this may sound simple/stupid (lol, see poster’s name?), but it could surely help. and thank you for your help here, all of you are greatly appreciated.
might someone have a simple but “true 3D” g-code file that some of us can simply send via UGS in order to help isolate design-to-cut workflow errors?
perhaps a 2" circle/square/diamond with Z axis ramps and Z axis curves?
or a new, standard, 3D circle/square/diamond with one half sharp cuts and the other half with smoothed transitions?
or an simpler XYZ, true 3D, accuracy pattern?
but for certain, a file that will work with SO3 and UGS only (and no other software steps between)?
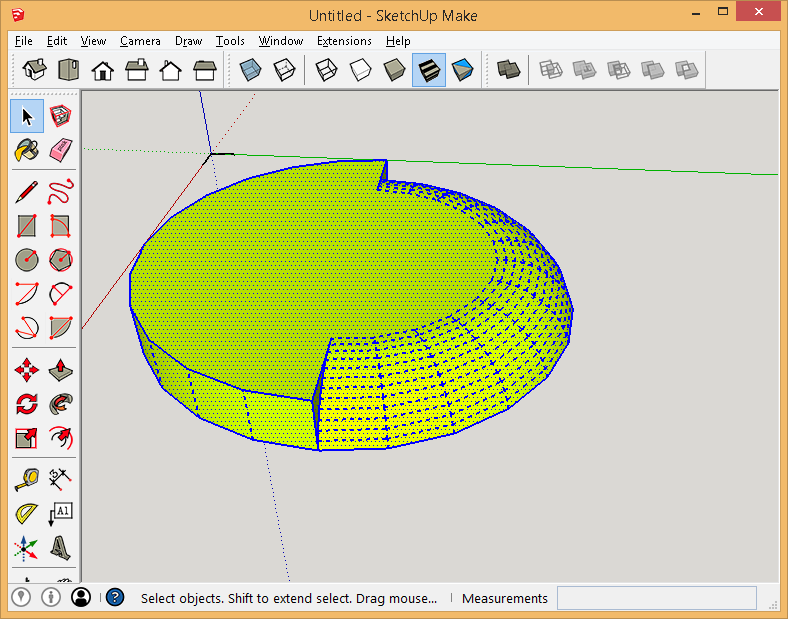
Not sure if this is 2.5d or 3D way too many options to choose from in this crazy software. But it has Z contours to it.
if you have an 1/8" endmill, this is a circle 2" around and 1/4" deep. The program starts in the CENTER of the work so when you home / set zero, set the zero on a piece of wood at least .28" deep and at least 1.25" all the way around the tool. It will be 1 inch circle all the way round the center. It is also going to be a flat half circle and a rounded top half.