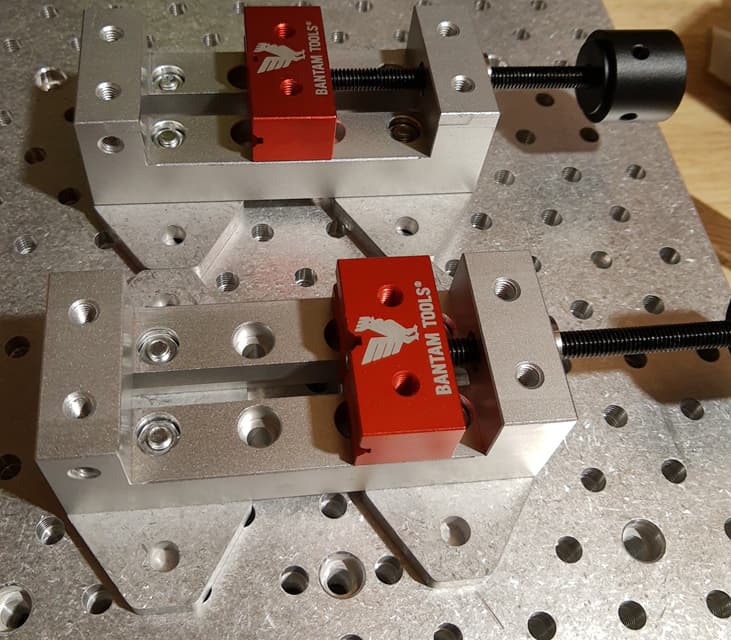
I picked up a “CNC Fixturing Pallet” and a pair of “CNC Beginner’s Vises” from Bantam Tools about a month ago. To be honest, it was priced below Carbide3D’s offerings and looked like good values. In particular, the “CNC Fixturing Pallet” is listed as 0.75" thick and 9" x 11" in dimensions, so both thicker and bigger than Carbide3D’s Nomad plate.
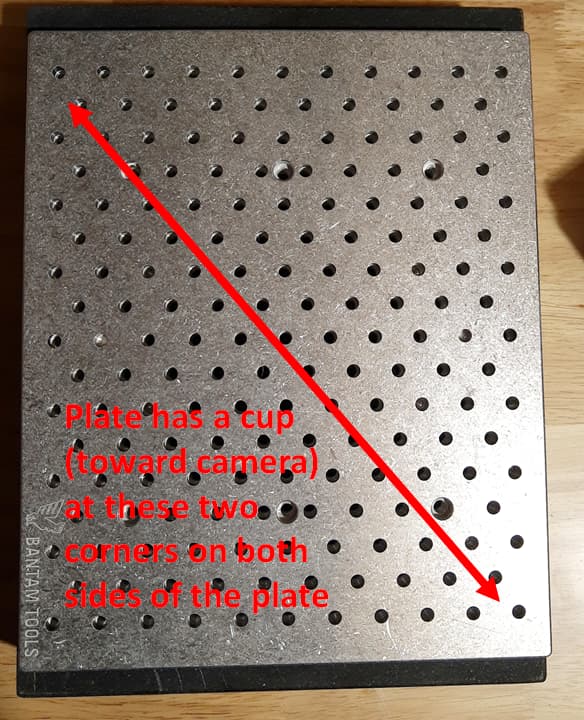
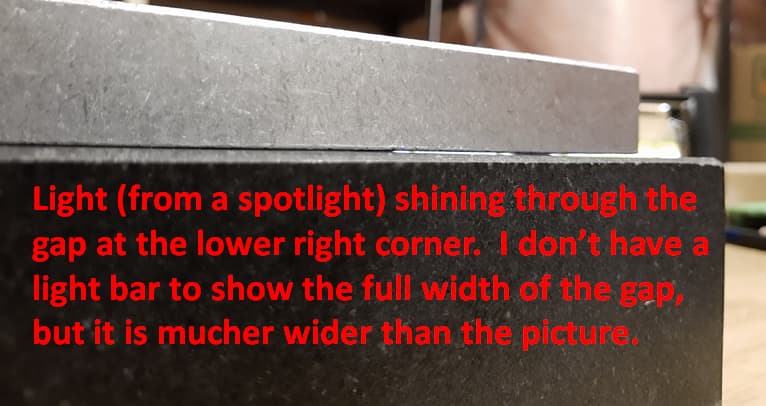
Taking the tooling plate out of the packaging, I noticed the heft, yes, but then after putting it down on my work bench, immediately noticed it was rocking across a diagonal. Not a good sign so far, and sure enough, putting it on my granite surface plate showed the same result. The bottom surface is definitely worse than the top surface, but the top surface is rocking rocks as well.
The tooling plate lack of flatness is to be honest not the end of the world. I have a CNC afterall and can resurface it. I’d lose the anodization properties and a bit of thickness.
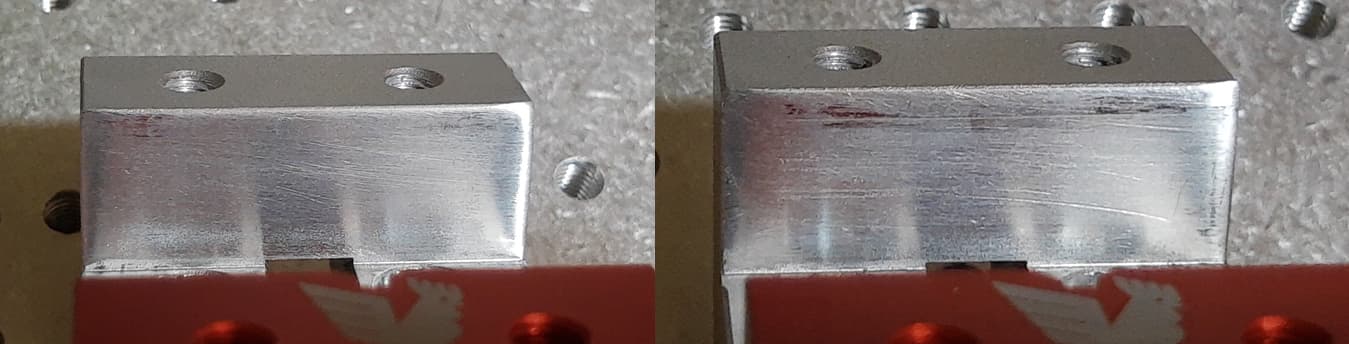
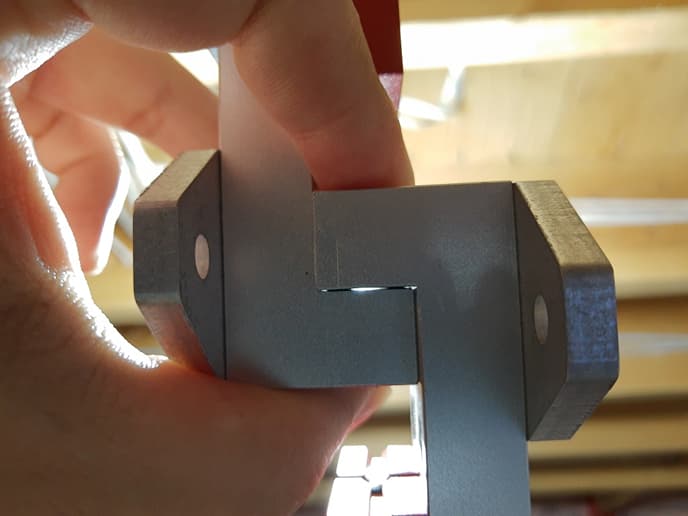
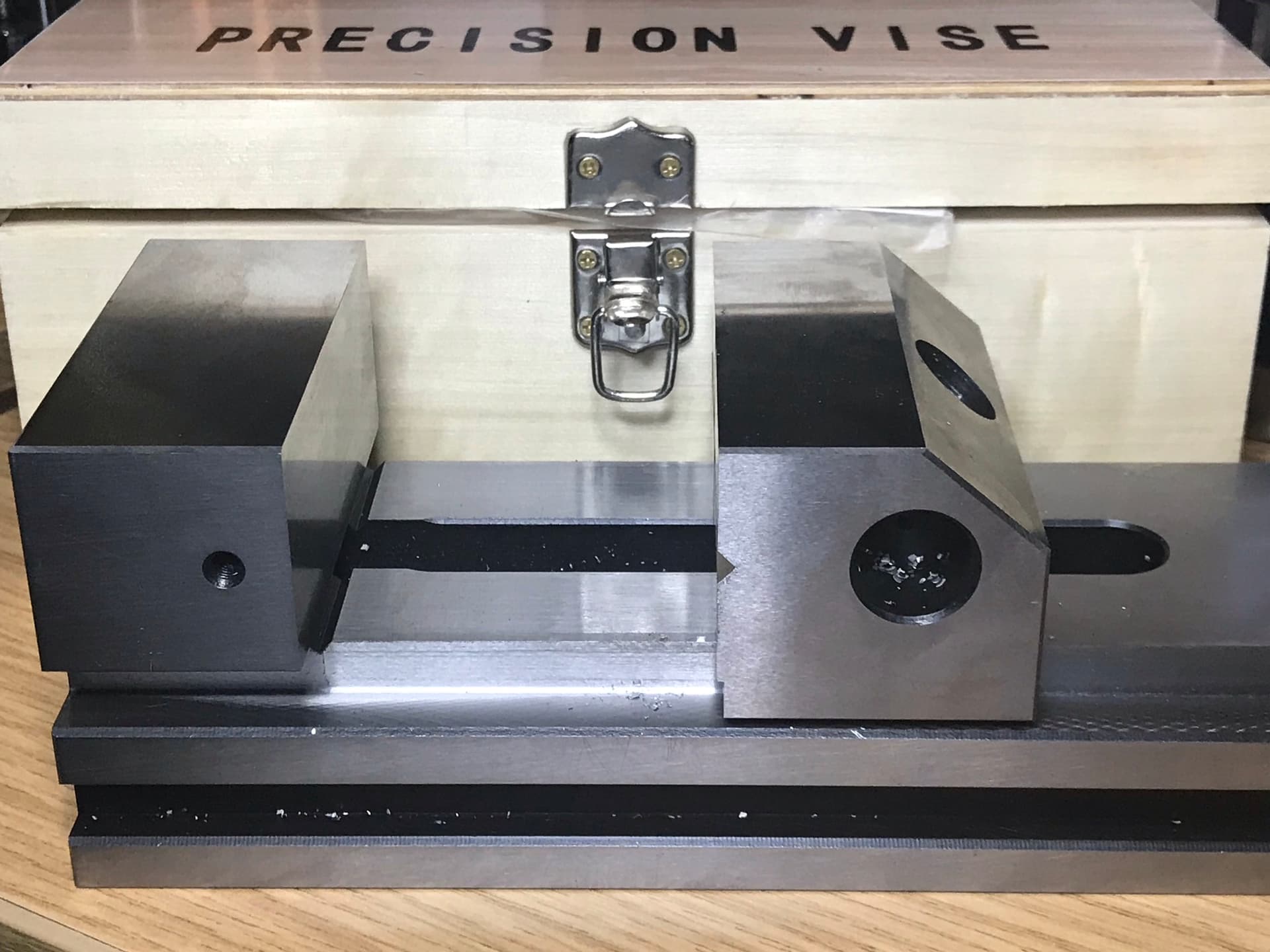
If one just take a look at the fixed jaws, one will notice some hand work that has left some non-uniform / non-horizontal scratch patterns and has rounded the jaws. If you put two of the fixed jaws face to face, sure enough they show high spots and light gaps. To me this is inexplicable. These were presumable made on a production CNC, for pete’s sake. No matter how bad the tramming / chatter / galling / chip embedding is, I cannot imagine it being worse than this hand work. I don’t want to toss these out so I will cut a relief grove in the inside corner and re-mill the fixed jaw face.
To summarize, I would not recommend these two products to anyone. I am also glad I didn’t spend the extra money on the “Low Profile Vise”, which appears to be similar to production CNC vises. Furthermore, with these as examples of the level of quality of Bantam products, I cannot imagine their actual CNC machine being a quality machine.
I would just send the whole lot back to Bantam, maybe give them a chance to fix it or explain, but I certainly wouldn’t burn my time trying to fix these things, odds are that the rest of the vice is not square either and as for the frying pan, there’s too many holes in it to be useful.
If I were in the US I would certainly have returned the products. But I am in Canada, and even if the vendor covered the return shipping, I would still be out $50 USD for the import fees and taxes I paid.
In the end, it is not outright fraud; they did deliver an aluminum plate and two vises. This is just simply the level of their product. I doubt if they pick out another two vises from their shelves, it would be any better. What I would imagine is that the master vise sample they have or their Chinese subcontractor supplied (I’m guessing at the source here) is a lot better.
At a very reasonable price and have been quite surprised by it’s quality and squareness. It’s as square as I can measure and the surfaces are flat and hard.
In retrospect, yes, it would have been a better choice. I was seeing similar things on Amazon.ca for around $130 CAD. Other than needing to make some hold-down clamps, they would have been fine.
By the way, how does the long screw style of clamp on the Nomad vise and the one in the corner of your picture prevent jaw lift? It is purely based on a tight fit in a T slot or dovetail under the moving jaw?
The little vice in the corner is a really old toolmaker’s vice, it was given to me by an old machinist at least 30 years ago, I think he may have made it himself during apprenticeship as there are obviously hand-fitted parts.
There is a clamp below the sliding jaw which was probably a precision fit about 50 years ago and is still pretty good now. I took the whole thing apart and cleaned it properly a few months ago, perhaps I should be doing more than 2 cleanings per century
That’s one of the upsides of the tool vice, the clamping mechanism pulls the moving jaw down as well and is pretty solid.
I spent ages looking for a good solution that wasn’t the import from the US SMW mod vice and this was the best I found.
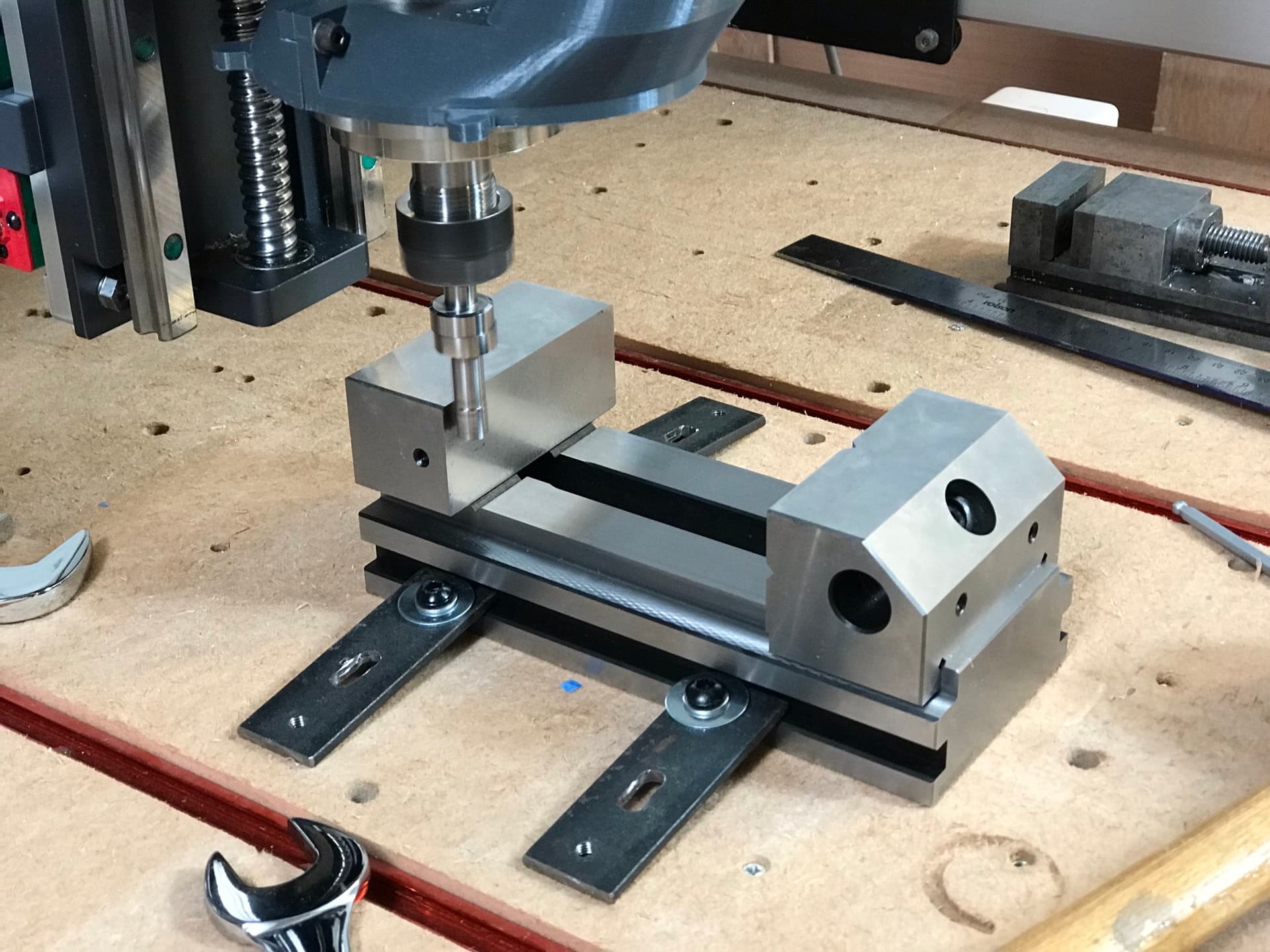
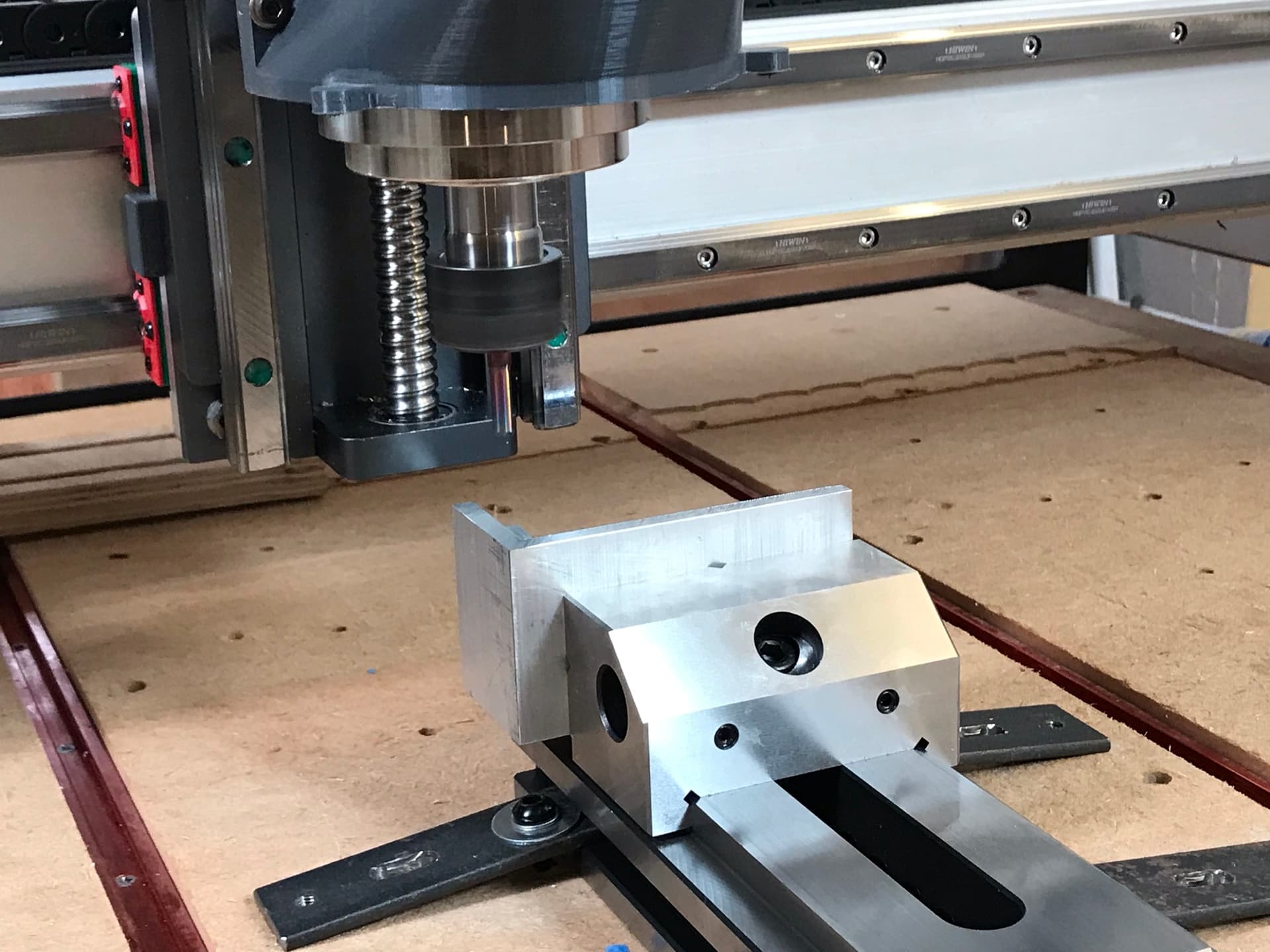
What I do plan to do is mill out a pocket in my spoilboard to recess the vice into, even without that though, there’s reasonable room above the jaws (with an HDZ) to clamp things and work on them. Not perfect, but it’s not a milling machine, it’s a CNC router.
I took the plate into my workplace to use the granite table and indicating equipment. I see about 0.012" deviation in the top surface and 0.009" deviation in the bottom surface. Not an absolute disaster, but unpleasant nonetheless. If it weren’t for that one corner / quadrant, it wouldn’t be so bad. I see from the McMaster-Carr catalogue that their tolerance for jig plate material of this thickness is 0.005".
Well, I did think of suggesting you ‘level’ it to whatever the machine thinks is flat on the machine but I was not sure that you can reach the edges of the plate, having had the lip round the edge of the spoilboard problem on my Shapeoko I know what a PITA that can be…