I have a 18” circle out of a mold of wood and epoxy that I want to make a lazy Susan with. I want to use an endmill bit to surface it so it’s even across the entire top. I went into create, created a 18” circle, went to toolpaths and created a pocket path of .0550 Estimated time of completion is 67 minutes.
I opened carbide motion, inserted the #201 bit and brought it to the center of the circle and re-set the zero for that position. I then ran the file, turned on the spindle and when it began it shot off to the very back to begin pocketing away from the circle. What am I doing wrong?
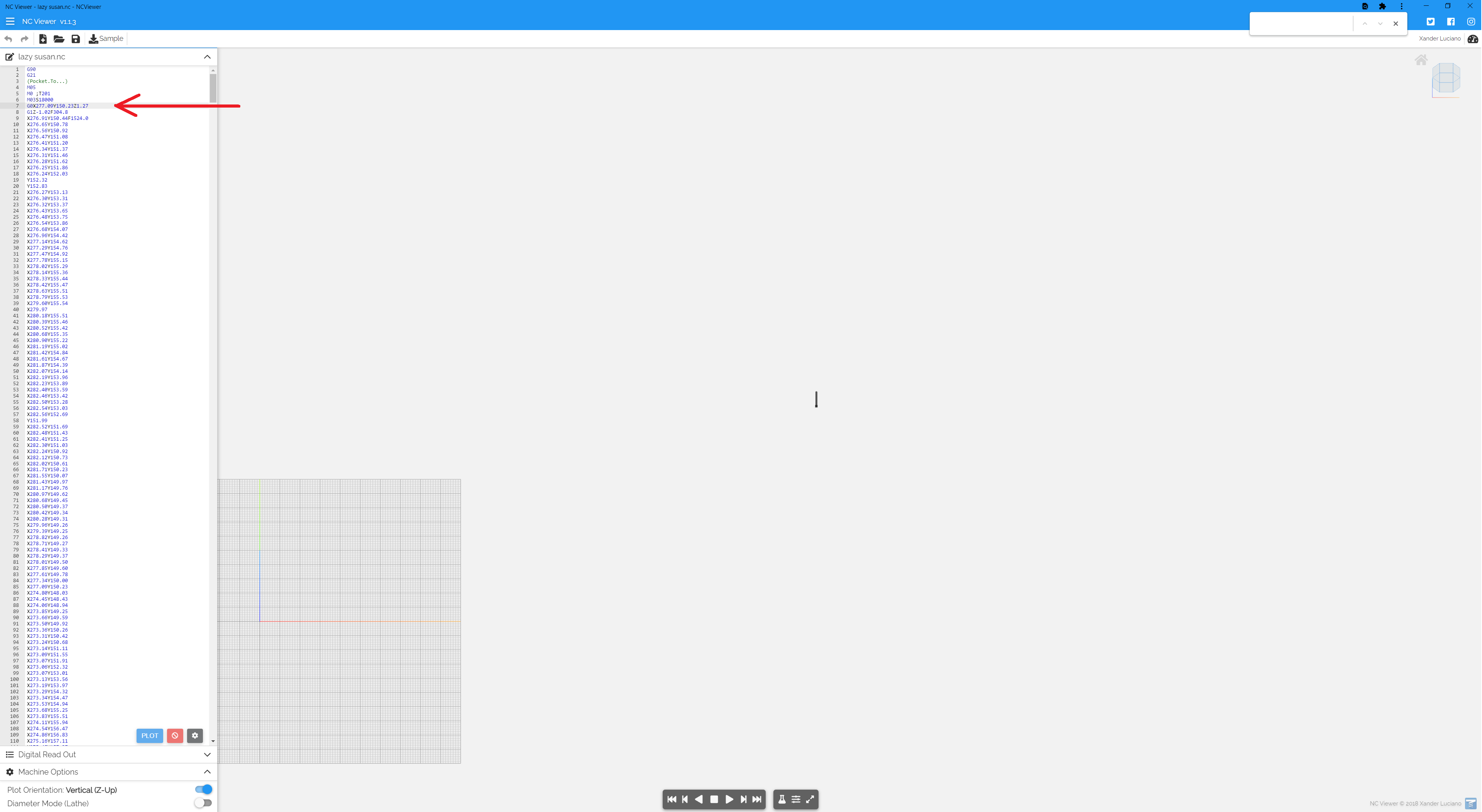
@acwoodworks Will will likely help you out with the .c2d file however I did take a look at your GCode file in NCViewer and on line 7 you’ll see that the machine is sent to G0X277.09Y150.23Z1.27 which if your .c2d file the origin was the center of your workpiece this would have been G0X0.00Y0.00 instead. So my best guess is what Will mentioned about your origin maybe not set correct in Carbide Create.
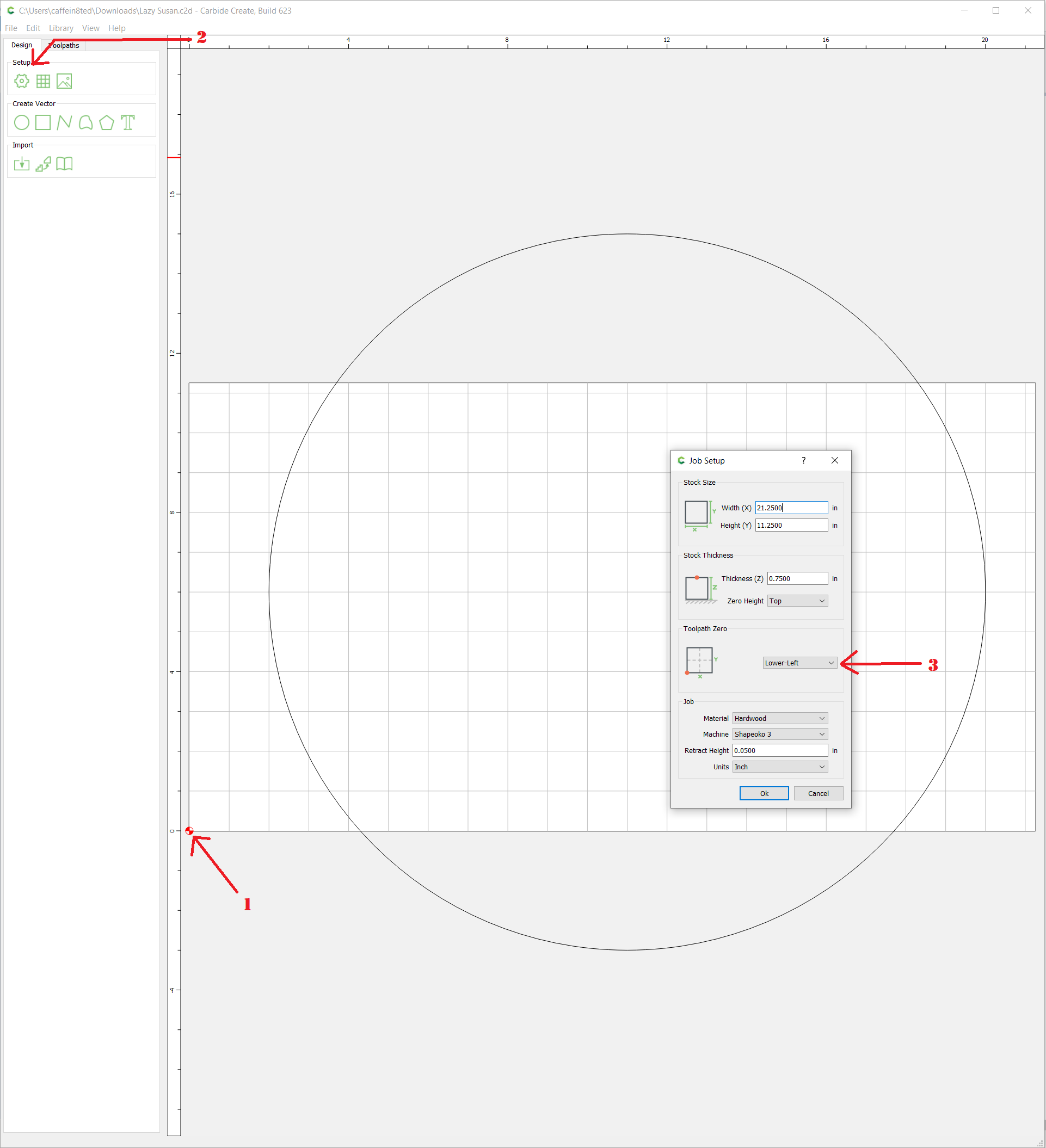
1 - This is the location of your origin and you’ll notice it is not in the center of the circle where you set zero on the machine
2 - Need to go here to edit your “Job Setup”
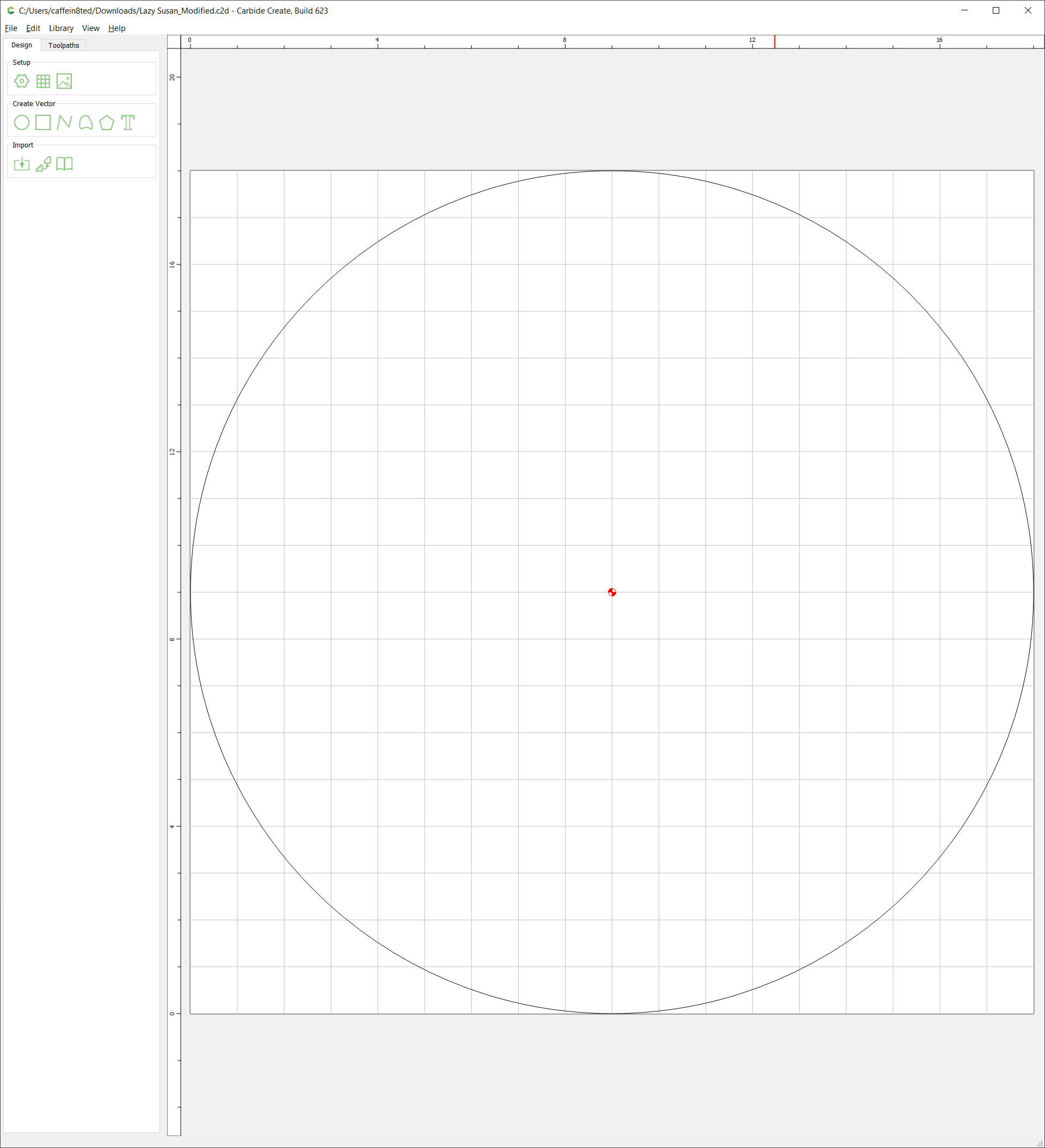
3 - If you change the “Lower-Left” to “Center” this will match with where you want to zero X,Y,Z on the machine.
Just note though if your circle is not perfectly centered in Carbide Create and the Diameter of the circle is the exact same size as your project then you may not surface the entire piece when you run the job. Same goes for the other direction.
EDIT: In the “Job Setup” in Carbide Create you may want to adjust the stock size (Width X) and (Height Y) to be the diameter of your project which will make it much easier to center the circle.