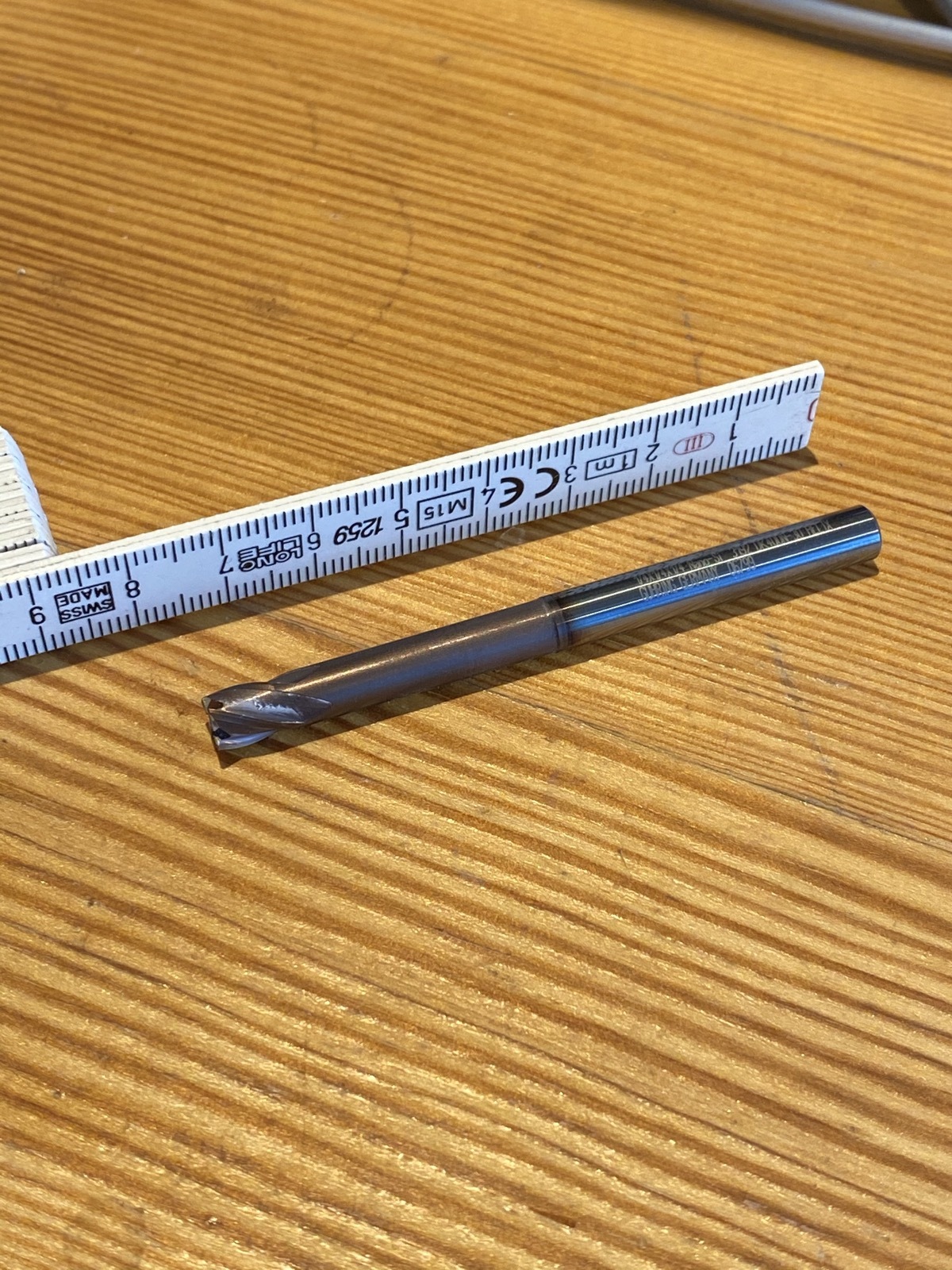
The model is 50mm high and I wanted to mill it all in one pass so I got a 1/4" long reach cutter, and it all (stock height + retracted cutter) just barely fit the Nomad.
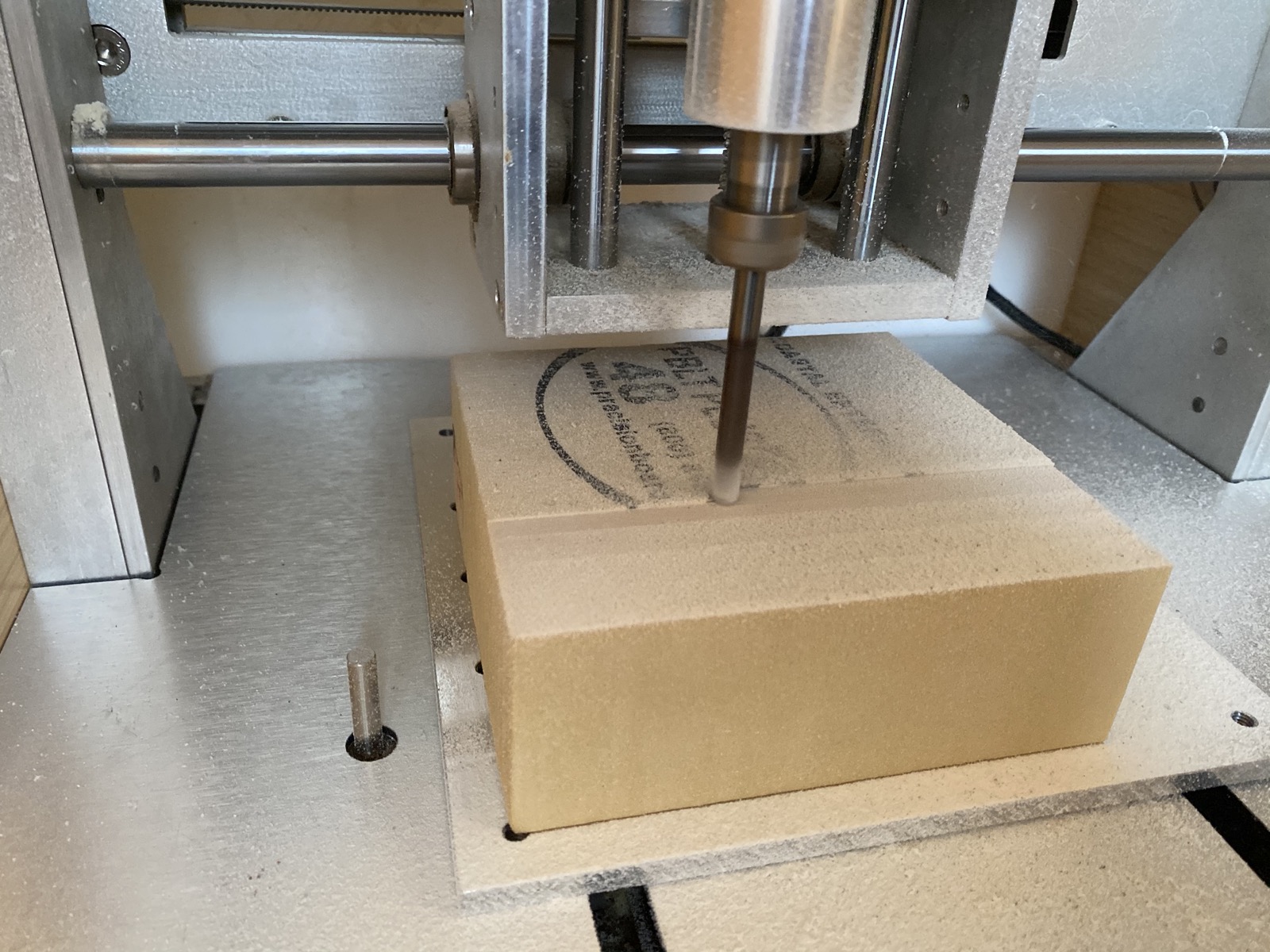
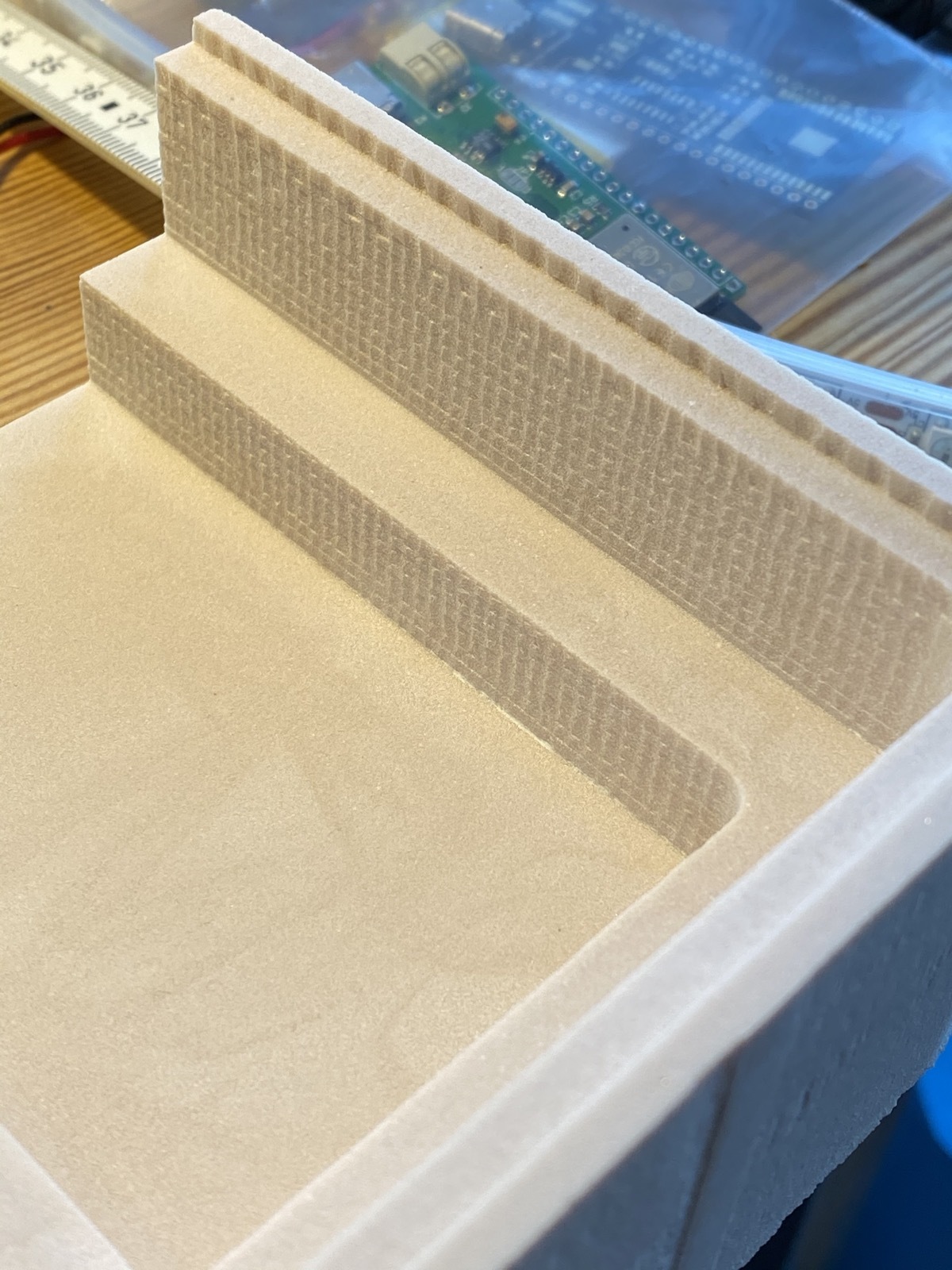
I got extremely good surface finish on the horizontal surfaces, but very bad finish on almost all walls, see photos. Does the pattern hint at what parameters are off? Any feed/speed/cutter tips in general for Renshape-type material?
This is with Fusion 360 CAM, the outside is a contour and the inside cavity was with Fusion’s adaptive clearing strategy.
Thanks again Will, I’ll try roughing clearance + finishing pass. Yes that is a stub end mill, it’s this one: https://www.mcmaster.com/8899a22. I selected this somewhat randomly, I was struggling to find a cutter that was long enough and this is one option I found. The flute is not very long.
Looks like the shank was probably rubbing on the walls. Despite the seeming similarities this has to grinding or polishing, somehow the shank rarely has the same effect on the part.
Cutter flute length the length of the feature is definitely one way to skin the cat or another option is use a tool with a relieved shank.
Unfortunately, some days you have neither one of these options. The s-crappy solution is model in the world’s smallest draft angle on the vertical wall which will get you the shank clearance you need. Doesn’t need to be much, fractions of a degree might do it for you.
Looking at the photos again, there is evidence this is NOT shank rubbing as well. E.g. in the second photo, on those inner wall steps, there is the waved surface finish where it would be impossible for the shank to rub. Second possibility is you are forcing dust/chips into the wall from the slotting tool path. The way to test this is do what you are doing but leave stock on the walls and then do a finishing path for everything.
(Ignoring the interesting PCBs in the background!) No Renshape expert here but usually softer materials finish better with conventional milling instead of climb milling - believe Fusion tends to default to either climb or both which might be a factor here. Check the selections in each toolpath.
That’s an interesting hint, I’ll do some climb/conventional comparisons. I did run the inside cavity pass shown in the photos in conventional direction. The contour on the outside was climb. The reason I tried the inside pass as conventional was that I seemed to get a lot of noise/vibration the other direction and I wanted to see if it gets better.
In the end it didn’t seem to matter and I got the bad finish both on the outside and the inside. I do notice that on the inside, there is one wall (out of the three) that looks very good.