Hey is it possible to do an advanced v carve procedure, but instead of using a v bit, used a smaller endmill than the first clearing endmill to do clean up?
Sounds like you’re looking for “Rest Milling”, which is a “Pro” function of the pocket toolpath.
1 Like
Darn! I have the 3 XXL and just the basic CC software. So this isnt something i can pull off simply by chucking up a smaller endmill huh
You can do a pocket with the first tool, then an inside contour with the 2nd. If you want clean lines use a rough/finish strategy. To keep the first tool away from the wall, lie and program with a slightly bigger tool. i.e. you have a 1/4" tool and you want to leave 0.010" finish stock. Create a tool that’s 0.270" and program your pocket. Now when you cut with the 0.250" it will leave 0.010" on the wall.
Then your smaller tool will make a smooth profile.
2 Likes
Oh man, I gotta try this. Thanks alot
Hi, Tod.
I don’t understand how telling the machine it is using a 0.270" end mill but cutting with a 0.250" end mill results in 0.010" remaining on the wall. The difference between the two sizes is 0.020". How do we get to 0.01"?
Thanks
1 Like
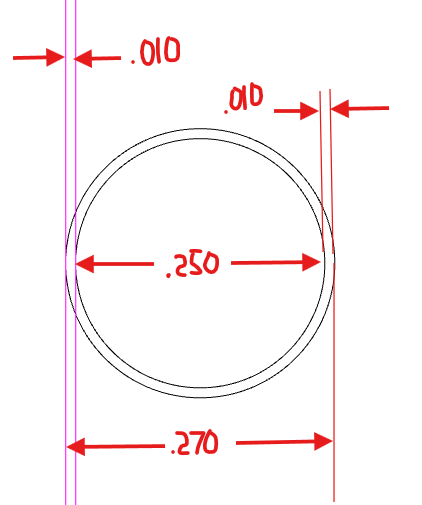
0.010" on each side. It’s round!!! ![]()
![]()
2 Likes
Sorry, Tod. I still don’t get it. Is it because the bit has two flutes or something like that?
Regards
Whenever I have trouble grasping how a cut will work out, I draw it up in profile or as viewed from overhead.
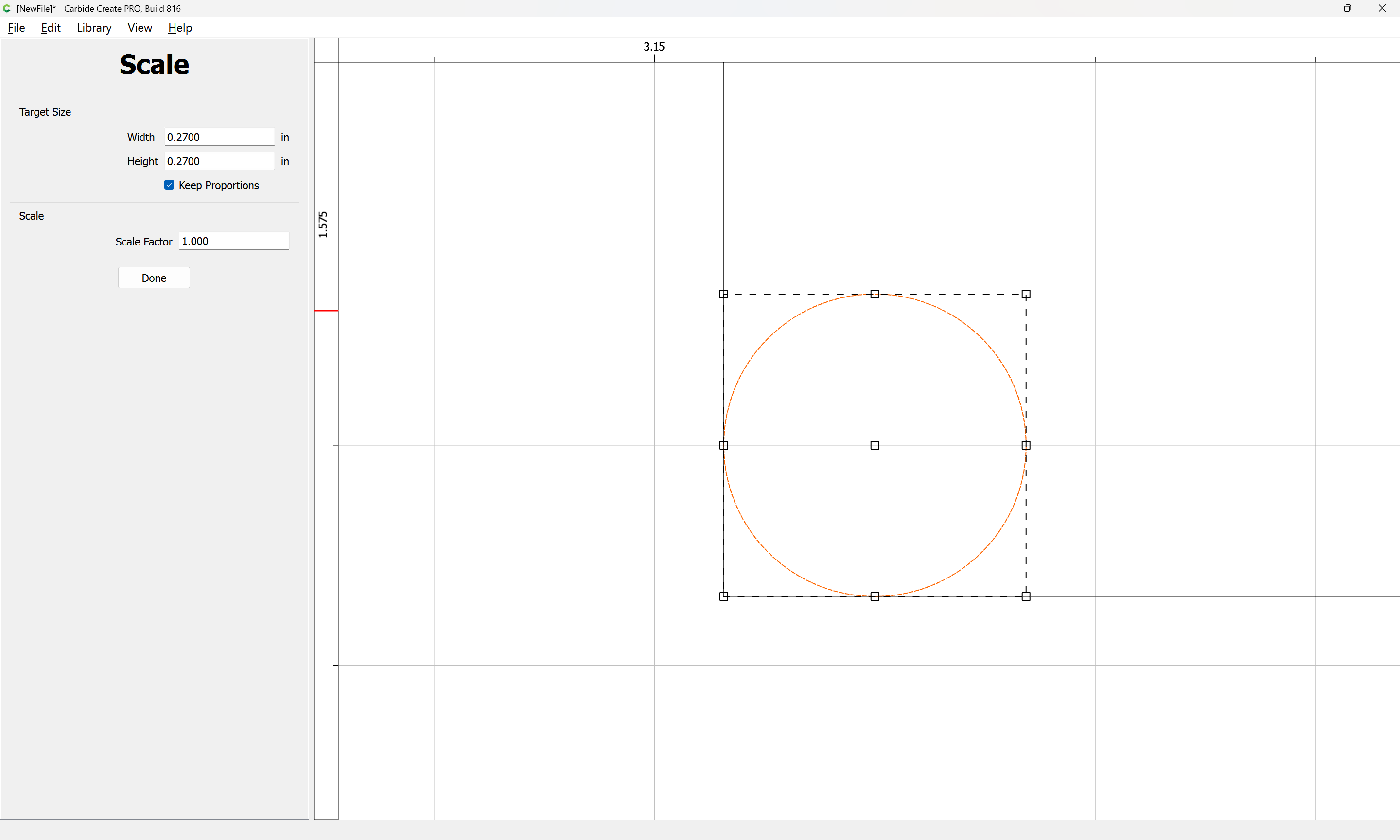
For this case, an 0.27" tool is positioned to cut into a corner:
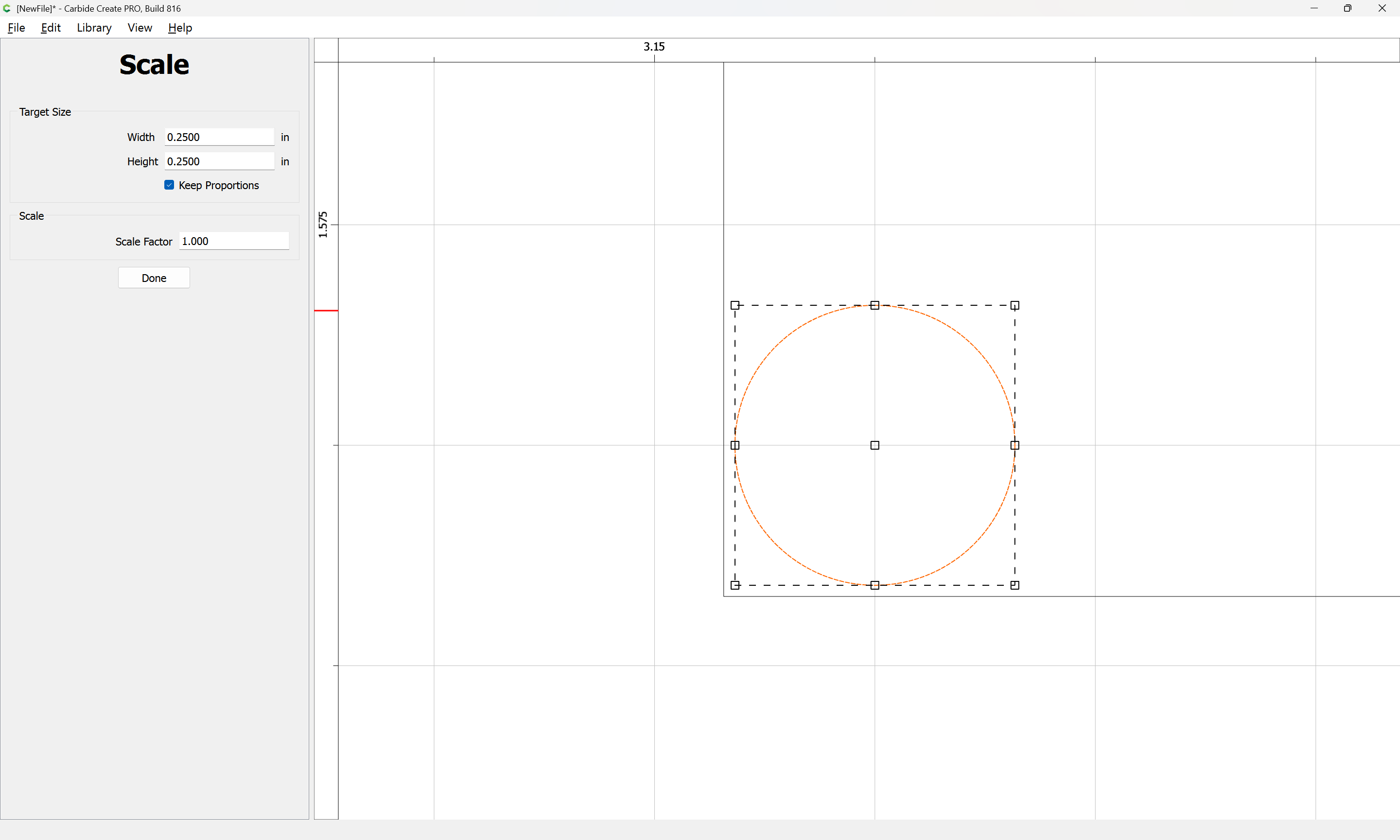
If we then change its diameter to an 0.25" too:
and measure the gap:
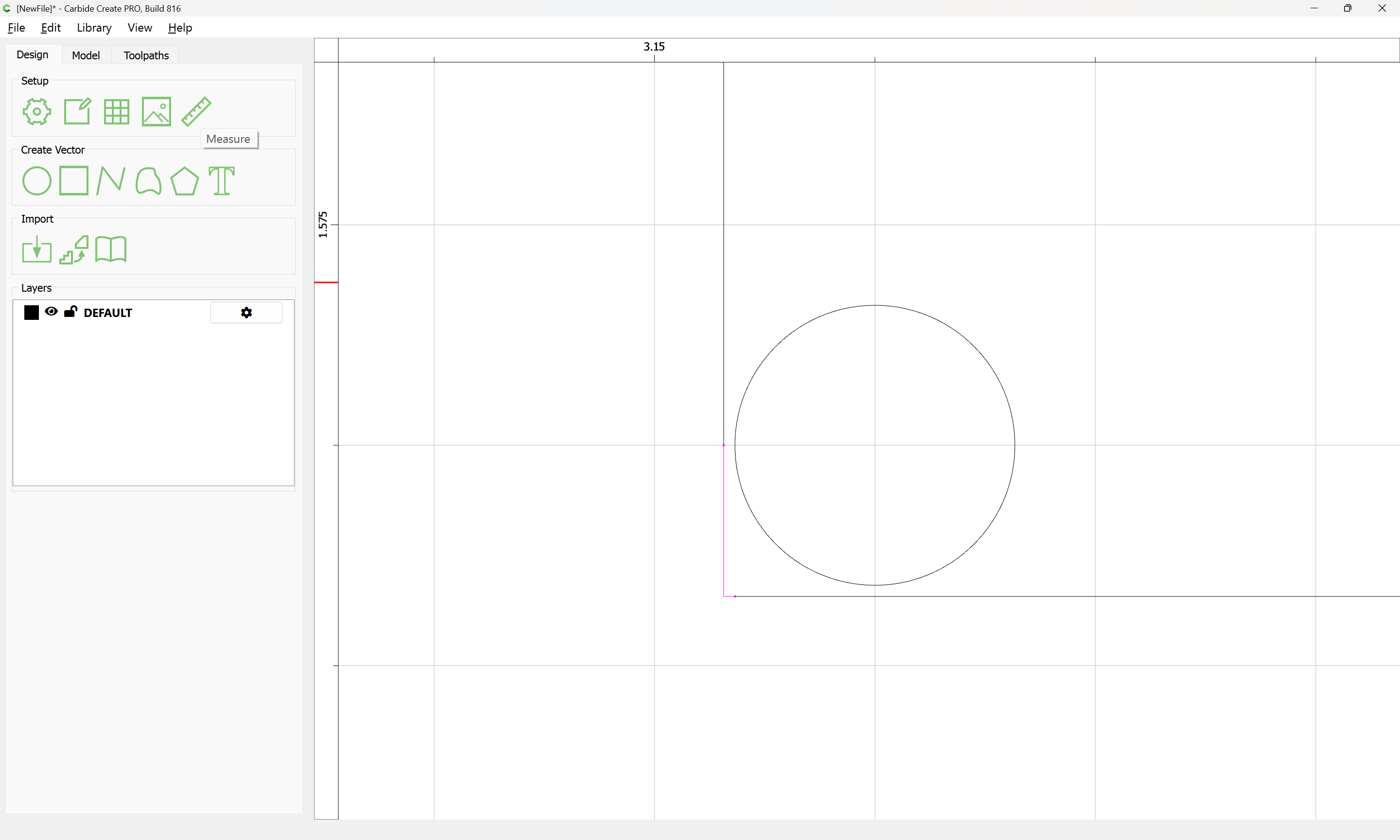

we see that it has opened up to 0.01"
1 Like
Hi, Will.
I did a pencil/paper sketch, and that got me nowhere. Never thought of using the software to create my sketch. I now see, but dimly. I’ll go over your post in detail and probably do my own in the software just because I’m thick-headed. ![]()
Much appreciated,
Allen
AHHH, I did not think about the radius. Got it! Thanks so much.
(Wondering why so many people are up this early–0544 here in the Denver area)
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.