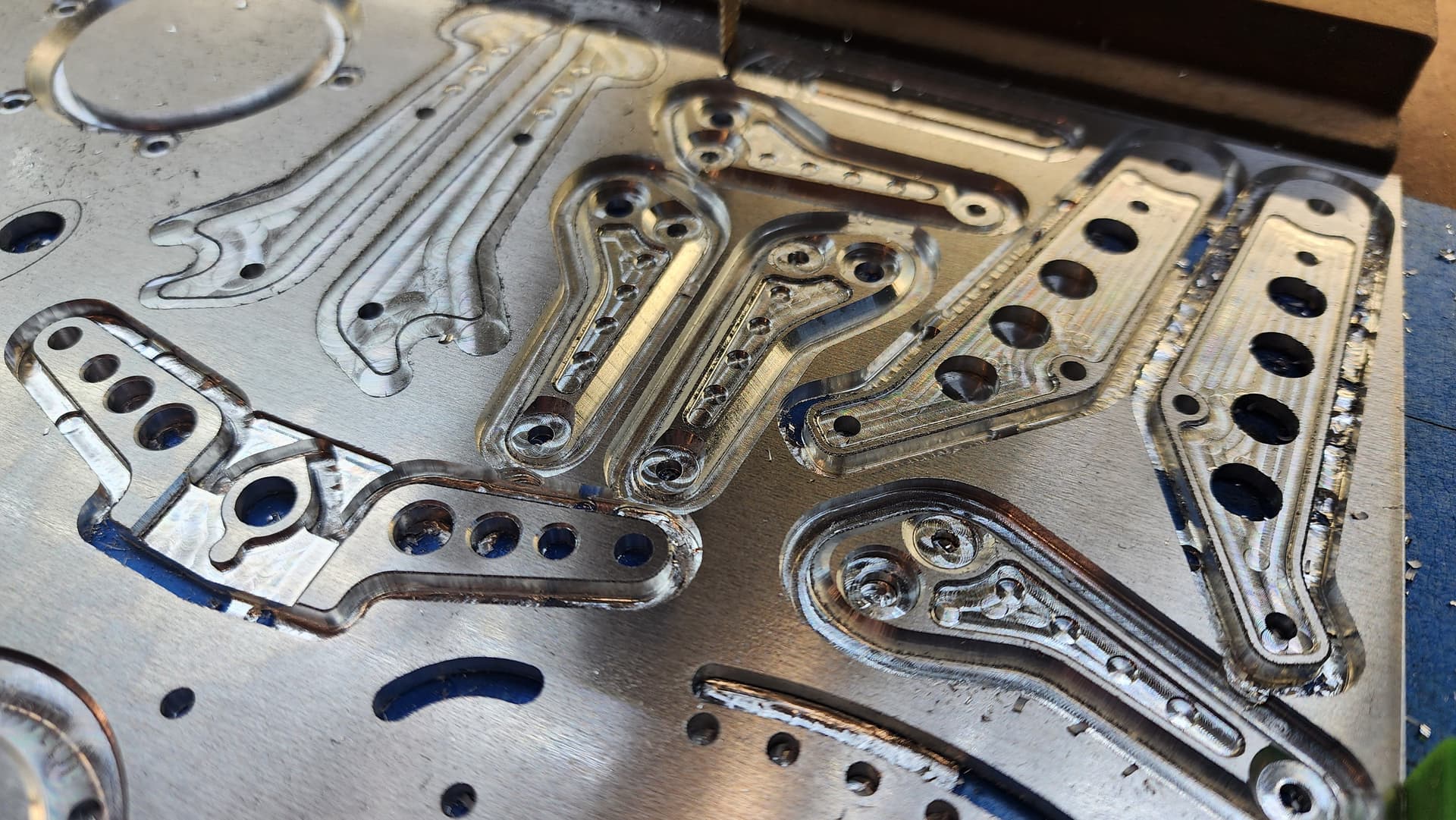
Looking for some advice for cleaner chamfers while milling aluminum. It looks like the tip of the end mill is pushing metal down vs slicing it clean. So it ends up with this mess along the bottom edge/profile of the chamfer.
I’m using a 1/4", 4 flute, 90° chamfer end mill. It’s brand new. I’m using 0.015" depth of cut, 10,000 rpms, 15 inches per minute.
The profile curves used for the chamfer are the same curves used for the contour that cut away the edge of where I’m chamfering.
Any tips would be greatly appreciated. It should also be noted that the chips being produced are tiny. Like mini splinters vs actual chips (rpm too high?)
I’ve been using an offset line on a different layer for my chamfers so I don’t need to deal with the tip cutting (or not cutting in that case). it makes the mental math a little more difficult but the results tend to be clean when I don’t mess it up with user error
as far as chip size, I also tend to get slivers when running the 90deg bit along the edge. I tried making it go faster or changing the depth of cut but I found the surface finish suffered if i got too aggressive
I’m glad it isn’t just me lol I’ve actually be running a clean up pass using an 1/8" mill to deburr the edges. It works okay, but I actually had a 1/4" chamfer that did amazing. I broke the tip and had to replace it but haven’t found one that does as well.
This is what it looks like after the clean up pass. Good enough I guess since I brush them with a sanding sponge anyway, but still lol
On a chamfer, the tip should be off to the side. I use F360 mostly and it has a toolpath specifically for chamfers that offsets the tip to the side. So I agree that if you’re using Carbide Create, use an offset vector and dial it in.
I’ve never had good experience with 4flute chamfer mills in aluminum. It worked great in steel but in aluminum gave me horrible finish.1/4 or 3/8s 2 flute spot drill on the other hand gives me super nice finish.
I hadn’t even considered that before, thank you! Just got one ordered. The problem with 4 flutes is that it has to have its rpms turned way down, or travel speed way up. And the s5pro can’t really handle either with aluminum. Or a miniscule depth of cut, but even with shallow bites I still haven’t been getting great results. I’ll post back once I give that spot drill a shot.