Hey,
So after several days spent learning Fusion 360, this morning I was getting impatient and went trying to mill my first aluminum, in fact it is the first milling I’ve tried with the nomad.
About 15min later on the cut, the first stepdown happened ramping from the top to the bottom, and that was fuckingly loud, I didn’t wanted to break the endmill so I instantly stopped it as I was next to it vacuuming the chip away regularly.

This seems a very rought stepdown, I guess I did well to stop it ?
Also, chips were rather small while the first pass was milled, sometimes there was none visible. So I’m not sure what to think about that, the Z was set just on top of the stock using the paper method so the height should be just right.
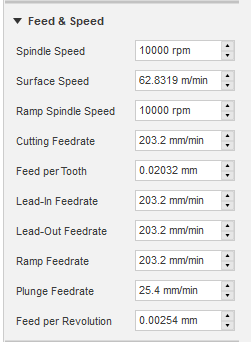
I’m more looking to get some advices regarding the settings I’m using:
Endmill: 1 Flute, carbide micro-grain, 5mm cutting length (= stickout), 2mm cutting diameter, 3,17mm shank
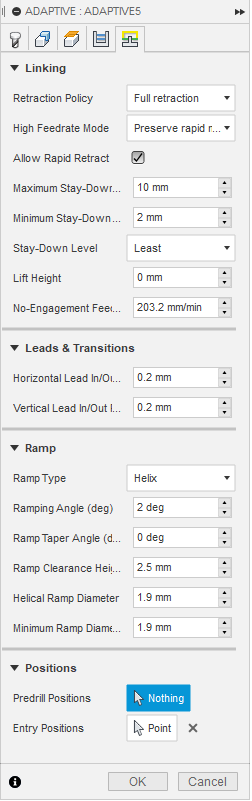
3D adaptive settings:
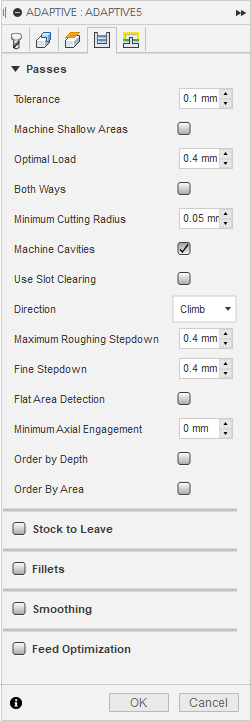
I’m not really sure what’s the difference between “Maximum Roughing Stepdown” and “Fine Stepdown” so I’ve set them equally.
Obviously I think the stepdown might be too much and most people recommend 0.25mm, but I’m unsure what you can expect from a single flute. I’ve read that single flute are much better on a low torque machine than multiple flutes one, but I guess it’s more about the feed than the stepdown.
Looking forward to some opinions!