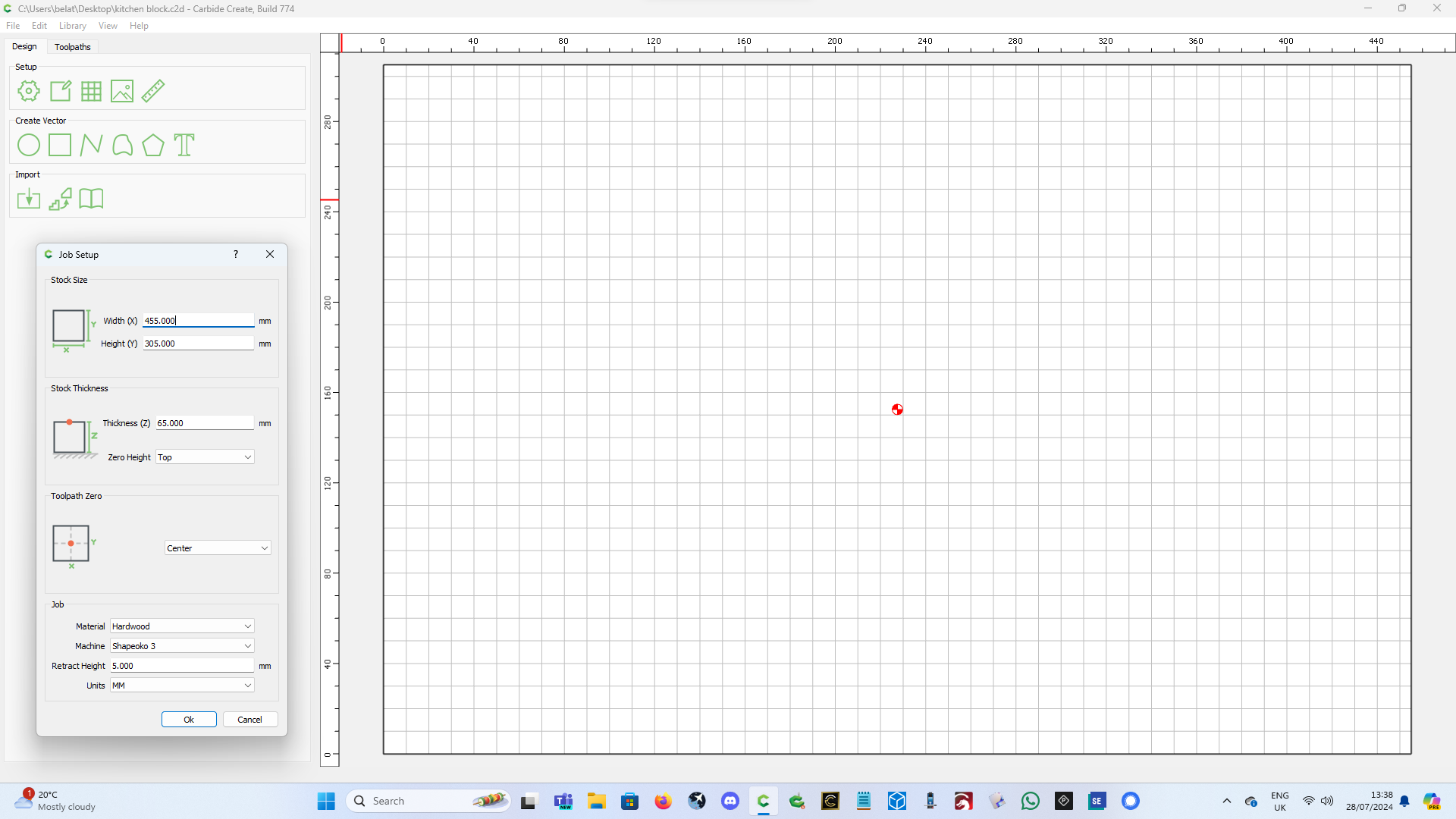
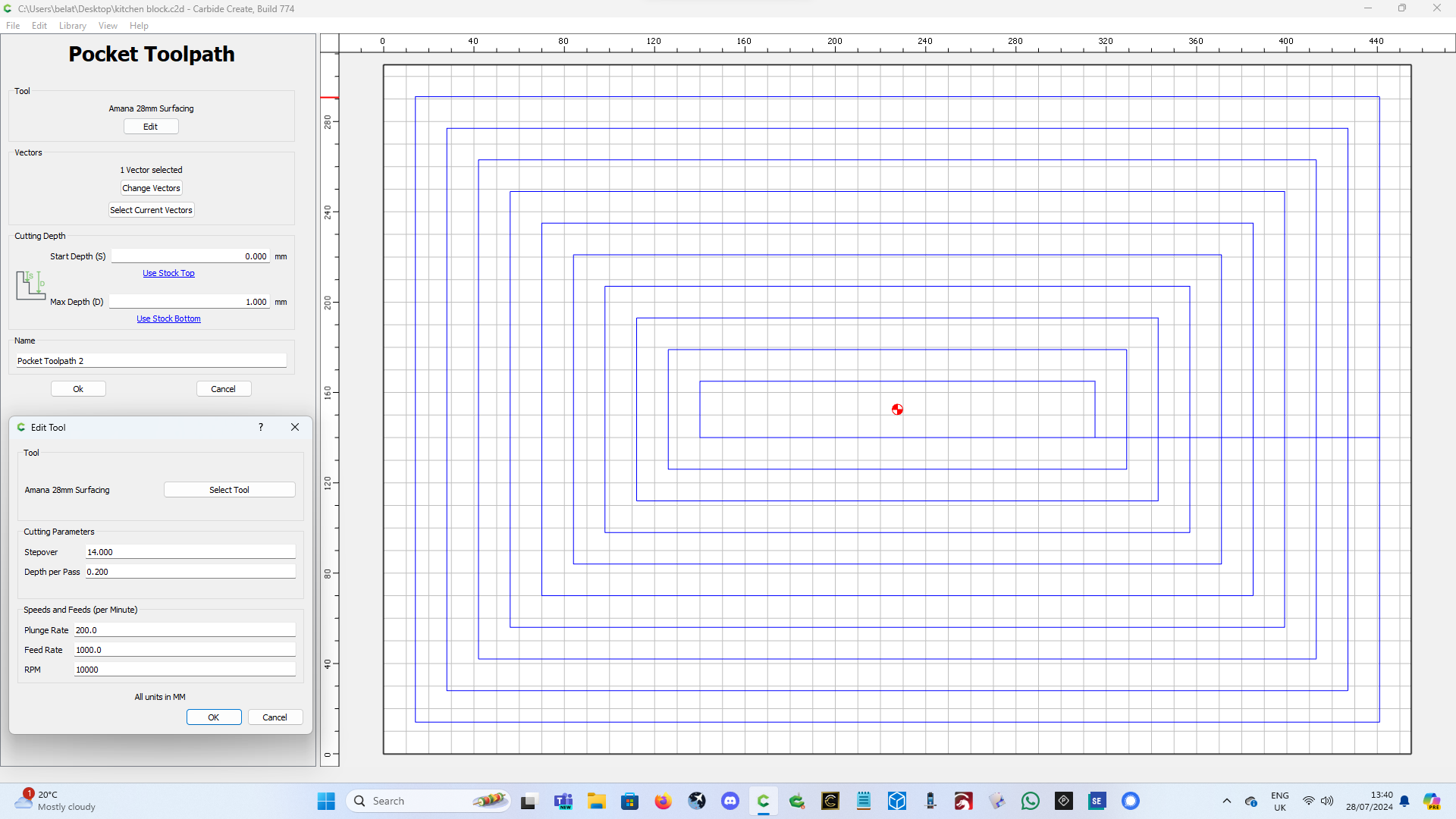
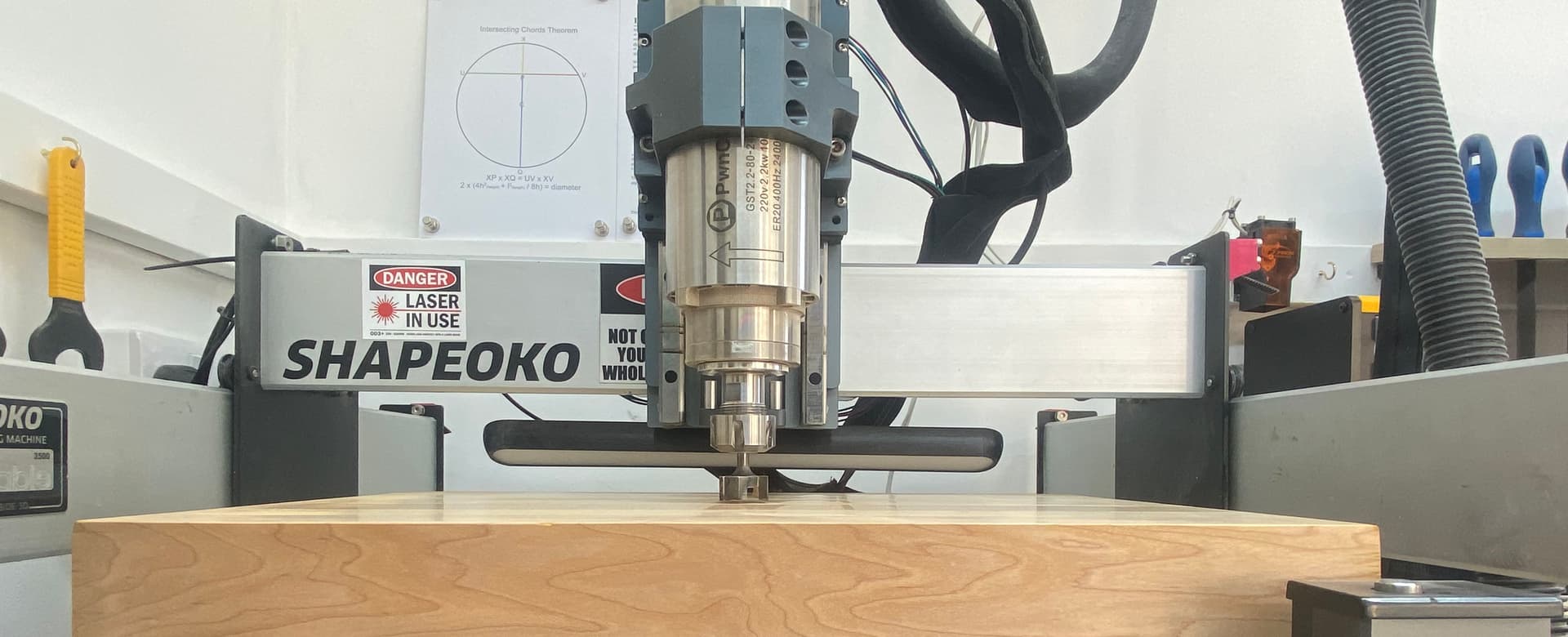
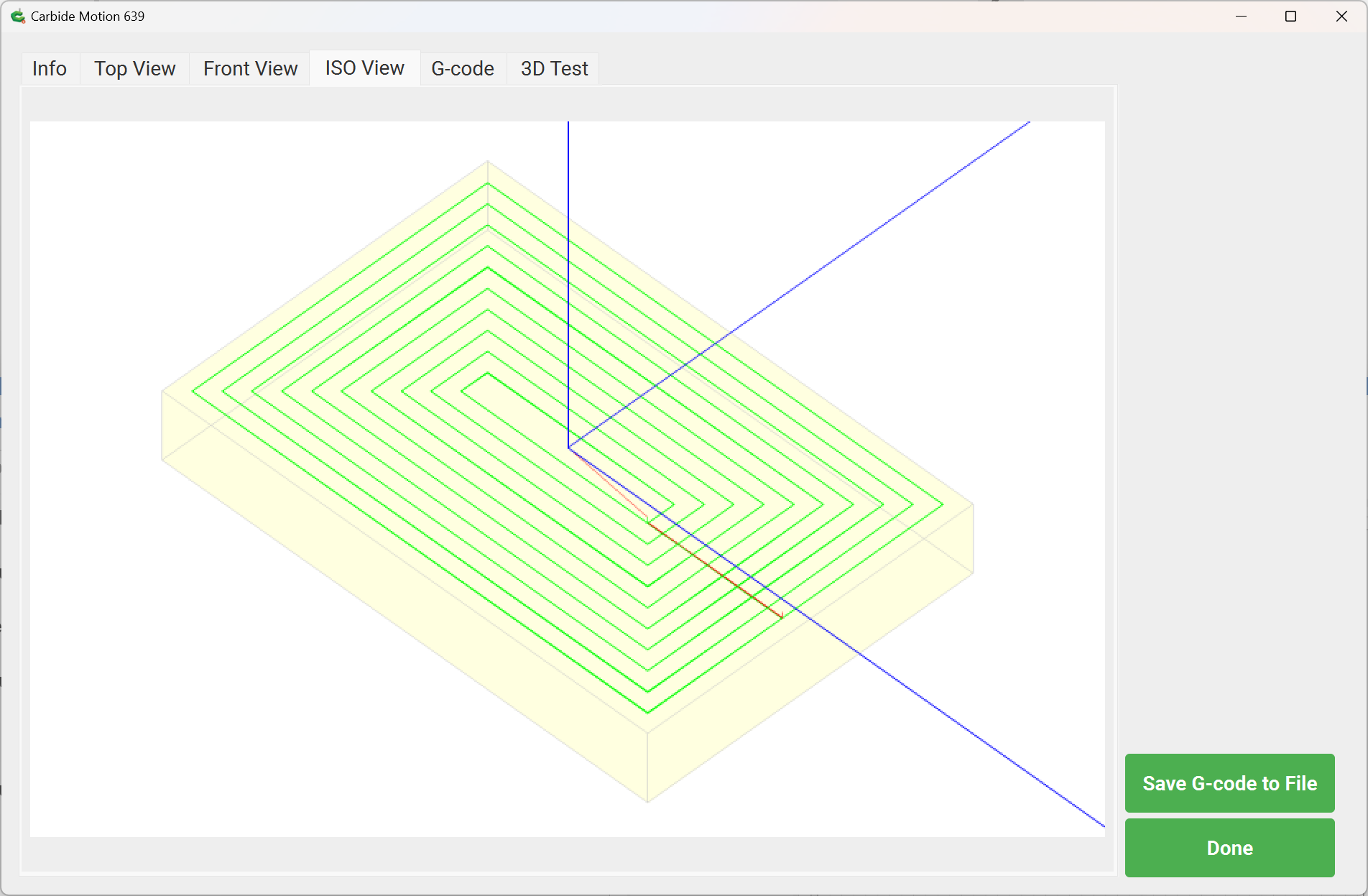
I have owned a hard Canadian maple chopping board for the last 40 years. I periodically sand and re-oil the board to improve its appearance. It is sized 405mm x 305mm x 65mm and it fits onto my standard sized SO3 so I had wanted to resurface it using my Amana 28mm 3 flute surfacing cutter.
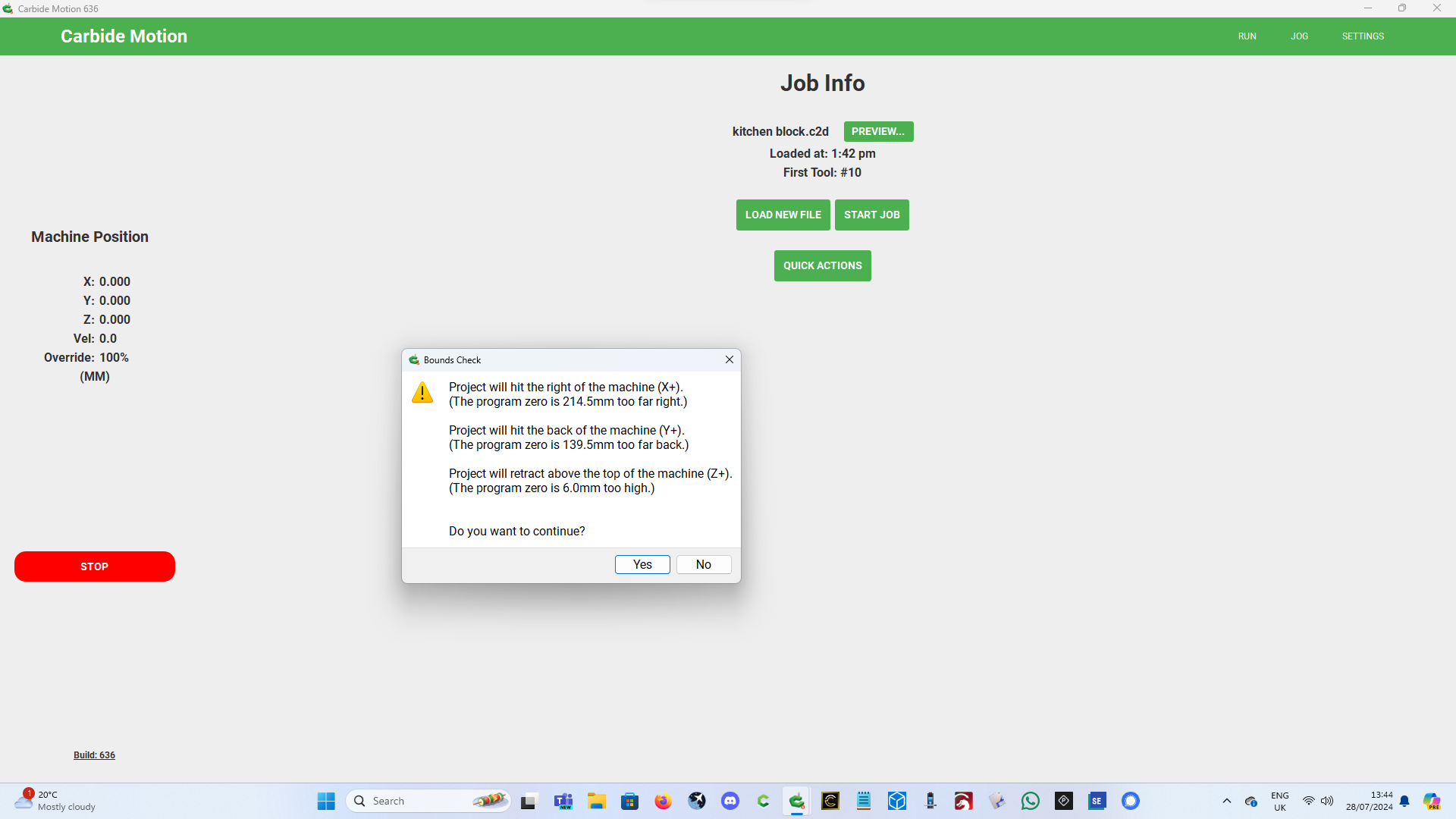
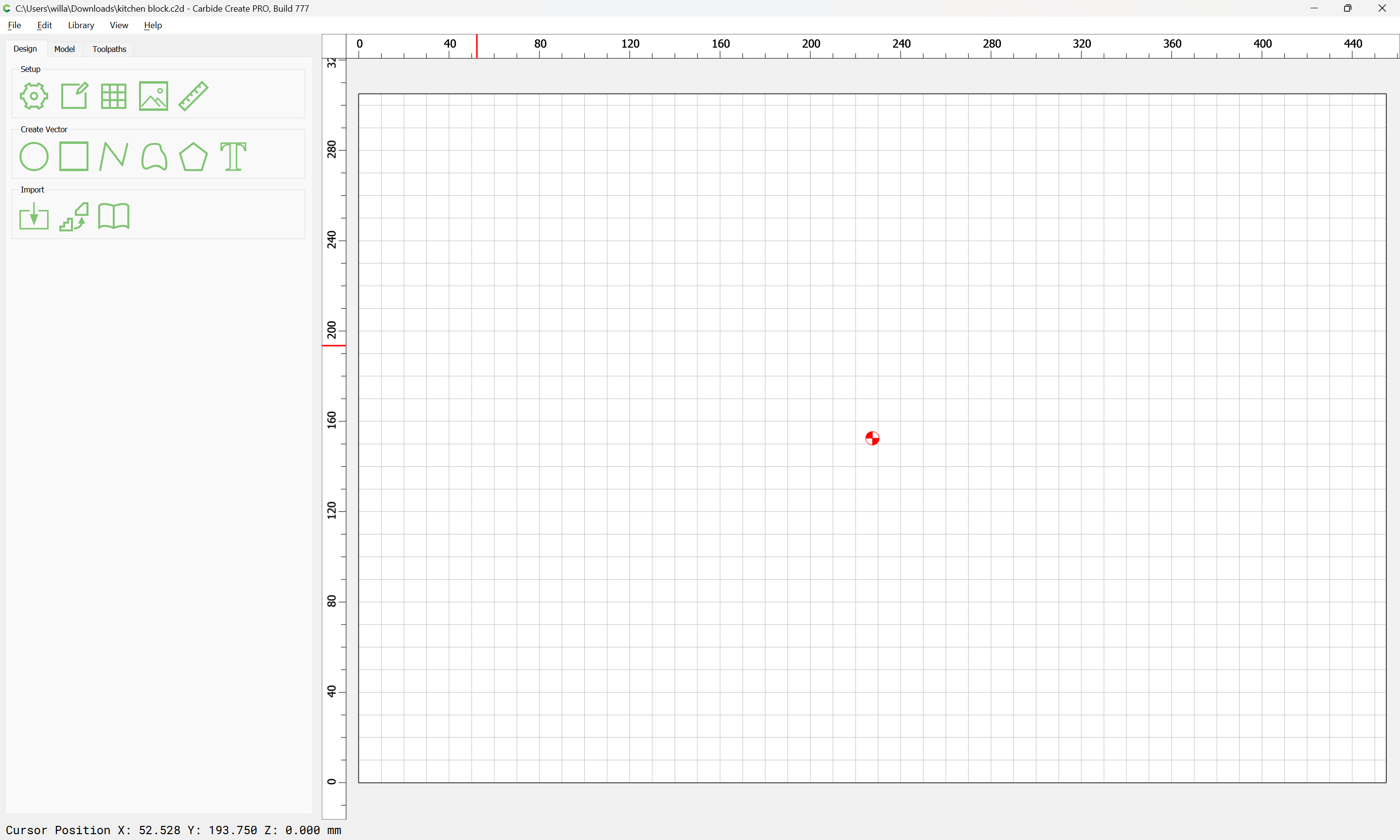
I set the job up in Carbide Create and when loading it into Carbide Motion, I received error messages for the job being outside the limits of all three axes. As I was careful to ensure that it would fit onto my baseboard and checked the extent of the movement available for X,Y and Z directions, I was surprised by the warnings.
I drew the same object in Carveco Maker and used the identical dimensions. I then sent the .nc file to my SO3 using gSender. The objective was achieved with no warnings and no hardware crashing into any other hardware. Is there an explanation for this anomalous behaviour? I would still like to use Carbide Motion and Carbide Create and would like to know how to use Carbide’s software to do the same job on my SO3 as I have done with gSender and Carveco Maker.
It reminds me to ask if there is a way to get Carbide Create to flag up the issue before sending it to Carbide Motion, which flagged the issue on loading the Carbide Create file. Any assistance or explanations would be very much appreciated. Thank you.
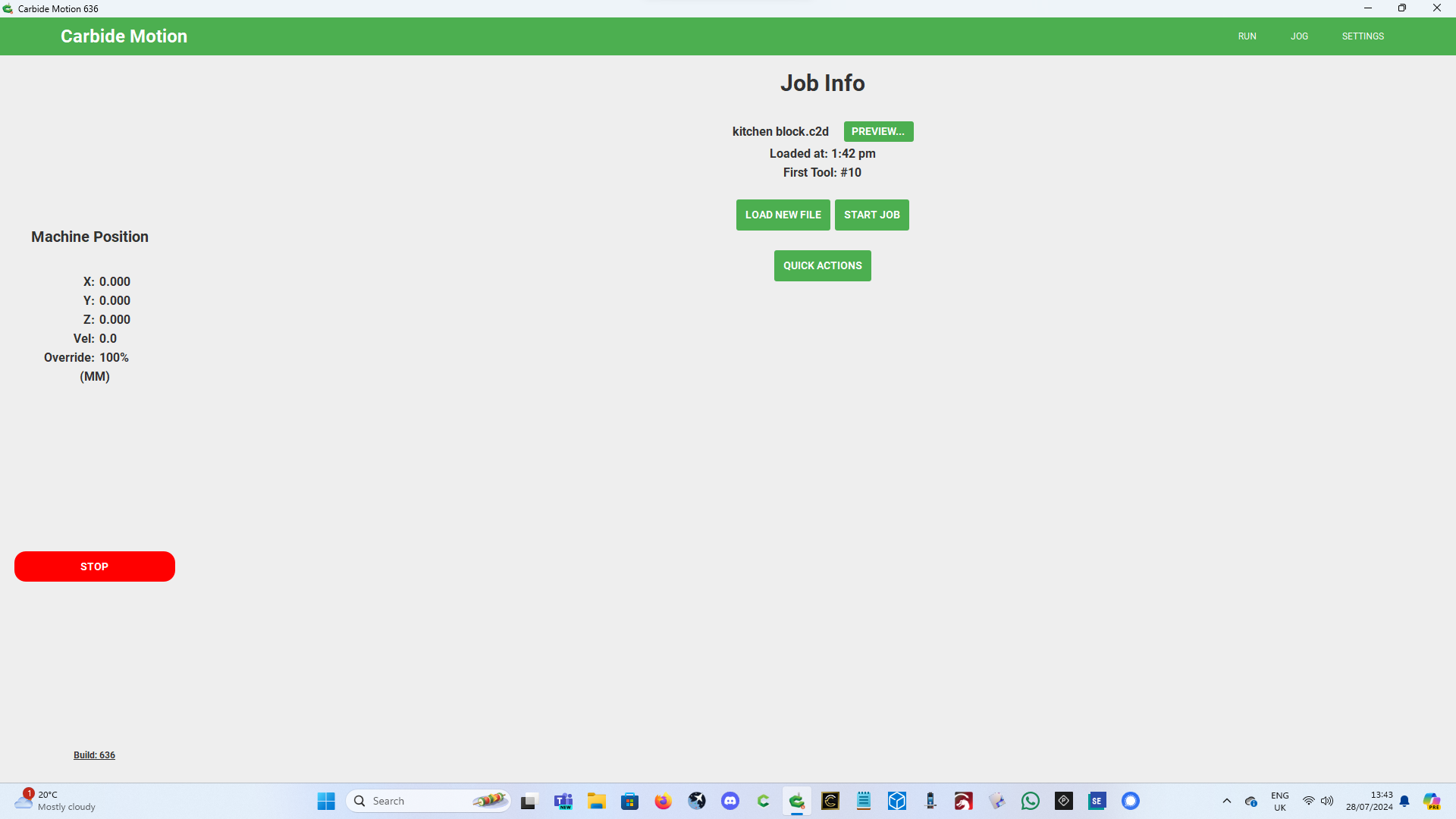
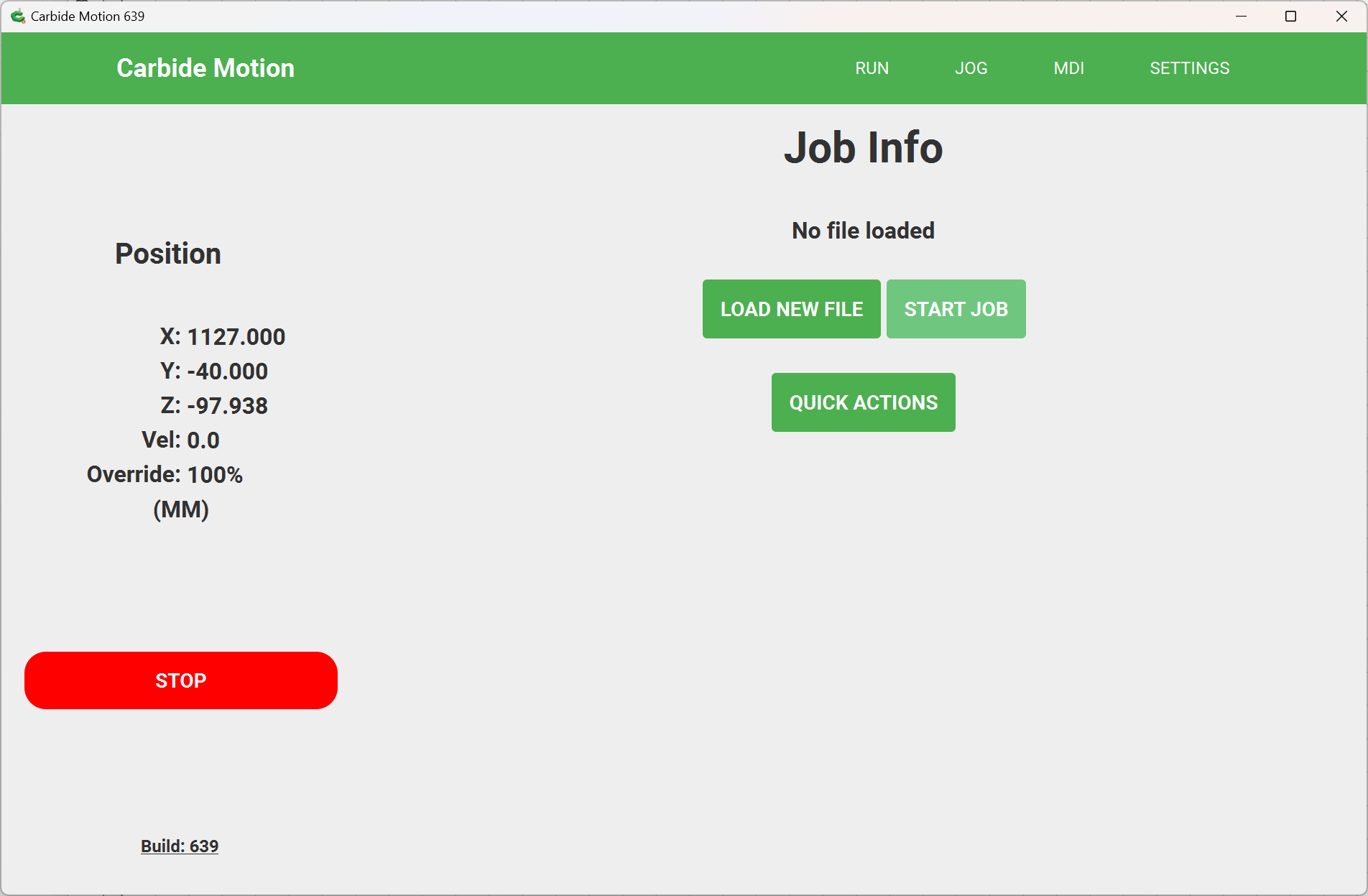
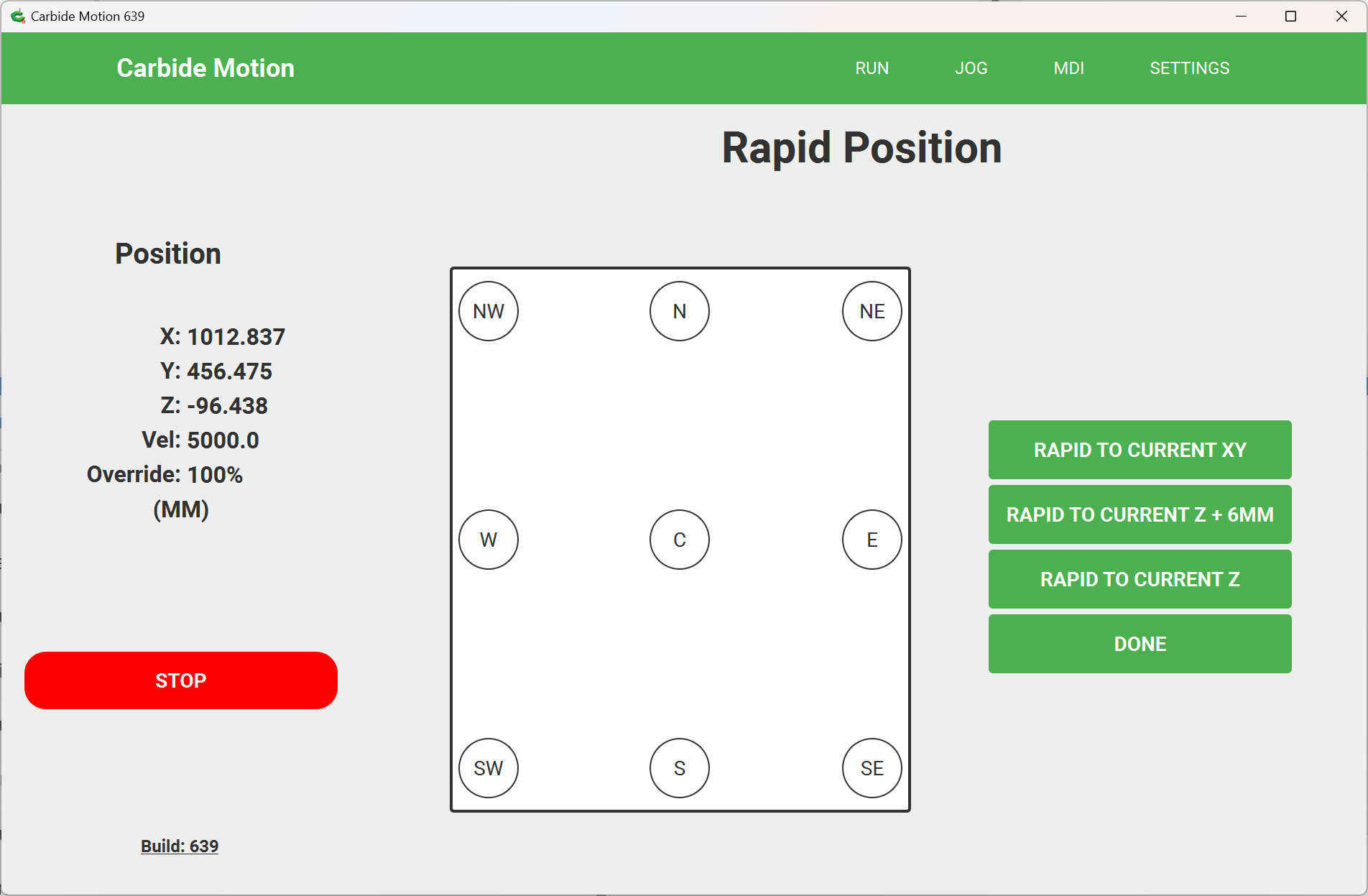
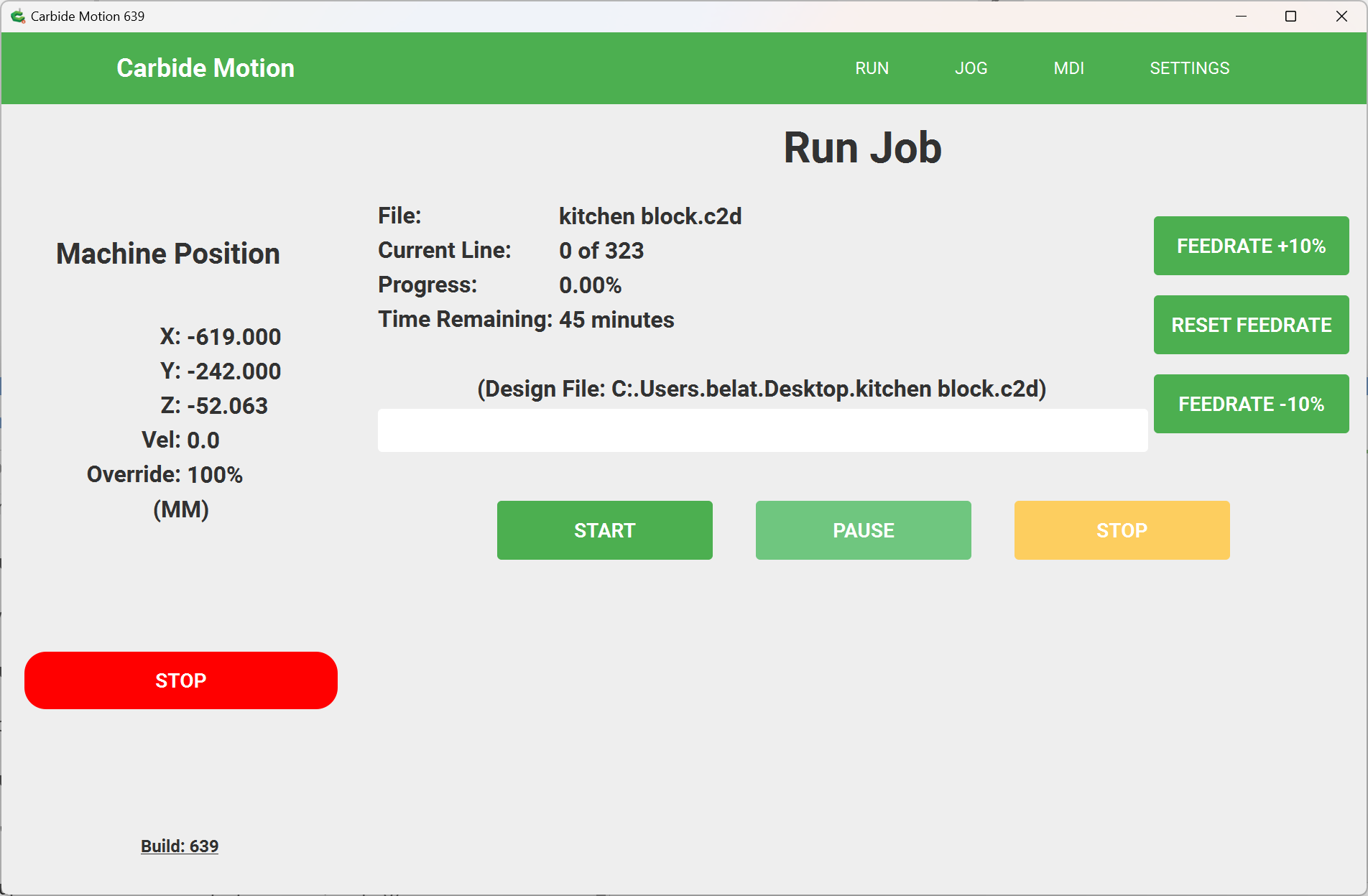
Upload a .c2d file and post a photo showing an attempt at cutting clamped in place on the machine with the machine at the origin (or a specified offset) and also post a screengrab of Carbide Motion showing the “Machine Position” (click on the “Position” link to toggle this).
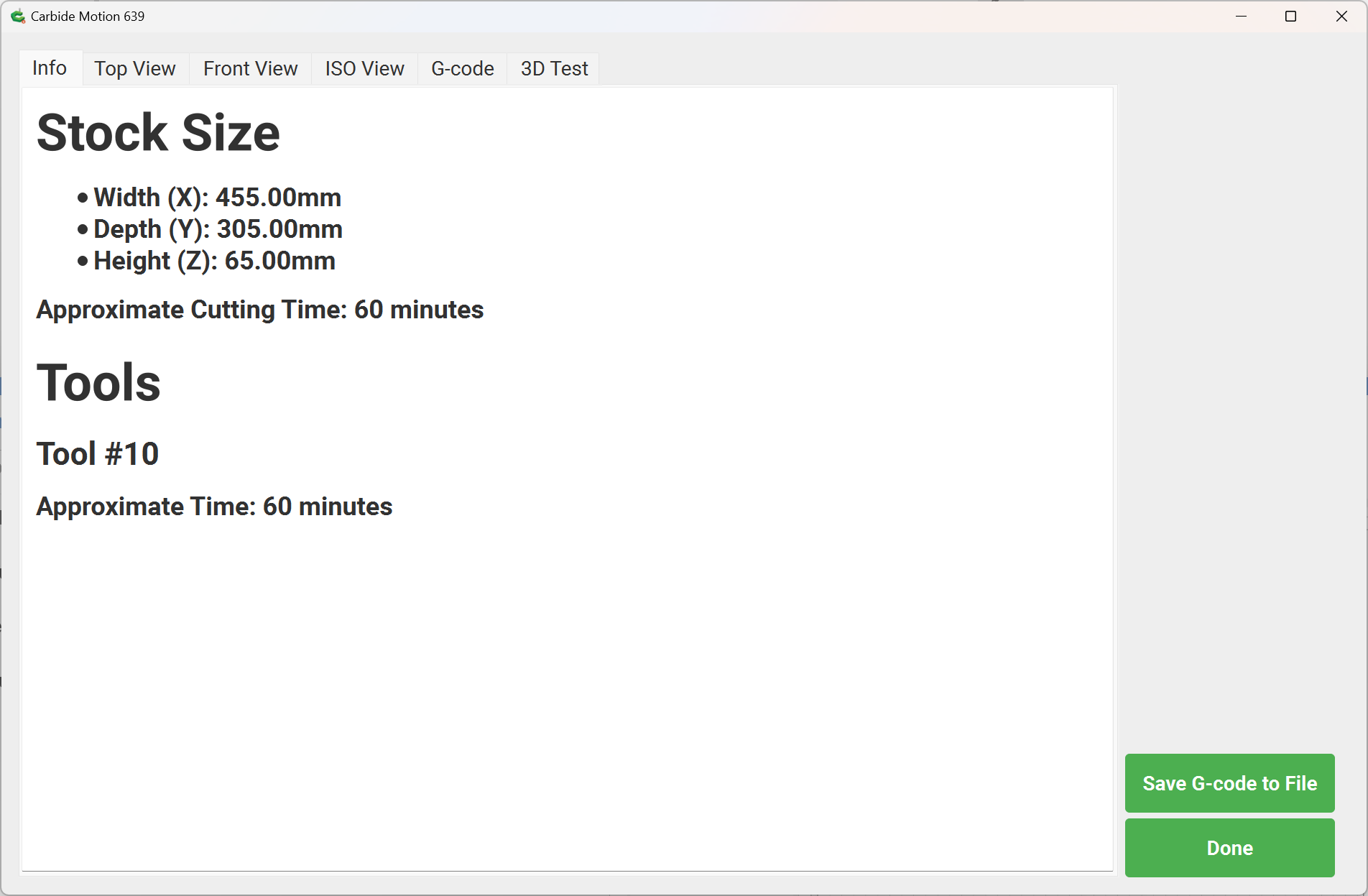
Otherwise… I am at a complete loss as to how to understand the error messages from the bounds check. This is the very first time I have seen this error. I usually use the centre of the workpiece as my origin point and the bounds check error message warned me that the program 0 position for the Z axis was 6.0mm too high. FYI, my spindle gives me a working space height of 135mm from collet nut to the baseboard.
The error for program 0 for the X axis was supposedly 214.5mm too far to the right. For the Y axis the program 0 was 139.5mm too far back. My dimension of 455 x 305 fitted just inside the centre line of the 80mm spindle on my standard sized Shapeoko 3.
Despite the error messages, Carveco Maker had no difficulty with creating the toolpath for the 28mm Amana 3 flute surfacing cutter and then generating the appropriate .nc file. The sender I used was gSender and that did not provided any error messages and had no difficulty with carving the file. There were no errors when carving and no hardware crashes.Thank you for taking a look at this issue.
EDIT: to add pictures showing cutter position just prior to error messages. As the workpiece is now complete, I did not want to put the cutter directly onto the surface which is finished to 3000 grit and I coated it with a beeswax creme.
Hey Jeff…maybe what I learned in this discussion will help you? I wanted to gain access to areas that were reachable, but CM wasn’t allowing them to be reached. Sounds like the same issue you’re facing?
Thanks for the heads up Gary. That was an interesting diversion. I had not experienced such an issue before and I am reluctant to mess with the software. I believe what you discussed with @Tod1d is almost certainly the answer. Do not forget that I am having great success using gSender and Carveco Maker and the same machining methods. I am working on the principle that if it ain’t broke then don’t fix it.
Whether the issue lies with CC or CM, I am not going to go and change settings that have worked up until now and worked as I expected. Maybe I don’t understand but this stuff actually worked for me just last week! I need software that can perform according to expectations without throwing up glitches I have insufficient knowledge to fix.
I recently tried a lot of new to me software so that I can undertake my own 3D modelling. The choice is very wide and I have settled on Plasticity for natural artistic drawing and Siemens Solid Edge for parametric modelling based upon Parasolid.
So far both pieces of software just work ~ leastways according to my understanding and my expectations. I really dislike feeling as if I am doing something wrong and stupid because I have failed to understand some vital piece of information. This issue with CC and CM was not experienced by me in the past four years. I have used both pieces of software and I have not changed my methods or added anything recently. Oh well…
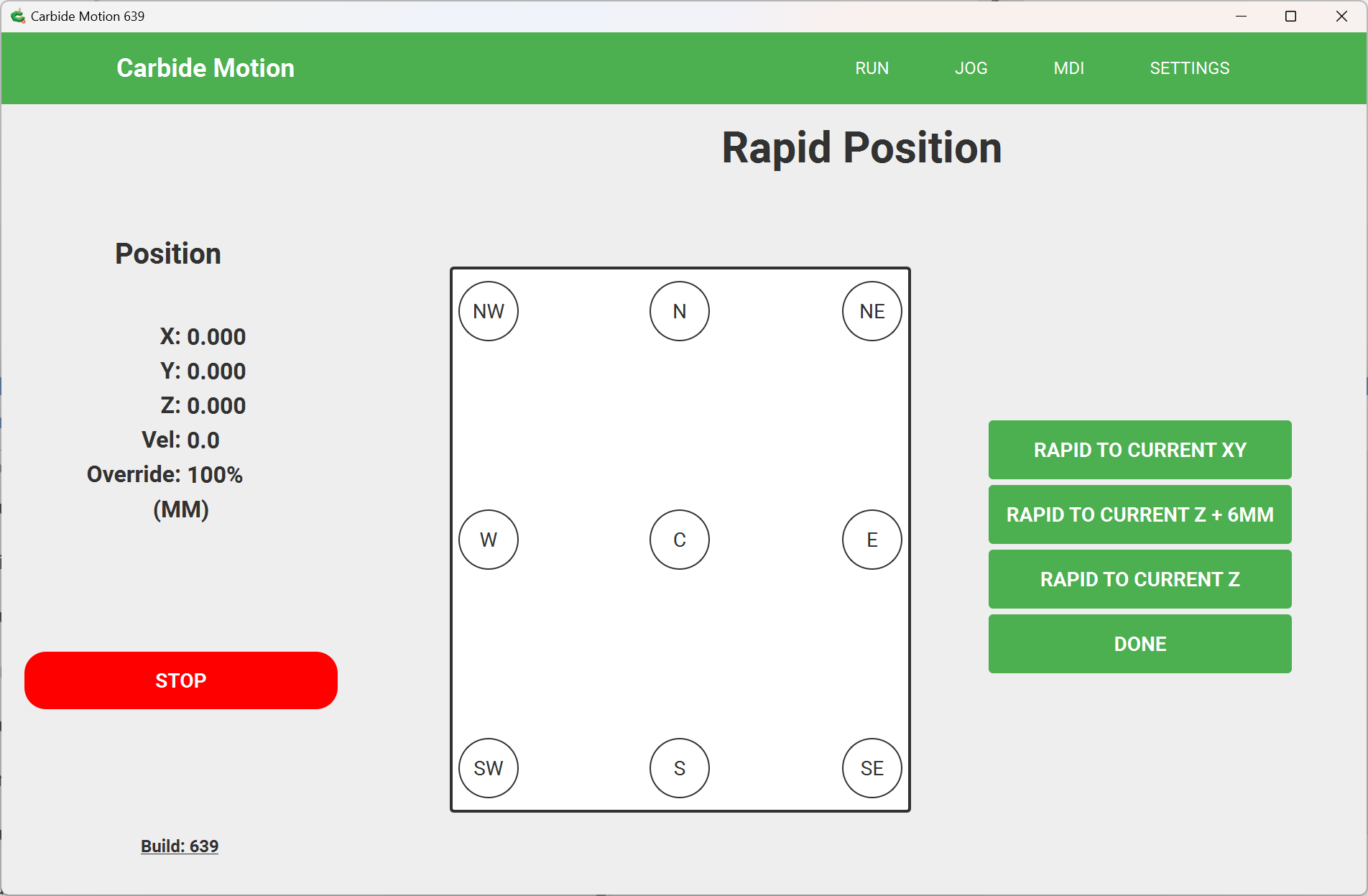
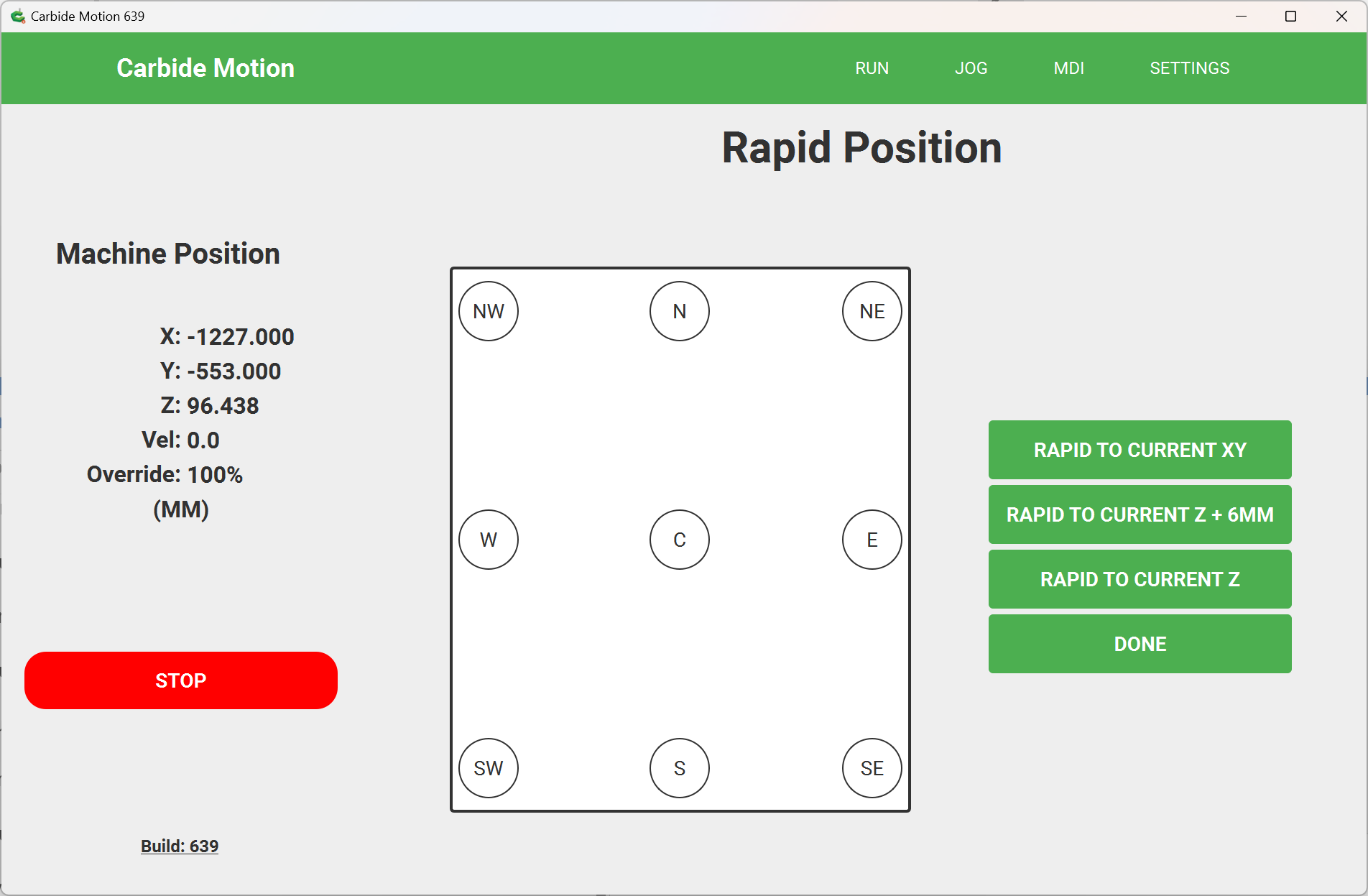
The Machine Position you are showing seems to be at the machine origin showing 0 for all three axes — what is the Machine Position when at the specified zero relative to the stock?
Thanks @WillAdams. Please clarify this request for me. I thought the machine position origin had to be zero relative to the stock. I am not using bit setter or bit zero. Are you saying the machine position displayed is actually the variable work position (in which case it will show zero for all axes???) and there is an absolute machine position that knows where the Z axis carriage is at any given time? I suppose that this would be a calculated value from the home position.
When you run the machine setup in Carbide Motion the jogging boundary is setup. That boundary is not the maximum cutting area but is close. In the past the SuckIt dust boot was popular but had ears that stuck out past the edge of the Z so C3D compensated for that so you did not crash the Z into the side rails of your Shapeoko.
During jogging through CM the machine will stop at the boundaries set up by CM. Other gcode senders do not necessarily set up the arbitrary boundaries that CM does.
What ever boundary CM sets up you can cut a project with more dimension and CM will try to cut until you physically hits the mechanical stops. So jogging is limited but cutting gcode is not limited. However because of the boundary setup by CM when you load and preview a job those boundaries are checked and will warn you if you exceed the boundary. That does not mean you cannot cut beyond those boundaries but you could have issues hitting the physical limits of your machine.
So you can edit the json file that CM reads to set the boundary and make your jogging range slightly bigger.
No, it is not doing that. I could not find a previous position because even though it is my practice to use the numbers to find a previous machine position, the numbers are resolutely staying at zero. I thought I needed to update Carbide motion from 636 so did that and obtained 640. Still all zeroes at machine position regardless of where I start (stock zero). Another thing is the fast setting on the jog is rather intermittent and then does not work or it only works in two directions.
To make sure that I do not have any loose connections, I connected to gSender and everything works as it should. No glitches whatsoever. Traversal in one of 18 directions in the increments entered or continuously. I thank you for the article on positioning but it does not appear to be something I can fix. Because gSender works as expected and it does what I want, I will use it for the time being.
I want to avoid that for now because everything has worked fine for four years. Making that adjustment may help CC/CM but I have other software that works well at this time. I don’t know enough to be able to avoid messing up the whole show.
Thanks @WillAdams. I see this and the difference between what I have and what you have done is that I have no numerical readout for X,Y or Z regardless of whether I look at the numerical parameters for Position or Machine Position.
If I had any numerical readout information, I could then follow your example. When I use gSender to home the Z axis, I get the standard noises that I was used to with any Carbide Motion startup sequence. gSender alos shows me -3.00mm for each axis so I know it is behaving correctly after I tell it to home the Z carriage.
Given that gSender is reporting numerical information correctly, I don’t know how to ensure that Carbide Motion reports its positions (both relative and machine position) numerically. Is there a software switch that I have inadvertently turnd off?