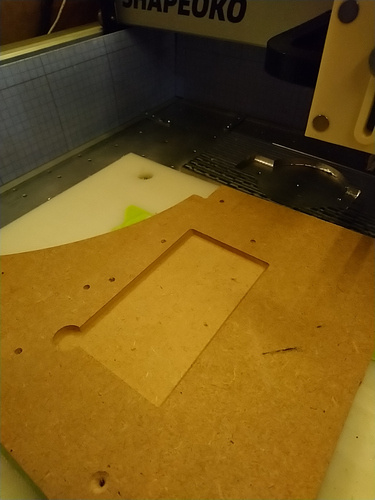
Assuming your two pieces of rectangular stock are identical, that’s where the corner square comes in: you should use the machine itself to drill the holes to attach the corner square, which should bring you close to aligned on X and Y. And then you should probably re-machine the inside of the corner, which should ensure that its inner sides are perfectly aligned to the machine’s X/Y axes. Actually at this point, you might just as well mill a pocket (with extra room/dogbone for the corner) in your wasteboard, that will act as a jig to align and hold your stock, and it will be guaranteed to be aligned along X/Y. This is what I did for this project: