What facing mill is that? And you went with no lubrication? You are lucky…
You didn’t get any chatter from the router being so low in the mount? I would have thought you needed the router mounted a bit higher to avoid any slight wobble.
My machine continues to impress! Your stuff is awesome - Green Man Table!
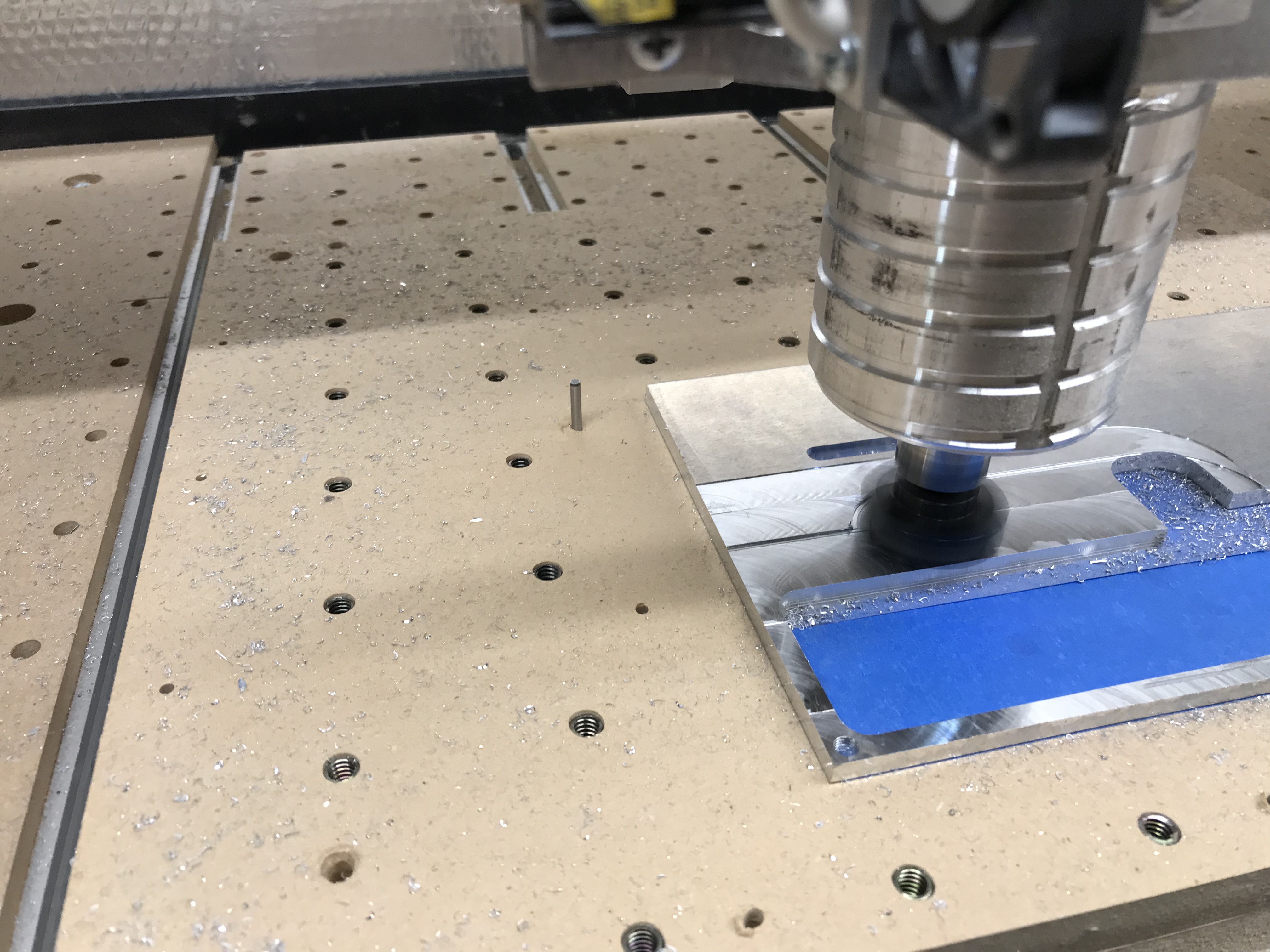
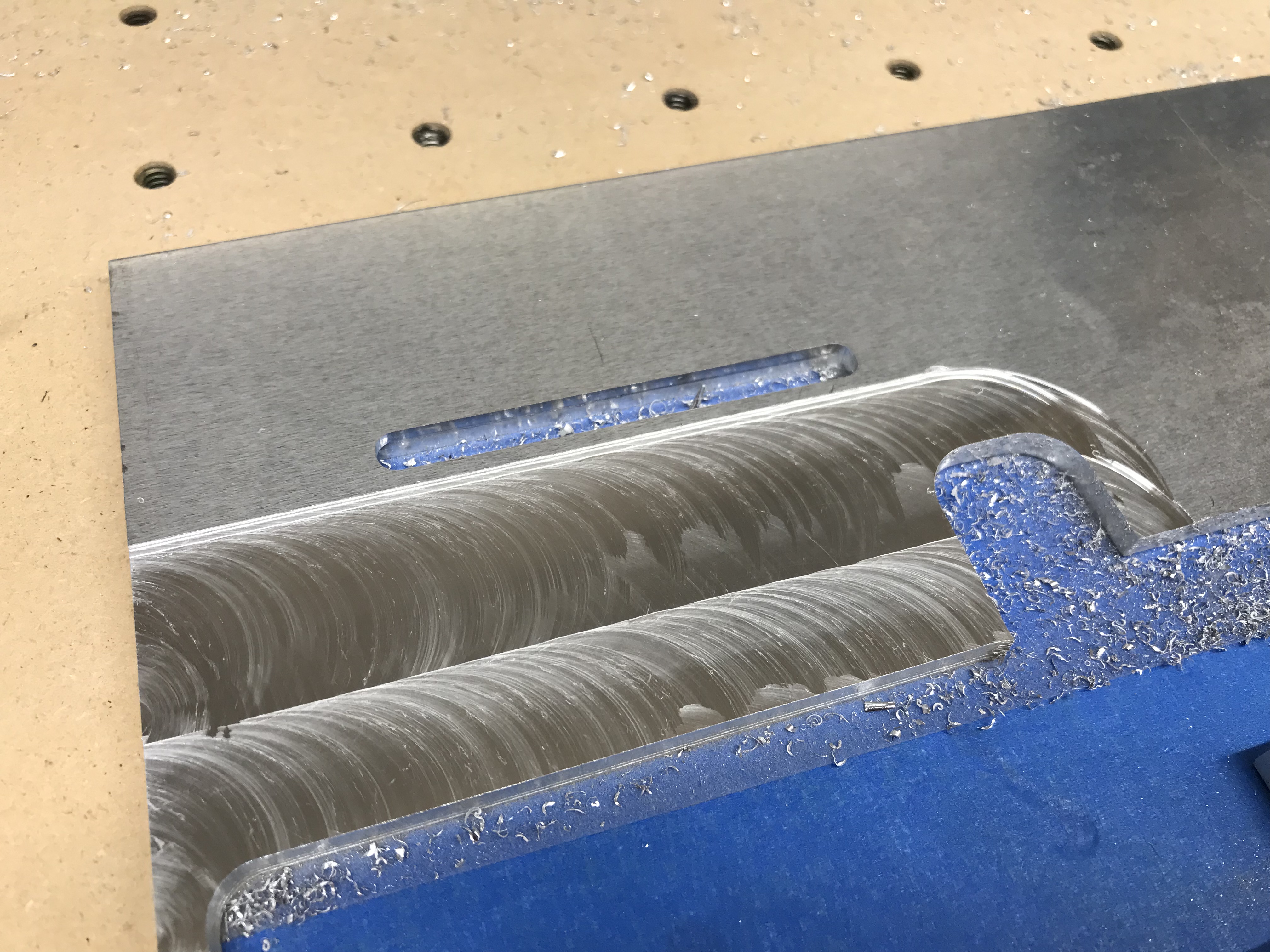
I can’t share pictures but i recently c clamped a block of aluminum to the front of my XL and milled about a 1.4" pocket in the block with a 1/4’ endmill no lubrication. 100 in/min taking only .020 per pass with ramping for each level. It was awesome and took a process that by hand was taking me 2-2.5 hours down to 65 minutes including about 20 minutes of vacuuming up the shavings.
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
4
Evan, thanks for the comments. I’m still feeling my way through milling aluminum so any insights are welcome!
Thanks for the tip on the height of the router, I’ll keep that in mind. I had to change it out recently. And, of course the replacement was out of tram. It occurred to me there is some slop in the mount ring when the bolts are loose, why not shim that with aluminum foil? A lot easier then the other way. Two layers of foil in the front, bottom between the router body and ring in my case. Tighten bolts, back in business, 5 minutes.
I forget on the mill, I’ll see if I can dig up the info. I know it was expensive but each flute has 4 faces so you can rotate them as they wear and eventually replace them. So, a lifetime mill.
I’ve gotten a lot of mixed messages in my research about lubricant. AND coated mills. AND number of flutes. Etc. So, I approach each particular cut as simply as possible. 2 flute carbide mill, start with slow feed rates, shallow doc. And progress from there.
At this point in my attempts at cutting aluminum almost every cut is something I haven’t done before. So, I practice cut in wood/plastic then scrap Al if possible.
Its funny you mention the tramming problem. I spent a lot of time initially trying to tram mine then realized later that since that is the only router I own, I have to remove it on the occasion that I need to do some regular routing. So, I just accepted the fact that I’m slightly out of tram for now. I keep searching my local yard sales online looking for a second hand router, just for the odd time when I need it for regular routing. Not worth the money yet to buy a fancy new one, since I don’t use it often enough.
I asked about the mill because I have an Amana RC-2248 surfacing / planing mill I got recently, but I’m pretty sure it is NOT rated for aluminum. I’m afraid to try it without hiding behind some lexan.
I know what you mean about coatings. I bought some coated mills recently for use in brass and promptly broke them. Switched to my uncoated mills and they worked fine. Lots of variables to consider.
Like I always say, learning has occurred.
Griff
(Well crap, my hypometric precursor device is blown…)
6
HA! Great minds think alike. I got mine off Amazon as well. Although I’m sure glad you tested it on aluminum before me…I’m younger than you, I’ve got quite a bit more years ahead of me. Lol.
Good effort! I took one of these to my shapeoko frame… by accident. Chewed straight through it.
Griff
(Well crap, my hypometric precursor device is blown…)
9
My 5/8 “ plate delivers today. Should be cutting parts tomorrow. First serious aluminum project, thanks again for sharing the files.
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
10
I was re-surfacing a spoilboard the other day and managed to chew up the “blades” on my expensive fly cutter when I hit a hold down screw that was not countersunk deeply enough , stupid me. Anyway, $8 and a few days later, two new “blades” and back in business.
I have both of these fly cutters. The one from Amana I’ve had for about 4 years, changed the inserts once I think. It’s a killer tool. Pricey, but as TommyG said, a lifetime tool. Never used it on aluminum, but I see now that I’ve been missing out.
The ‘bottom cleaning’ cutter that was linked, is a POS in my opinion. Lasted about 2 resurfacing jobs before it was too dull to work without burning the material.
For anyone unfamiliar: the thing to remember with both of these cutters (most fly cutters actually) is that they are not center cutting - so when the toolpath is created, it has to come in from the side. For me, this means doing a little manual gcoding (is that a word?).

 , stupid me. Anyway, $8 and a few days later, two new “blades” and back in business.
, stupid me. Anyway, $8 and a few days later, two new “blades” and back in business.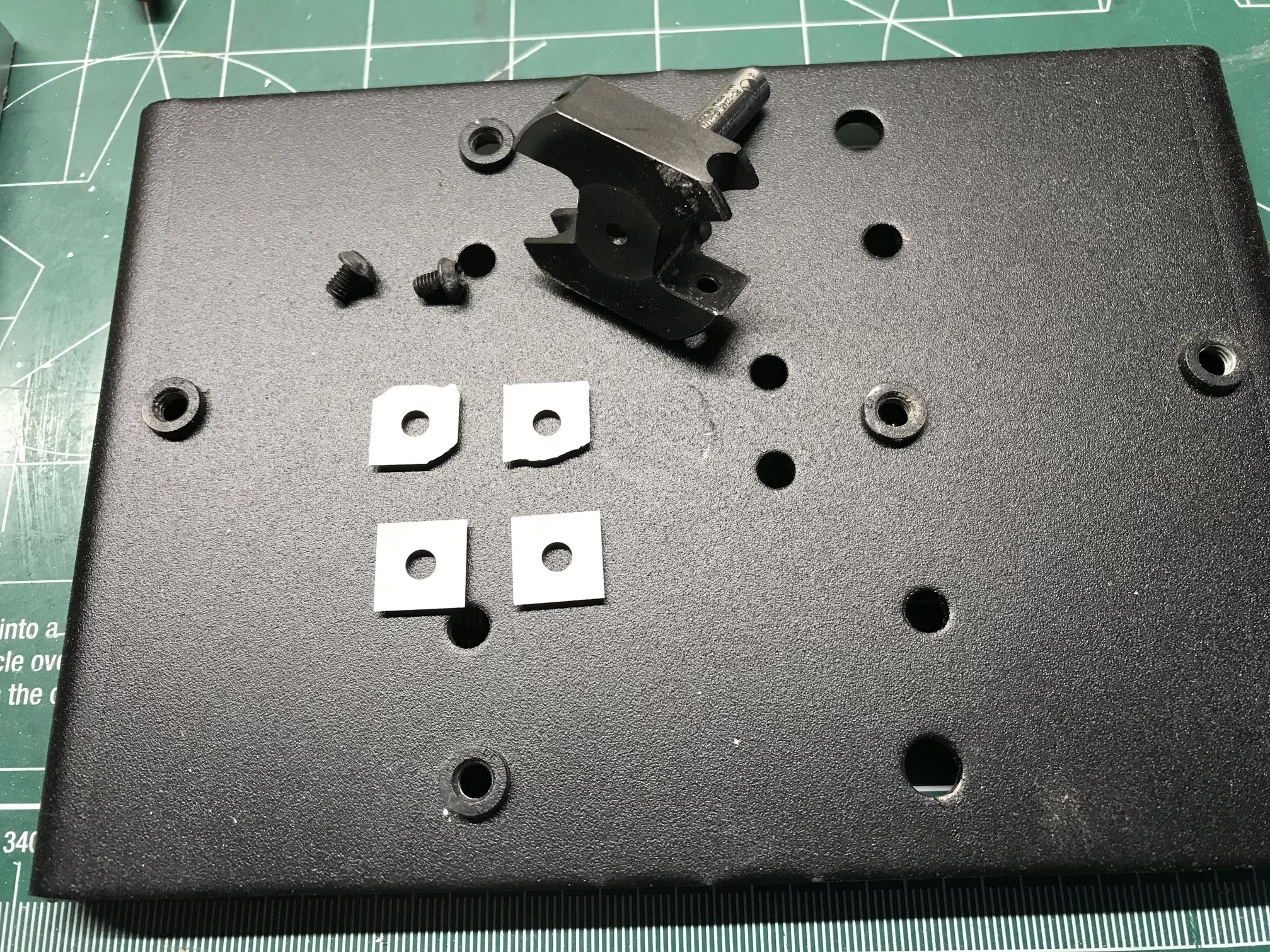

 .
. ?
?