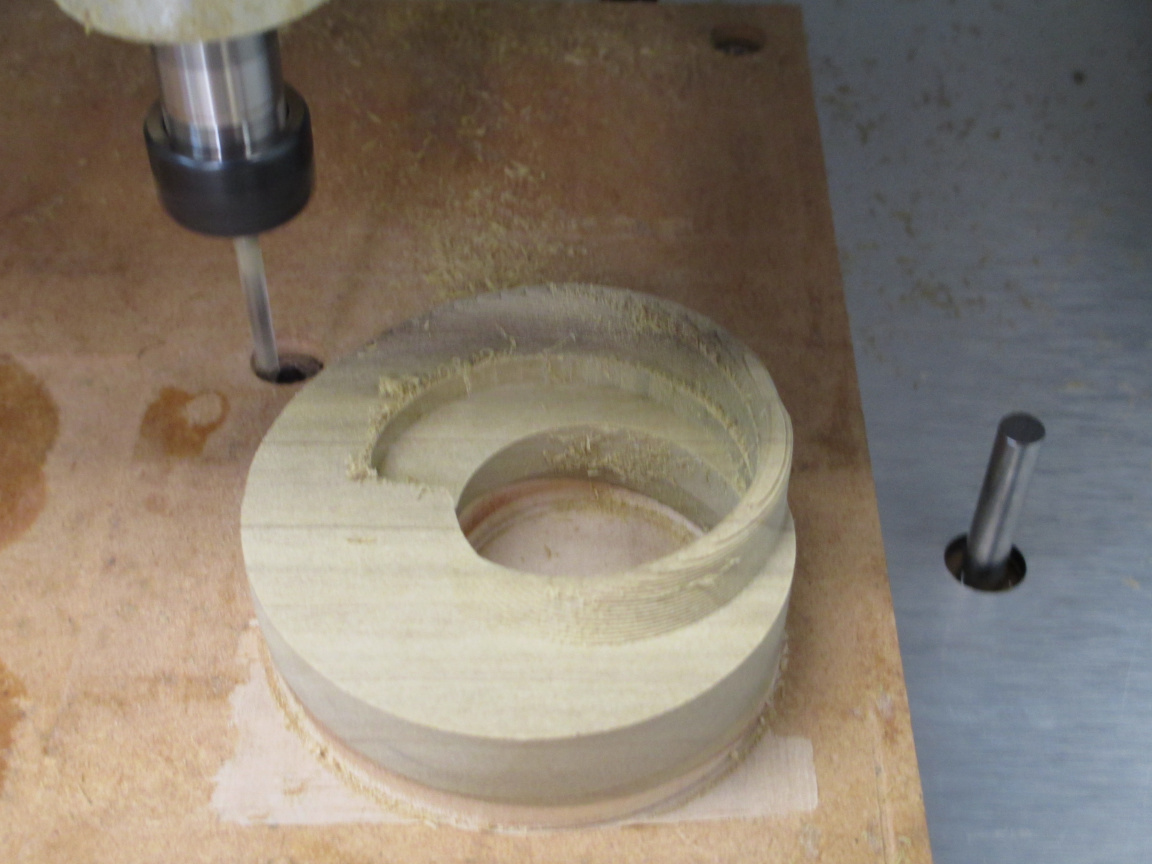
The skin was gone quickly. Much time cutting air, as I did not bother modelling the material that had been removed but the first setup. I could have done so, but it would have been more time to do that than the machining time saved. For a production job, yes. For a one off, no.
The supervisor in place on my lap. He doesn’t mind the sound of the mill or the vacuum.
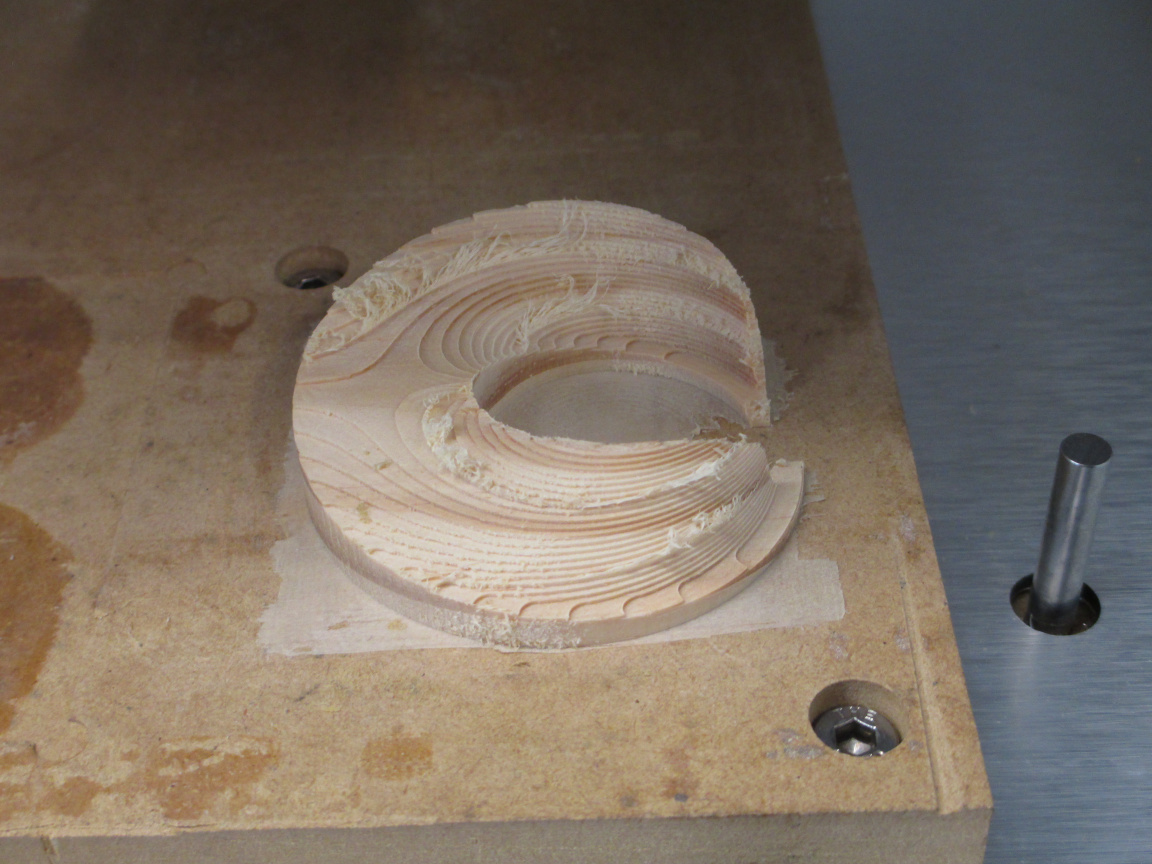
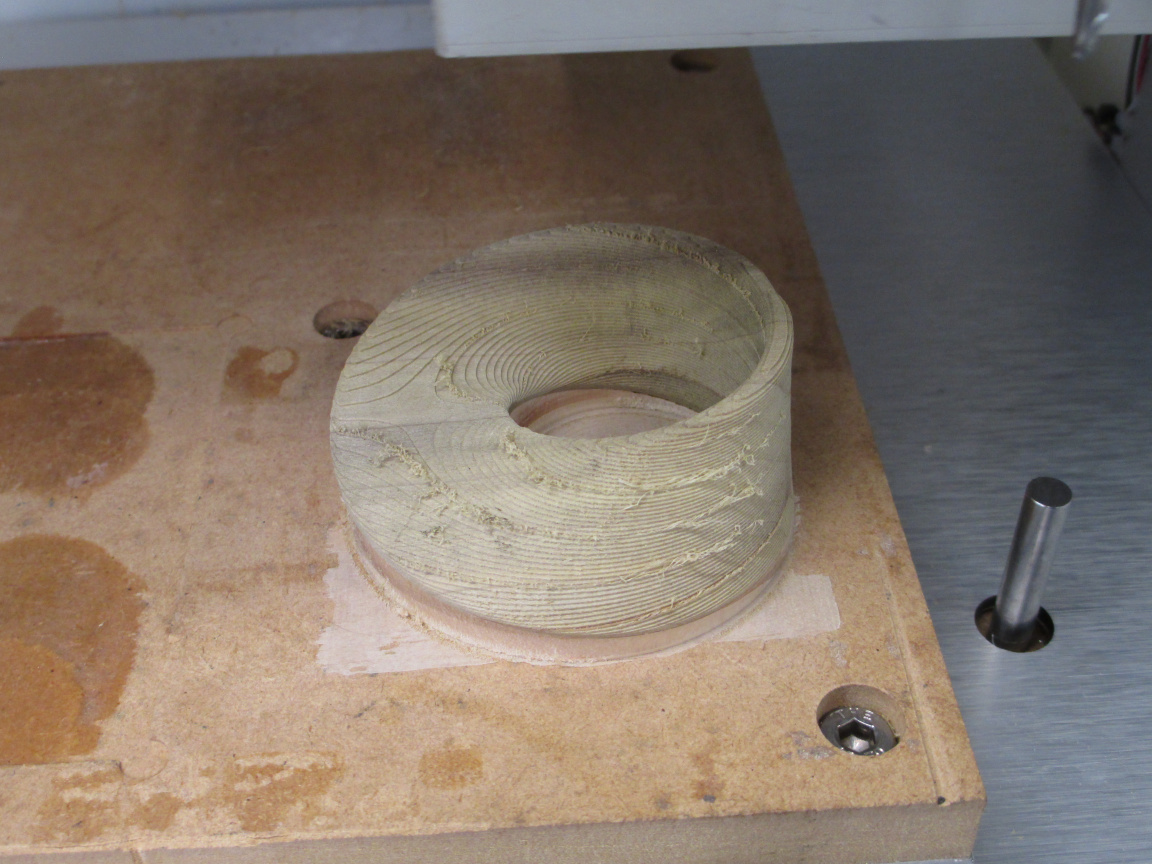
Removed from the fixture. Residue of the adhesive is visible on the fixture.
The fixture made a nice base once I cleaned up all of the chipping and smoothed the corners. You can see I hit the z-axis zero just about dead on, as it machined through the adhesive for the fixture, but didn’t mark the waste board.
And now it is time to go get the supervisor his lunch.