It…really depends on what you are milling and whether optimizing machining time is paramount for you, e.g when you use your machine for production of parts for a business.
At one end of the scale there is “mostly milling wood as a hobbist” (=me), and you really don’t need fancy calculators then.
At the other end of the scale there is “producing batches of aluminium parts as a business, with tight tolerances”, and then it becomes less obvious how to optimize the feeds and speeds aggressively while still having control on tool wear, deflection, etc…
If you have Excel for Mac, you could start with the community versions we have:
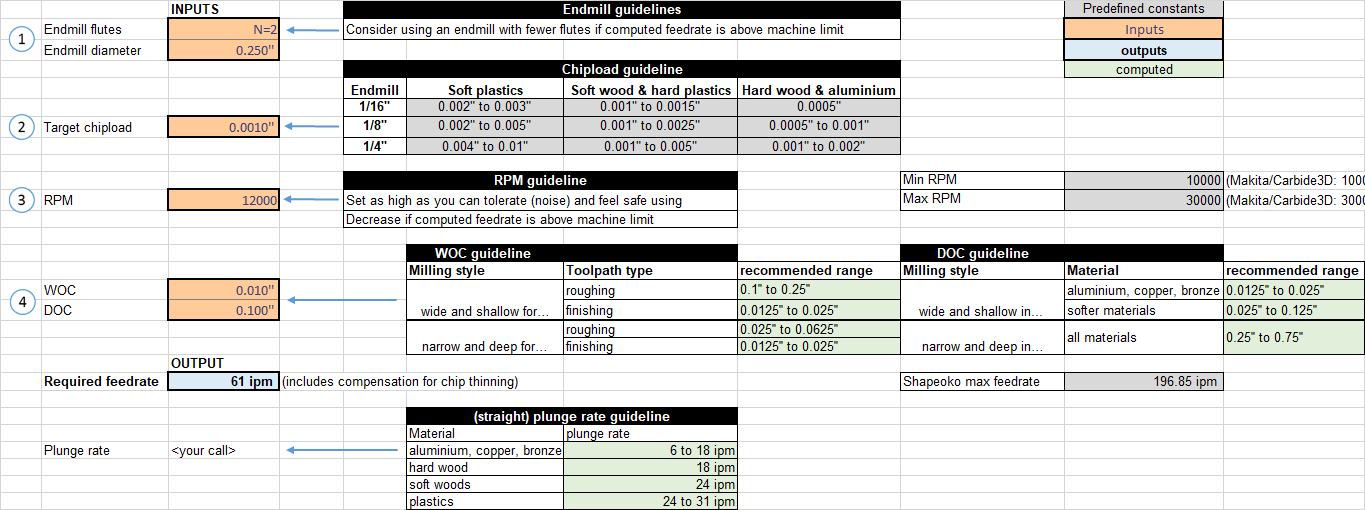
- I linked my very basic calculator in the ebook here.
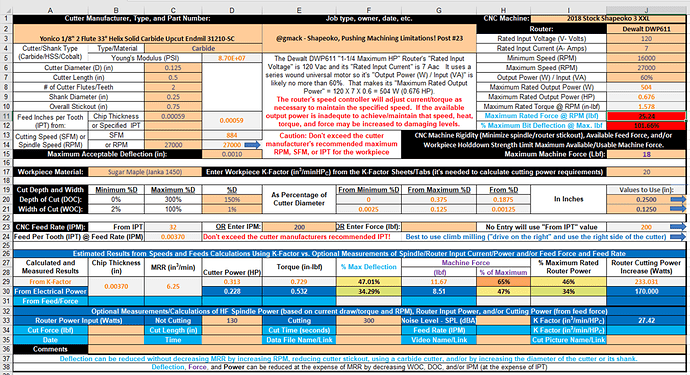
- then once you need to better understand and control the available power/torque, and machine/tool deflection, @gmack’s latest and greatest advanced SFPF calculator is invaluable
-
GWizard: you will fnd a good number of threads here where folks shared their views. I bought it early on 3-4 years ago, used it a couple of times, and failed to understand how to deal with the seemingly incoherent results it was giving me, never used it again, but of course YMMV and I think the consensus here is that it may be more useful on much larger machines, than on Shapeokos and Nomad.
-
HSMAvisor: only heard good things about it, but I never used it.
On a Nomad, I would think you don’t really need (or could justify the cost of) a paid calculator anyway?