Ok. Short demo piece. This wood is a chunk of furring lumber (lowest grade conifer) 1X2 nominal from the scrap bucket. It machines horribly, but demonstrates several things well.
The form is 7.5 and 15 degree slopes, roughed with a flat end, finished with a bull nose in the grain direction machining both directions.
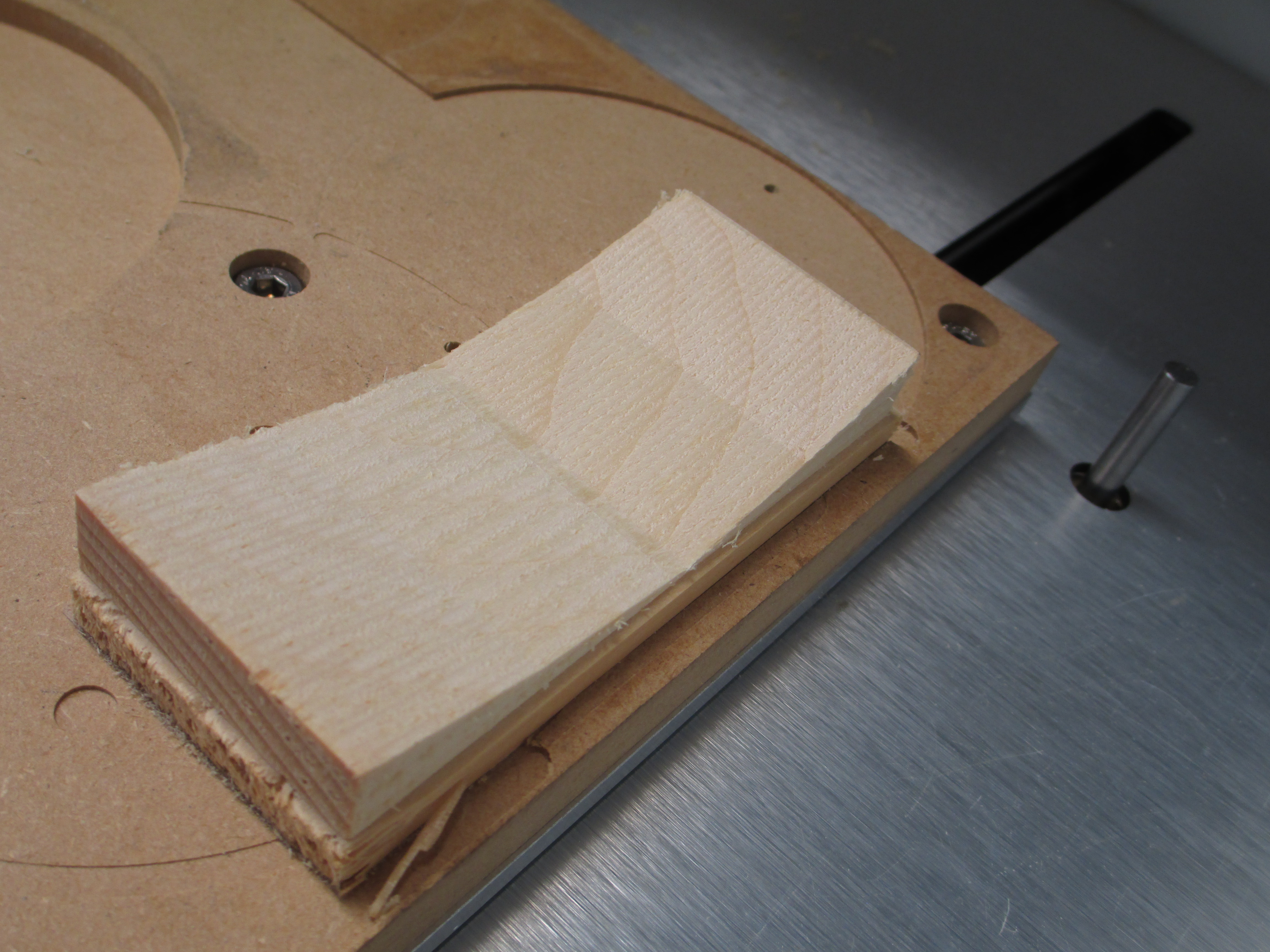
The finish tool is 3.175mm dia with a 0.3mm corner radius. It isn’t the sharpest tool. It has seen a lot of use, but the corner radius of the bull nose still improves the finish a LOT relative to a square end. The near side is at 1.6mm stepover, and the far side is 0.8mm. The far side is DEAD smooth to touch. The apparent texture is due to machining both directions opening the grain- it is lowest grade fir, after all.
The larger stepover end
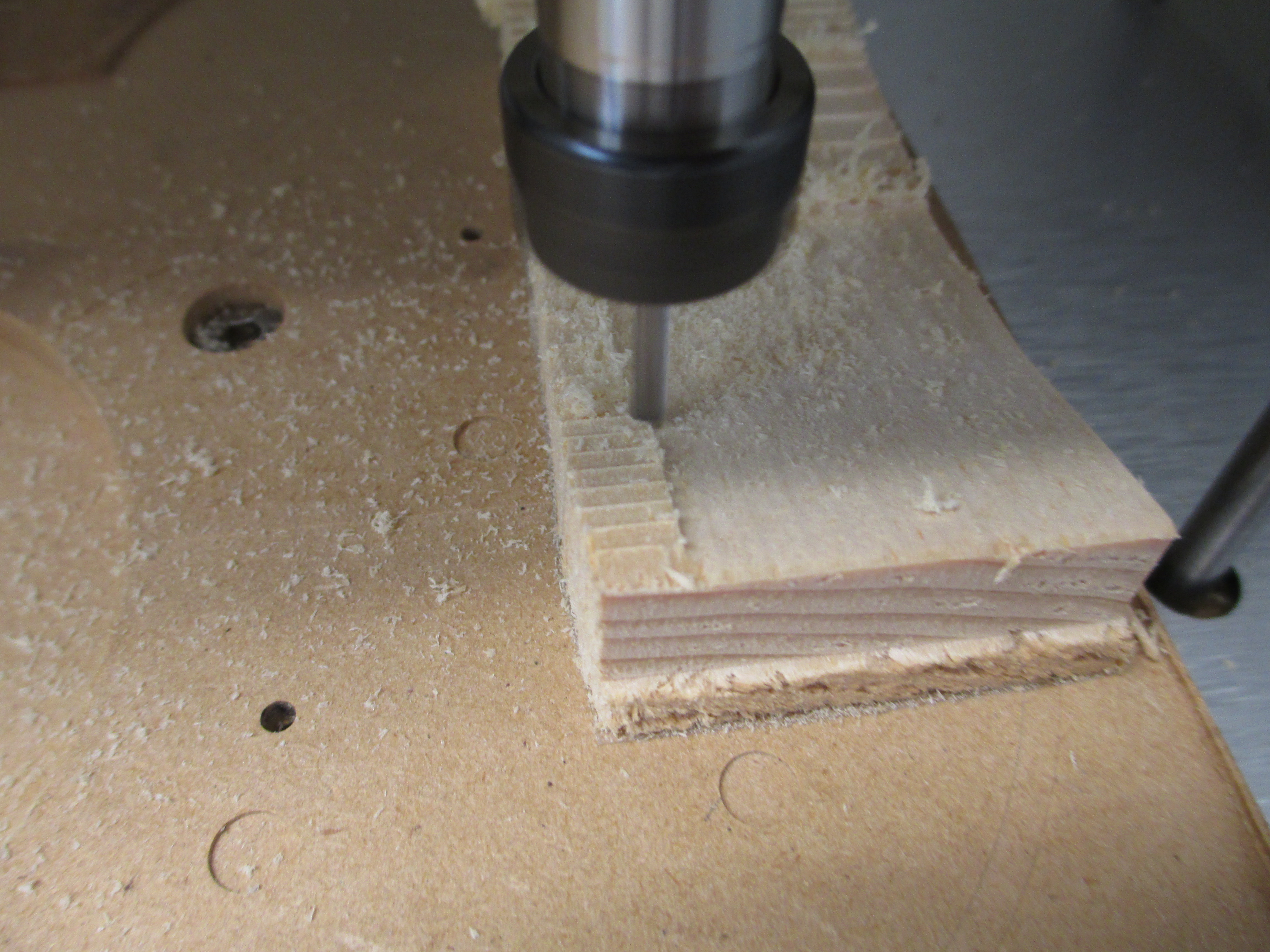
and a short vid of the machining:
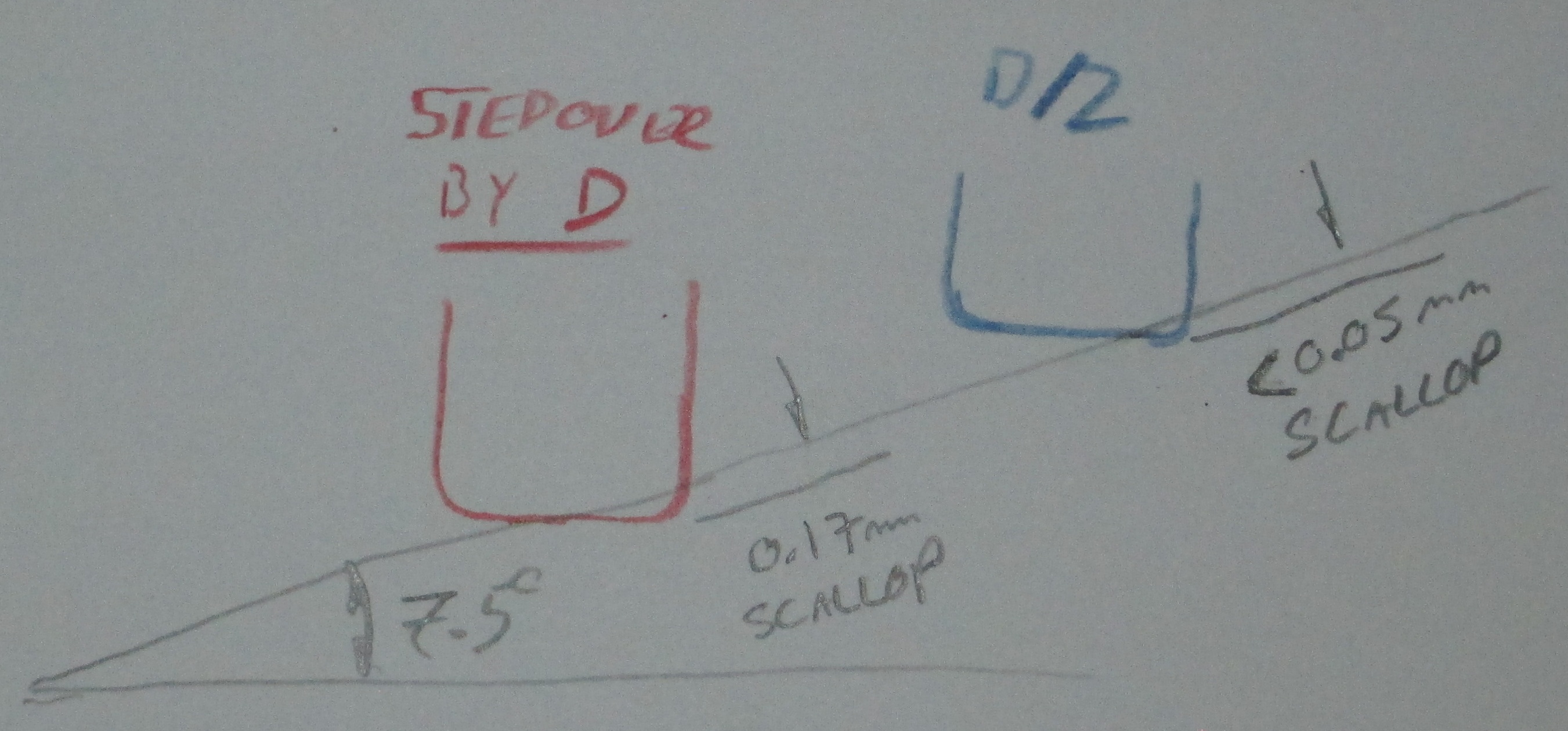
The key here is that by working up and down the slope with the bull nose (a square end will do it too, but the corners tend to leave more fingerprinting in the finish) is that the end of the tool presents as a much larger radius to the work surface than the tool radius. In this case, at 7.5deg slope, the tool end 2.575 effective diameter (the flat diameter is smaller than the tool by twice the corner radius, which I will refer to here as D, about 80% of the tool diameter for this tool) presents as an ellipse 2.575mm wide and 0.339mm deep. Stepover of the full end diameter, which is 80% of the tool diameter, will give scalloping 0.17mm deep (half of the effective ellipse minor diameter)
Dealing with the ellipse for partial stepover is easiest with calculus, and matching curvatures gives an actual equivalent diameter of just over 80mm for a stepover of D/2 (the radius of curvature for the ellipse will be 44.3mm at the greatest. For the D/2 stepover, the minimum radius of curvature for the engaged portion is about 39mm, so the net of this is an effective ball end diameter of about 80mm). The scalloping is less than 0.05mm deep, or about 0.002 inches. At D/4, the scalloping is about 1/4 of that.
The error due to the tool corner radius is in favour of the finish on steeper slopes (increases the effective diameter of the tool) so on the 15 degree portion, the scalloping is still only about 0.1mm for the larger stepover, and 0.025mm for the smaller.
If this was run cutting only one direction for the finish, it would look a lot better, since the tool load opening the grain would have been the same for each traversal, rather than in opposite directions. On a better wood, it probably wouldn’t show in any case
The point?
For a fixed stepover, use the largest effective diameter you can. If using a ball end, the larges one possible. For other tool geometries, select the machining strategy to give the largest effective diameter.
Smaller stepovers improve finish
When finishing shallow slopes, use a bull nose, or even a flat end, and finish passes should be in the direction of the slope, rather than across it. The shallower the slope, the larger the effective tool diameter (though stepover much larger than half of the tool end diameter begins to show that the cut is elliptical section). A ball end will have the same effective diameter as the tool diameter, always, no matter the direction (except vertical surface where they side cut). This makes computation easy for finishing surfaces, but requires small stepovers to reduce scalloping.
Edit: forgot this: direction matters in the surface finish-uphill vs downhill travel. Bidirectional WILL tattoo the surface
Bull nose tools are awesome.
Furring strip lumber is the lowest grade stuff you can get, and machines horribly. One-use form lumber is better.
If anyone catches mistakes here, let me know. I threw this together in less than an hour, timeshared with a very attention-seeking cat)