I recently milled some aluminum (6061) with good success. I used a combination of things I found in the forum for a recipe.
1/8 single flute Amana HSS end mill
.015 DOC
16000 RPM (makita just under dial 3)
35IPM
I ran the part no lube or cooling to try and eliminate mess. I did run the shopvac/dust collector to keep chips out of the pockets.
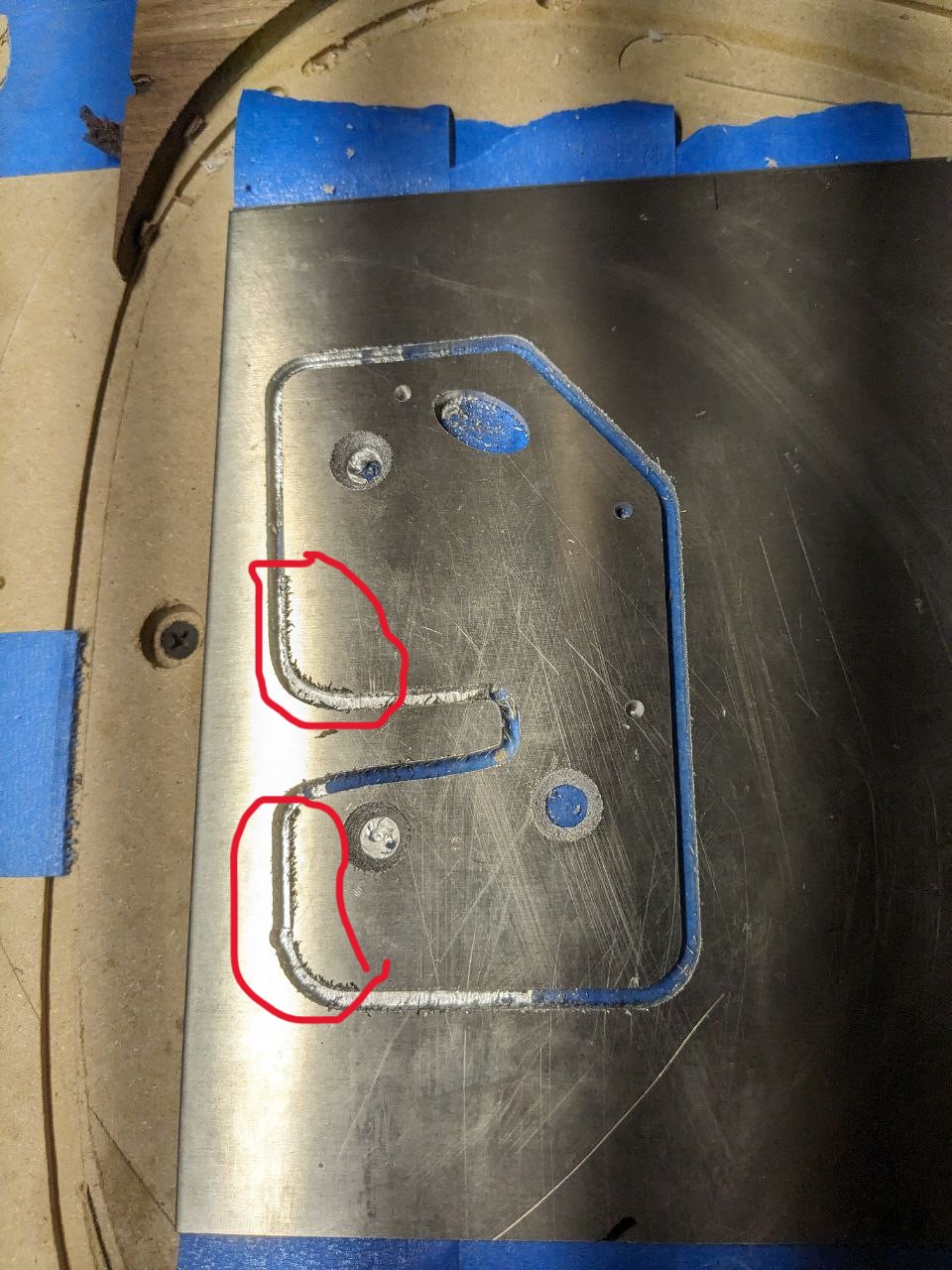
My only issue is that on a few areas of the contour, it seems like the chips didn’t evacuate or got recut. (marked in red). I was able to remove it with a deburring tool.
I run my 1/8" with 0.010" DOC, but at 60IPM with mist coolant. Without the mist the tool eventually gets too hot & starts to gum up. I also don’t slot cut, but rather cut a slightly larger groove like a pocket to allow chips to escape.
How did you do your chamfers? I’ve had no real luck cutting chamfers in aluminum. I suppose I just need the right kind of tool. V-bits, or the chamfer mill I have that was designed for slower speeds don’t work too well.
These chamfers were done with the same 1/8 single flute endmill. Just a ramp toolpath in Fusion with a very small stepdown (.003"). I love the “hole” feature in fusion that lets you select existing geometry and put a custom countersink on it.