I needed an excuse to practice Fusion360, test my target chiploads in bamboo and HDPE, and test a few new endmills, so I made a tool holder, and thought I would share.
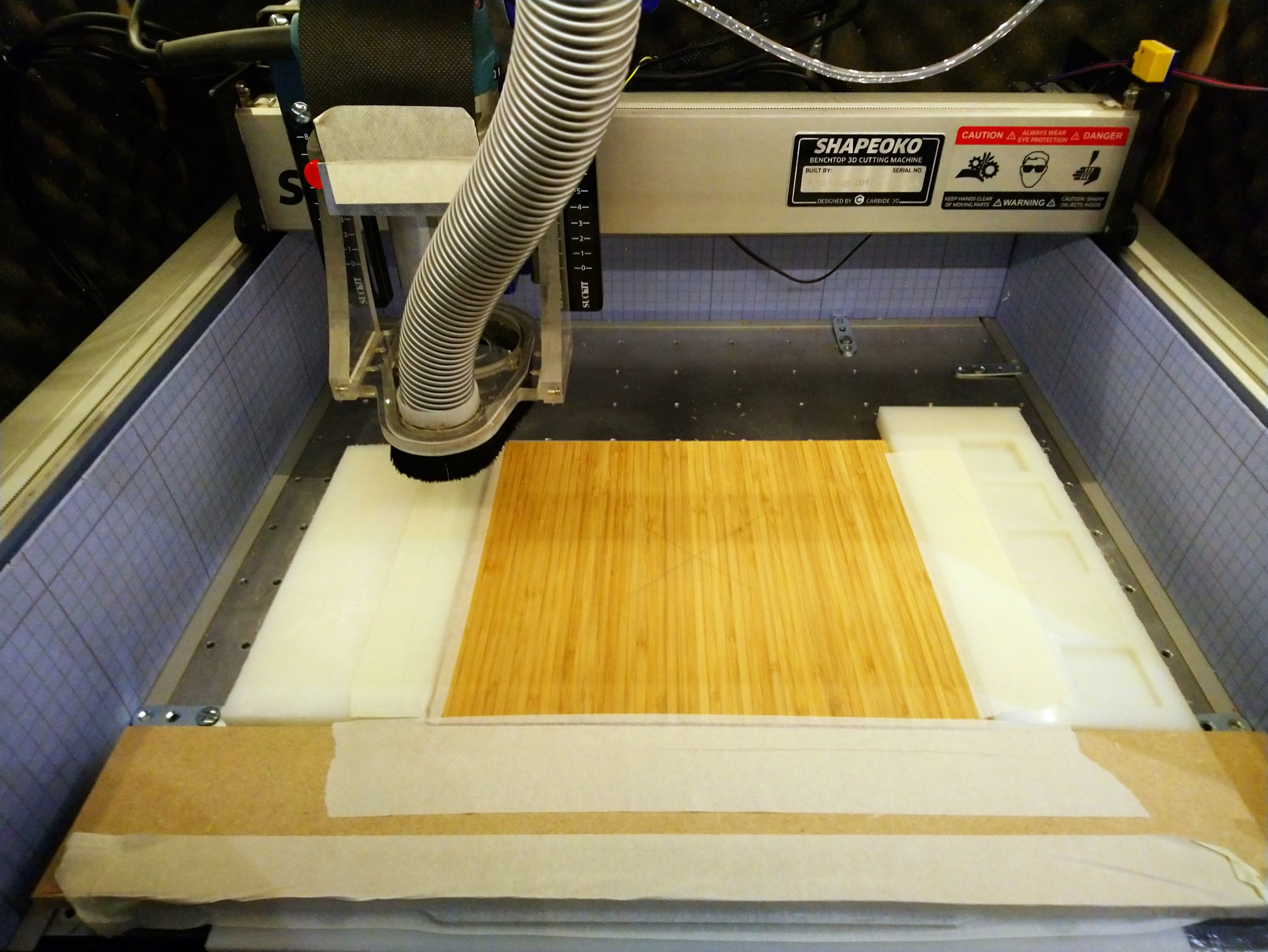
My favorite starting point: a bamboo cutting board from Ikea.
My endmills were sourced from various places, so the plastic boxes they come in have different sizes. I figured I would cut identical pockets, and then cut inserts made to size to hold the various boxes.
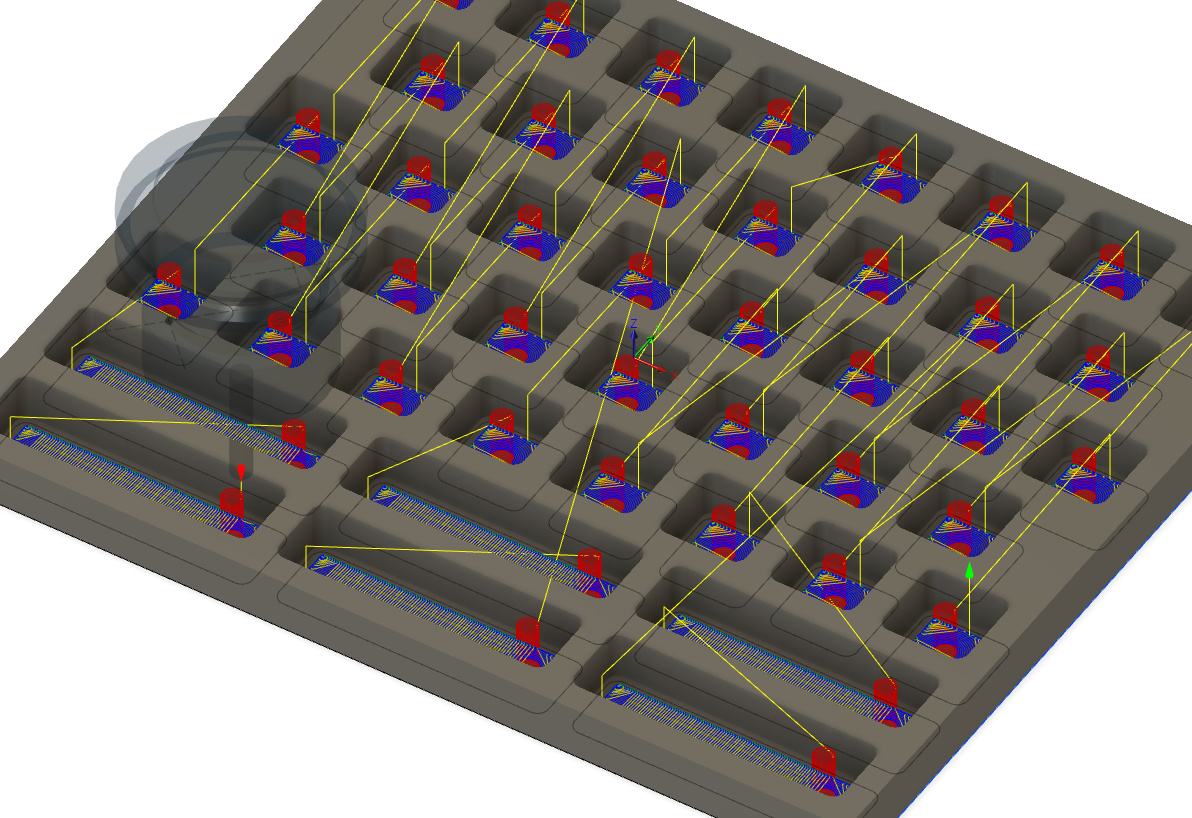
I first used a roughing pass using a 1/4" 2-flute endmill, 12.000RPM, 80ipm feedrate, 3D adaptive clearing, optimal load 0.03", 15ipm plunge rate, target chipload was 0.0027", corrected for chip thinning to 0.0033", 0.02" radial stock to leave, 0.5" DOC (full depth of the pockets):
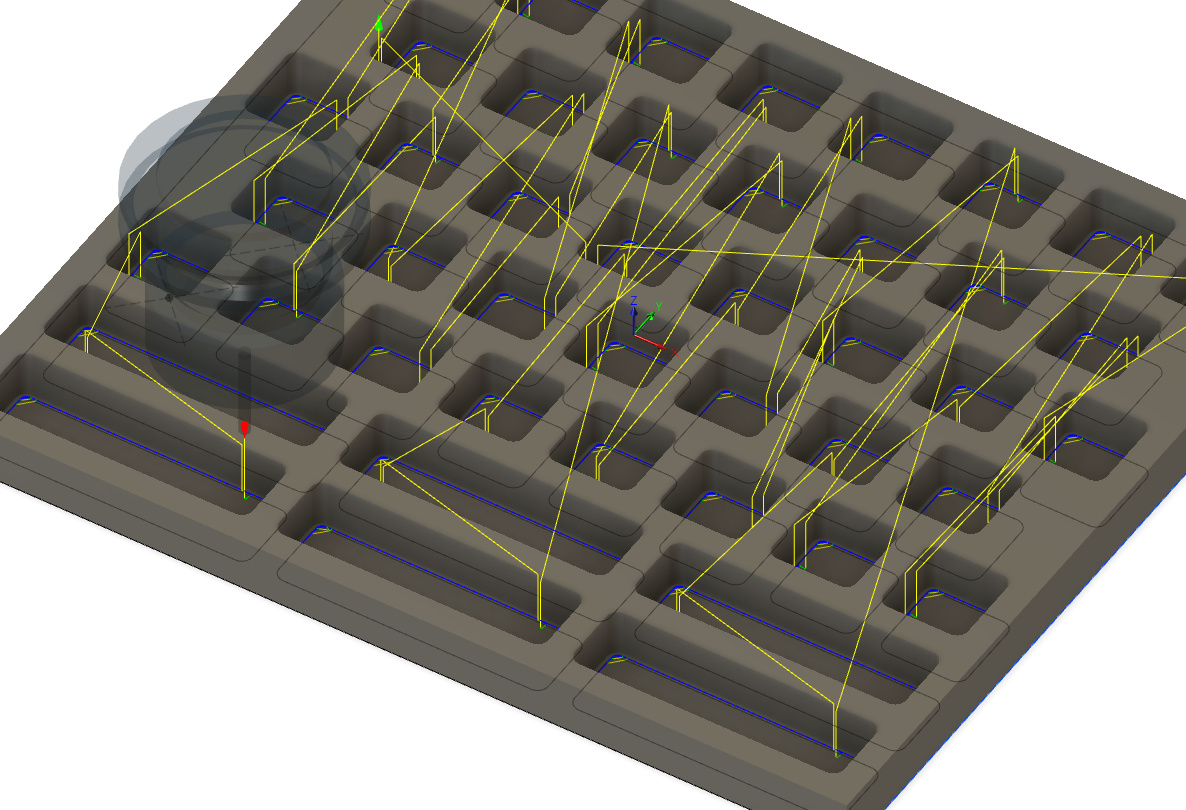
I then used a finishing pass using rest machining (I love this option!) to cut into the corners and remove the remaining stock inside the pockets, using a 1/8" 2-flute downcut endmill, 12.000RPM, 33ipm feedrate, adaptive clearing, optimal load 0.02", 15ipm plunge rate, target chipload 0.0014" corrected for chip thinning to 0.0018", 0.5" DOC (full depth):
The roughing pass gave me this,

and then the downcut 1/8" endmill did its thing, leaving me with super clean edges:

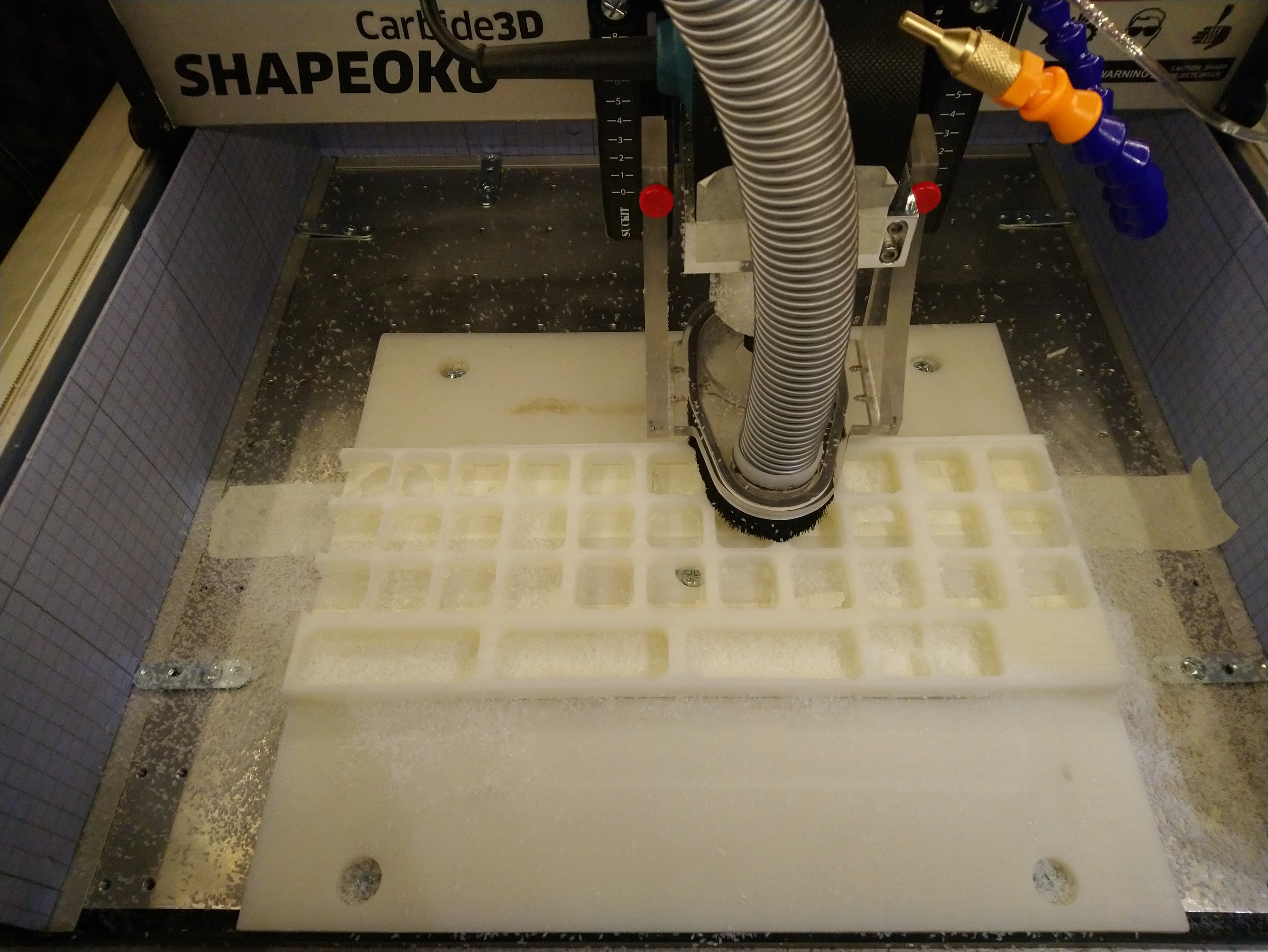
I then designed the inserts of various innner sizes, and cut them from HDPE.
First I did a surfacing pass to bring the stock down to the right thickness (depth of the bamboo pockets), using a 1/4" endmill at 10.000RPM, 200 ipm feedrate, 0.06" DOC. I think I could become addicted to running at full feedrate, this is cool to watch!
I then switched to a 1/8" O-flute, 10.000RPM, 47ipm feedrate & plunge, pocketing toolpaths with max stepover of 0.02", DOC 0,06", which got me clean chips and the endmill was not even warm at the end of the job (= satisfaction)
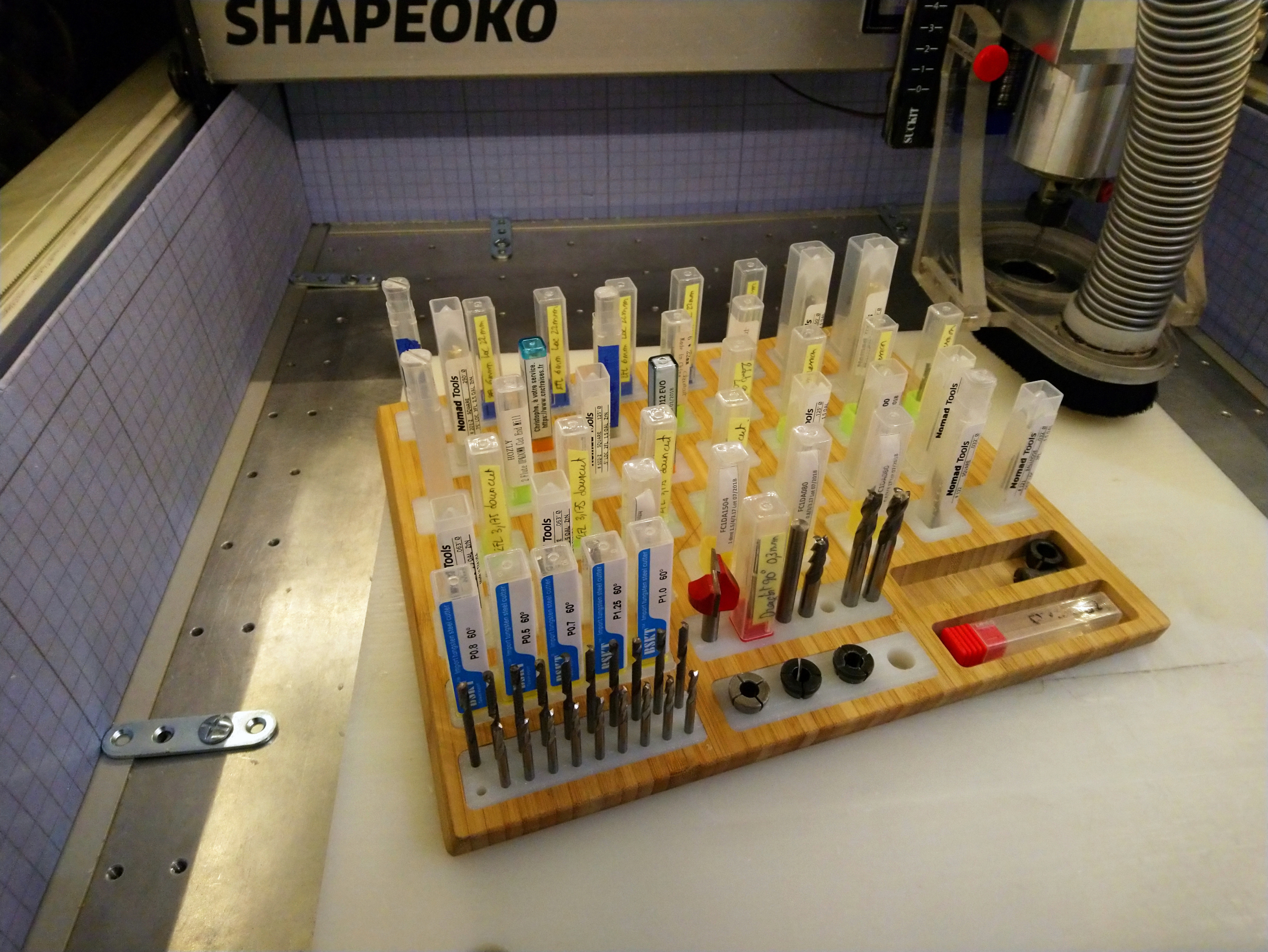
A little bit of trial and error to adjust stock to leave by a few thou, and I got inserts that fit just right into the bamboo pockets, completing the project:
My takeaways of the week-end:
- I cannot live without adaptive clearing & rest machining anymore
- the target chiploads reference table I am using seems to work out ok, test after test.
- a full-depth finishing profile cut inside pockets with a downcut endmill does wonders. Oh the joy of not doing any sanding!
- O-flutes are indeed great for plastics (no surprise, but I’m even more convinced now)
Happy machining everyone.