That sounds like a blast. If I had access to this kind of stuff in high school, who knows what sort of trouble I’d get up to 
Cutters are an interesting topic, the forums will tell you that a good coating on a single flute 1/8" is the best you can get on the nomad. I’d tend to agree but they’re expensive.
For roughing I’ve had good results with the corn cob style roughing endmills. This requires a tool change for finishing though so I’m not sure it’s worth it for you. (I imagine tool changes are going to be the bane of your existence given your setting…probably not popping by the school at 9pm to change a tool  )
)
Single flute coated endmills are sold by Carbide3d and they’ve been great in my experience. Plus the built in carbide create tool library has decent feeds and speeds already for your students not quite up to the fusion level. They’re pretty conservative but I can say they’ve never broken a tool and they get the job done.
If you’re looking to cut costs I’ve also had good experiences with Thriftybot (a site that provides low cost supplies for robotics clubs and such: QTY 2 - 1/8" Carbide Single Flute Endmill )
To be honest…the thriftybot cutters are not quite on size but for strictly aesthetic parts, the fractions of a mm might not matter.
For very small features, I tend to use pcb mills. They can be had for a few USD a piece from the right supplier. I use Drillman1/OliverToolCompany on ebay for most of my disposable bits. Lots of trial and error but once you find the right recipes, they’re pretty reliable tools even into the sub mm range.
Ok, coolant! With a single flute and a good coating, you don’t need coolant. Really, honestly, it’s not strictly necessary. If it’s going to be a big hassle, I’d recommend testing pretty thoroughly without coolant to see if you agree.
If you do want coolant though, I use a Fogbuster Mini with isopropyl alcohol. It’s expensive but it does exactly what it’s supposed to do.
That said, you probably get 80% of that benefit from just a very low pressure air assist. There are tons of threads on how to retrofit your nomad with inexpensive air assist options. I commented on one recently
Finishing is another entire topic on its own. I’d recommend a nice flex shaft rotary tool as a bare minimum. I went with a Foredom SR years ago and it’s still going strong. Changed my outlook on polishing 
I like the heavy metal foot pedal and if you get the hanging shaft, the students can’t run around the shop with it while flinging abbrasives everywhere 
If the expense throws you off, just pick up a few cheap ones. They’ll die but you can see if you like em before investing in a nice industrial one.
My favorite finish so far is to remove the tool marks from the mold with the rotary polishing and then bead blast it with fine glass beads. That provides an end product with a nice smooth touch surface and diffuses light really well to cut down on glare. (I’m no professional, so I can’t speak to RA or any of the more technical mold finishing stuffs)
Ok, plastics. I buy all of my colors premixed and always have, so I don’t have experience with mixing. Most entry level mold machines do not have a screw so the plastics will not mix well in the barrel. That’s why I stick to the premixed colors.
It’s hard to find plastics in quantaties that are reasonable for a home shop. My go to is usually 10lbs bags from ebay. I’ve had good experiences with boyplastics/edwardsindustrialsurplus but you can find also source plastics from most of the entry level mold machine makers.
Thanks for taking an interest and trying to pass the knowledge along to your students. Super happy to share what I’ve learned and hopefully save you some headache!
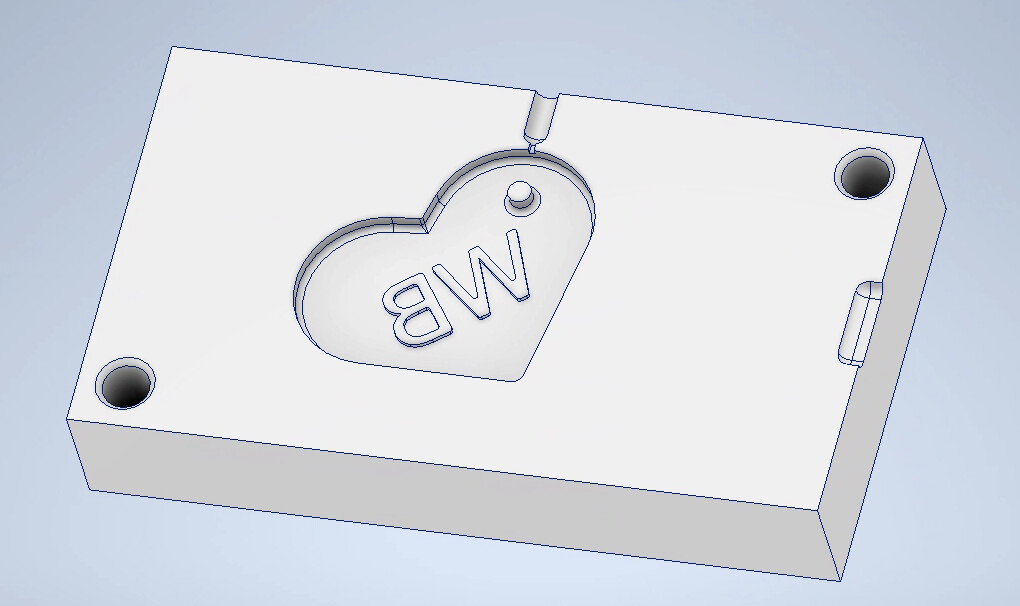
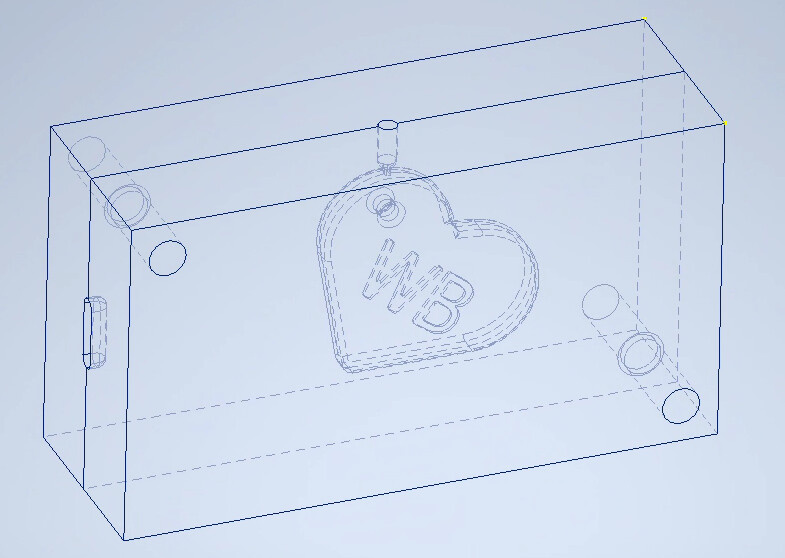
P.S. For your example mold, I’d maybe recommend a few things:
- Move your injection point to one of the flat sides of the heart. This will make trimming with flush cutters much cleaner than trying to cut along that curve.
- The current injeciton point puts the pillar for your hole directly in the path of the incoming plastic. I’d usually try to get as smooth a flow as possible for your molten plastic.
- You might find tht your pillar for making the hole starts to degrade over time. If that happens, you could try drilling it out and press fitting a hardend steel pin in its place.
- You’ll want to make your pry area much larger and pattern it around the part…trust me on that one.
- I didn’t think there would be 5 P.S.s or I woudn’t have said P.S

P.P.S all of the links I’ve put are just for reference and there may be better alternatives depending on your region