In seeking better workholding, and lacking a low profile vise that didn’t take up too much Z-height, I designed and milled a vise.
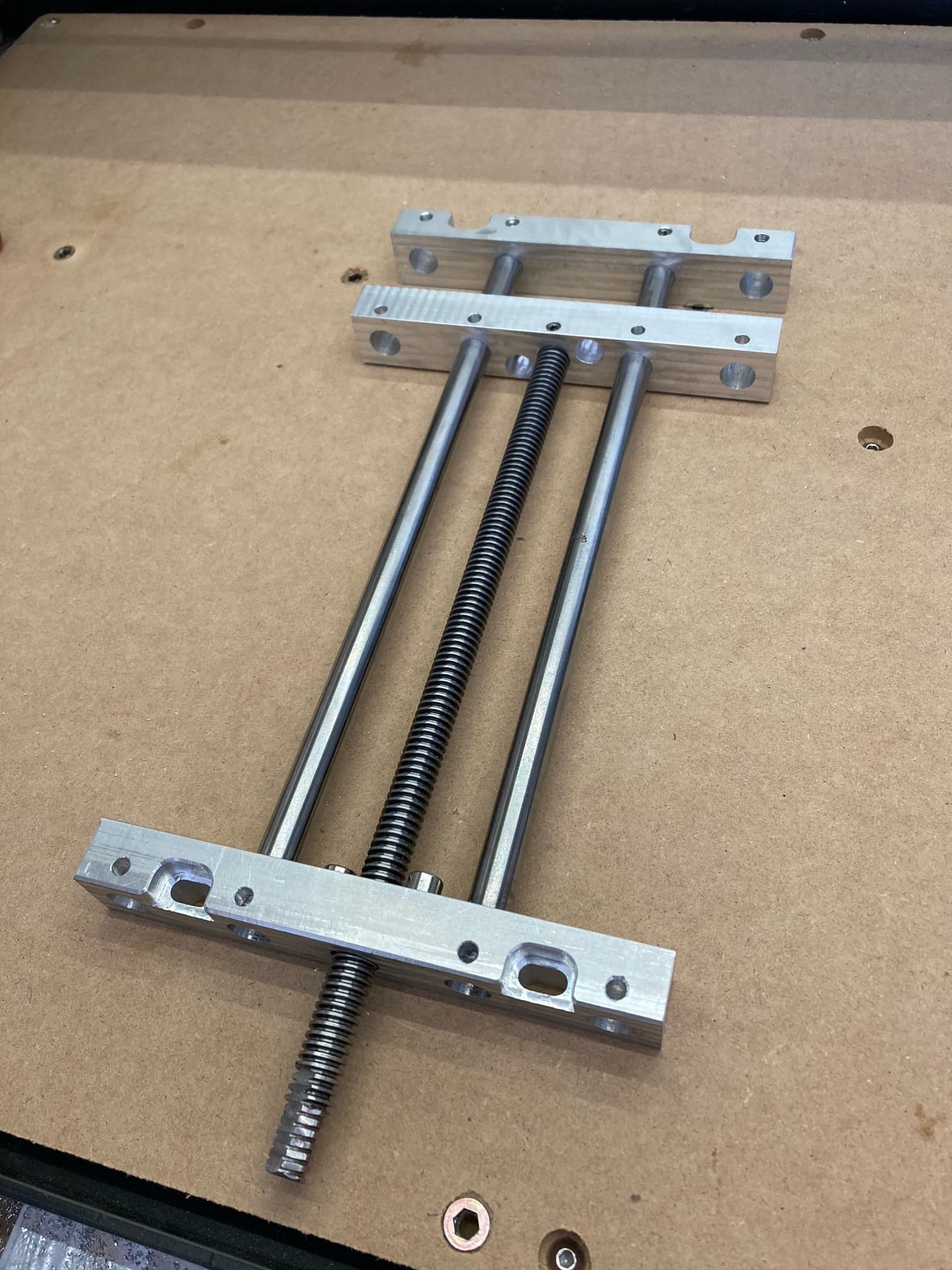
I mounted the vise to an MDF spoilboard with brass threaded inserts (my standard workholding) and used a dial indicator to see how much the fixed jaw moved on clamping, getting ~.015" movement just cinching down.
There are two obvious causes of the motion. First, the only spoilboard SHCS screws I had that were long enough were nylon… I’ll be sourcing something else there.
The second point, though, is that even with a rigid SHCS the inserts are going to move some in the MDF. I’ve looked at aluminum baseplates for the SO3 XL, but that comes to $650 + tax and shipping, which I’m hesitant to invest (it’s been a while since I’ve crashed into the baseboard, but I’ve made my mistakes…). Instead, I’ve got an ancient piece of 0.5" thick 2024-T350 that’s 21"x32". It’s currently sitting unused as the base to an old dolly. Any thoughts on repurposing that piece as a baseplate?

Three things:
-
Is 2024 going to surface well on the SO3? I’ve cut aluminum, and I mostly use single flute end mills. I saw the other discussion about 2024 from 2019, but it was speculative. Has anyone cut 2024? Does it chip or gum?
-
I’ve trammed the SO3, but it seems I never fully get rid of the little step one finds when facing. I don’t know if that step can be trammed away or if that’s too much to ask from an SO3 with a Z-plus. MDF is more forgiving of those little steps.
-
If I was to make the spoilboard out of the piece of 2024, any recommendations on what to add besides a pattern of threaded holes? Should there be dowel holes, too?
Any recommendations from those with more experience under their hats?
Thanks,
Adam