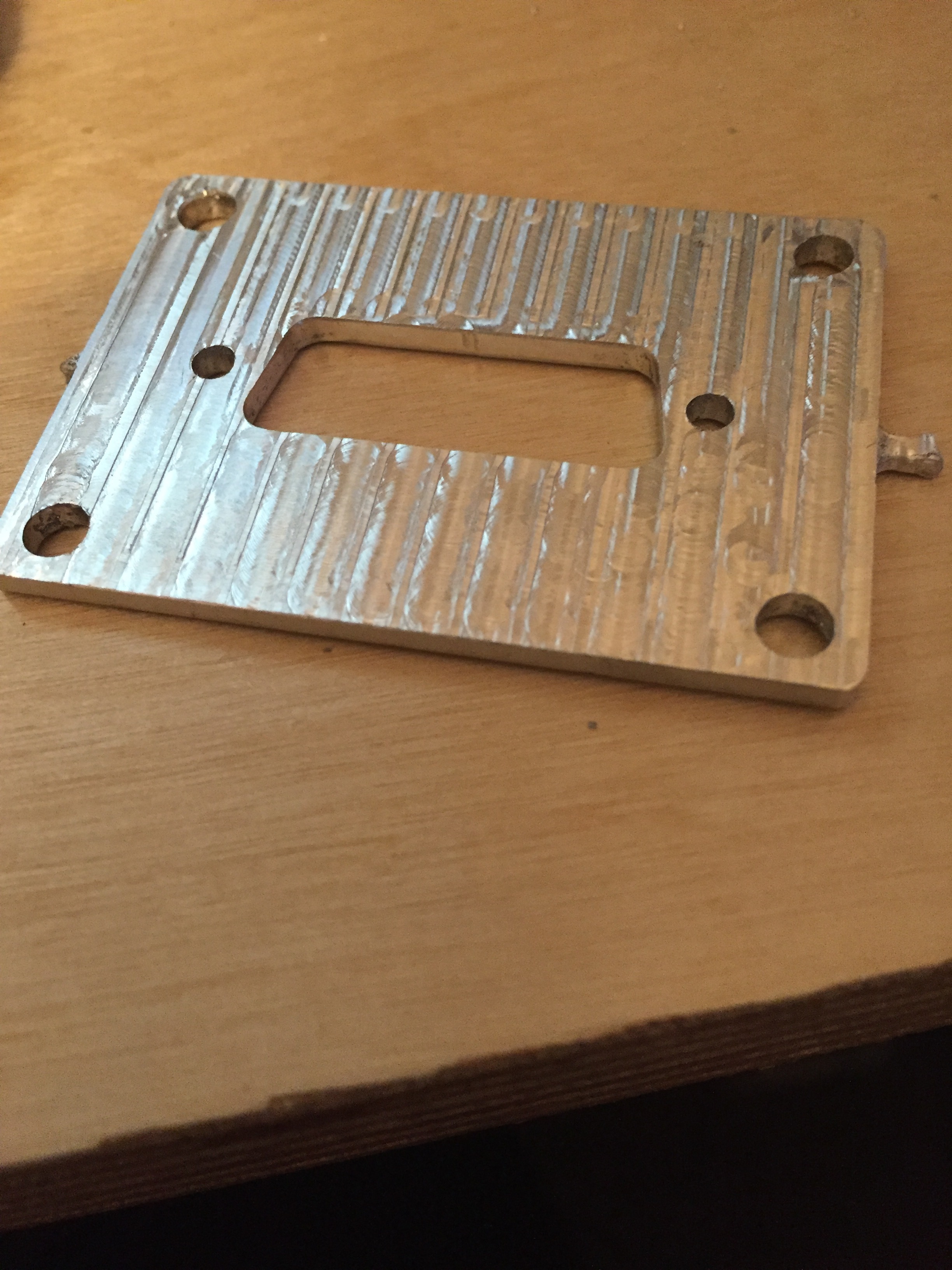
I tried machining an aluminum plate for a colleague. I really struggled with aluminum (broke a few cutters). I ended up really slowing things down to 3 inches per minute for my feed. I was taking small .01in deep cuts. The Nomad was really making a lot of noise. Cutting got a bit better with some lubrication. I managed to get it but my surface finish is bad. I was using a .125 inch carbide endmill with a .7 inch stepover. I can feel the ridges. I wonder if it was the vibration or perhaps just a cheap cutter. I broke the one for C3D and had some fishtails from Inventables.
In looking at the fishtale endmill it looks like theres a “void” in the center. So I’m thinking this is perhaps the ridge I’m seeing??
What RPM were you using? For roughing? For finish?
Aluminum? Pure? Alloy? Which formulation? 6061?
You state that your step over (0.7") is larger than your end mill diameter (0.125"). Is that a typo for 0.07"?
One cannot simply switch end mill types and assume that things will work properly. HSS is not carbide is not solid carbide is not coated…
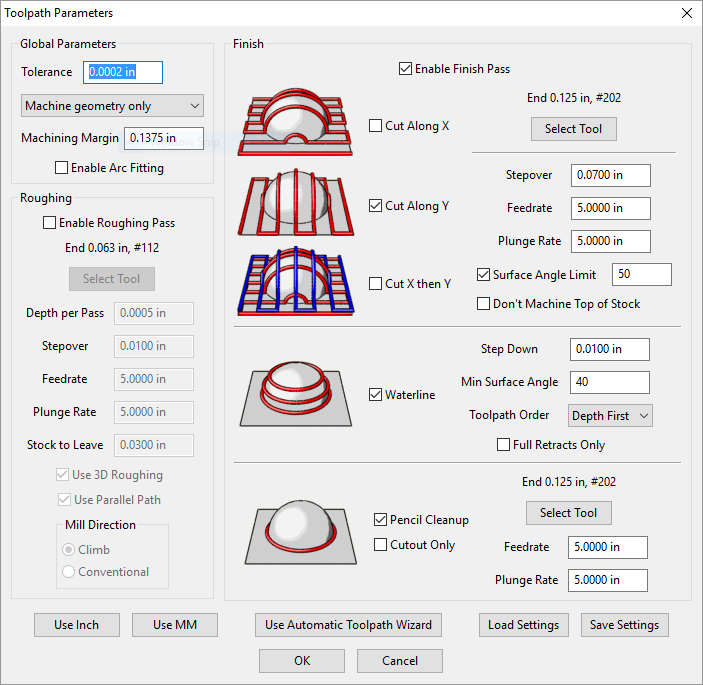
Can you post a screen shot of the MeshCAM machining parameters?
Feeds and speeds is a complex function of multiple parameters. While there are multiple solutions to a given machining challenge - each with interesting side effects - a good solution must involve all of the critical parameters. For instance, slowing a feed while leaving the RPM the same can induce serious issues with finish.
The good news is this can mastered with some effort. Let’s get through this!
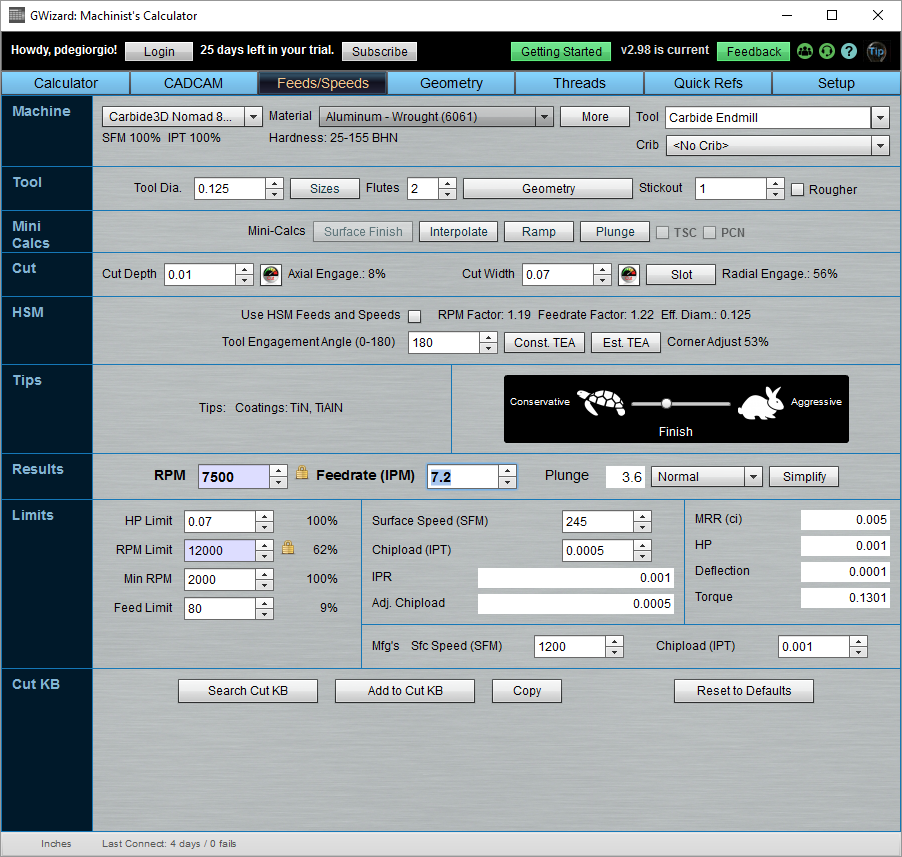
I did also try GWizard for feeds and speeds but I’m not sure I’m using it correctly. At 7500RPM it seemed to want me to go 7.5 IPM but at that rate there was an extreme amount of vibration and noise so I was afraid I might break another cutter.
The cut width is the diameter of the tool - 0.125.
The maximum RPM for the Nomad is 10K, not 12K.
It looks like you don’t have “weight adjust HP” which is appropriate for small machines.
It is hard to know exactly what Lowes Al is. You’re assuming 6061 which is probably “close enough” but it is very important to know exactly what you’re machining.
You’re not roughing - going straight to finishing - and that is wasteful when there are pockets like what are shown in the picture.