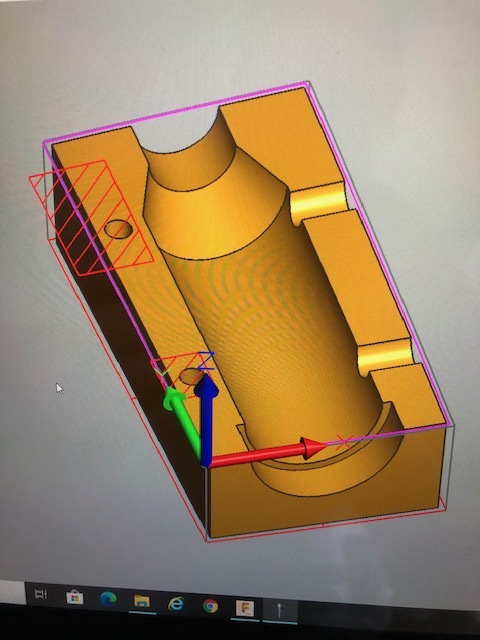
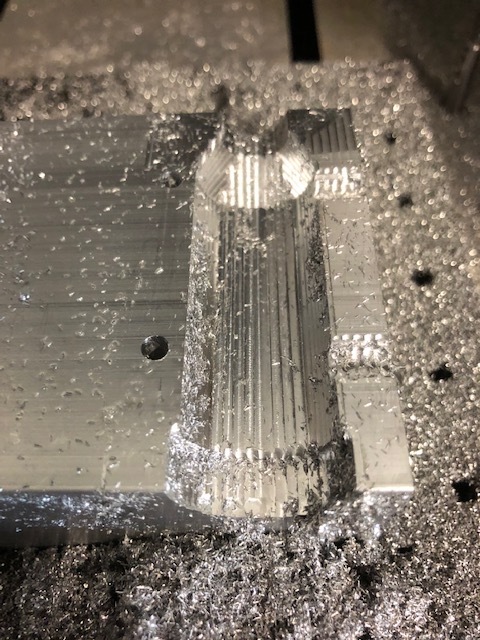
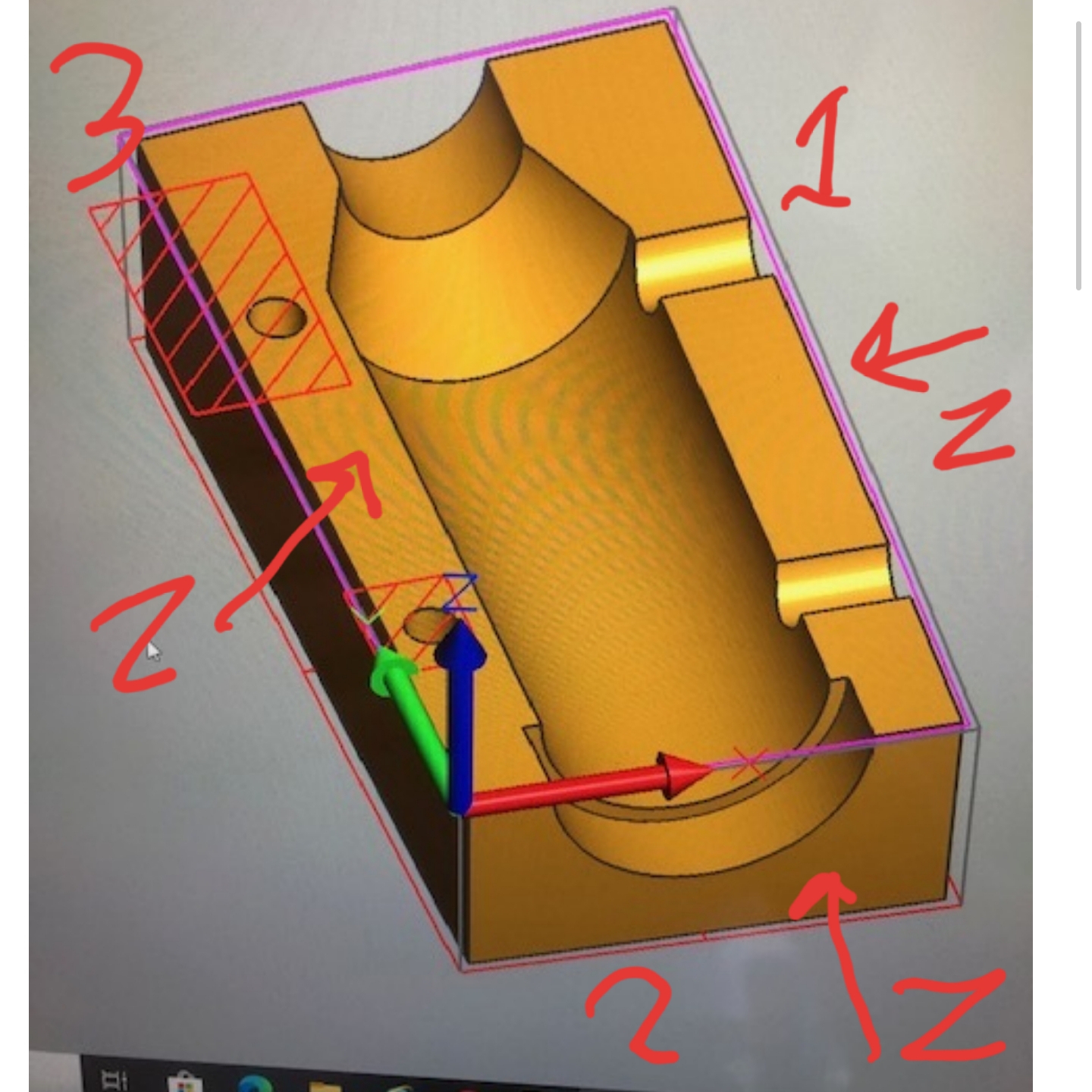
New guy here. I’ve modelled the part below in fusion, saved as stl, imported to Meshcam, done a roughing and 3D finishing pass and the part is not mirror finished, it’s actually quite bad but I know I’ve not set it up properly - still learning (it’s for a two part mold and needs to be a very good finish)
My question is, can Meshcam give me a mirror finish with the right tools and also can the nomad cut a mirror finish - is it within its capabilities? If so, I would appreciate some help in using the correct bits and tool path creation.
Which tools and settings did you use for this cut ?
To optimize finish you will need to look into using finishing passes with ball endmills, not much stock to remove after roughing, and mainly using a tiny stepover, potentially with several finishing passes at an angle from each other. I don’t own MeshCam so I can’t provide more specific advice, I’m sure the Metal Nomaders will chime in.
That looks exactly what I want. I just used 101 and 102 tools but I’m sure they are not the right finishing tools. I’m happy to spend a good amount on tooling, ideally just need someone to tell me what I need and help with tool path creating etc. There is so much info online and it’s quite a challenge picking the bits I need Specifically for specific application.
I would really appreciate if some could take my stl file and create the necessary tool paths and tell me which tools are needed, I can then build on that for my other molds.
Thanks so much for the help
Check out this video from @wmoy which I think is on point:
Well he’s using Fusion360, but you will still be able to pick up interesting tips, like
the ~5% stepover as a good compromise between finish quality and runtime.
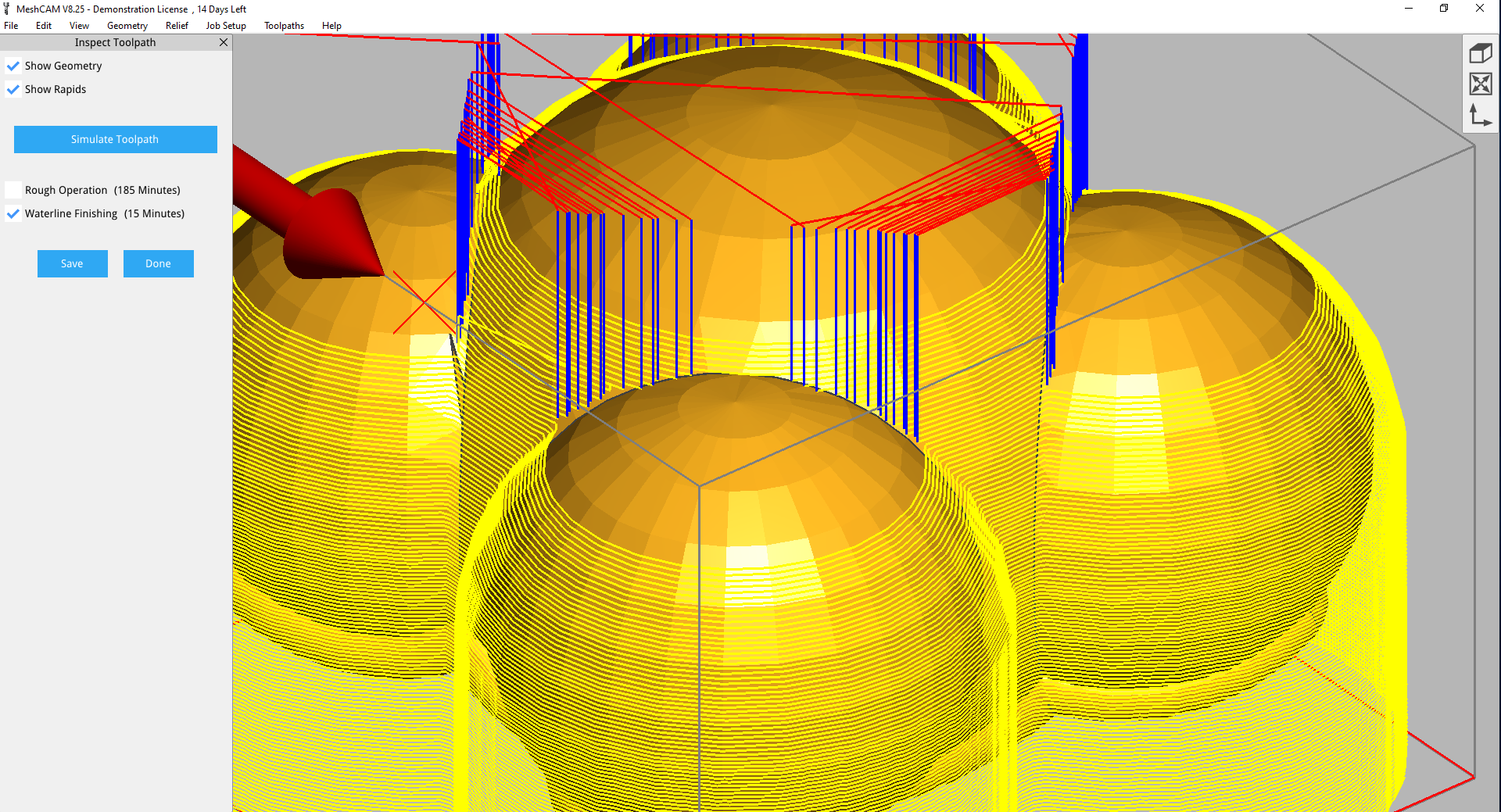
parallel finishing was not the best and he used “3D scallop” for best rest. In MeshCam, the closest would be to use the Waterline finishing strategy I think? Out of curiosity I downloaded MeshCam trial version and waterline looks like this:
Your #101 1/8" ball endmill should be just fine for running a finishing toolpaths in your case.
Maybe try something around those guidelines, and report ?
It might be worth generating your tool paths in Fusion to have more control over the finishing pass. I’m sure Vince has better recommendations, but I usually try and remove .05mm for better finish pass. Also air blast would help.
This will let you accurately machine your features. Make sure to check and adjust runnout to less than or equal to 0.0005. Saunders has a few great videos on this.
You’ll want to do roughing, semi finishing and a finish pass.
Also a Marvgro pro tip - match your chipload with your stepover. It creates a symmetrical surface, this will create a very good finish.
All, really appreciate your input. Some I understand and some is still a bit vague. I know it’s very cheeky but if I sent my stl file would someone be able to generate the tool paths in Meshcam and send me them? I can’t use fusion for CAM yet. I have quiet a few mold tools to make and not too much time. Really appreciate the help all.
Honestly that’s a big ask, especially because not too many people use meshcam. And like @Radiation said, fusion will give you more control for a project with your needs.
Imo continue using meshcam on a simpler project to learn your machine, workflow, and speeds feeds. At the same time learn Fusion cam, it’s worth it no question. There are threads on this forum with fusion files to download that show cam. Also most of the contest submissions share design file with cam and quite a few are Nomad made. Use those to copy toolpaths and save as templates. Apply those templates to your design with your custom geometry.
The other option would be to pay someone for their time, because it’s a gooood amount of time.
@Vince.Fab, I’ve come to realise you are right. I’m going to start putting the hours in on fusion. I would be more than happy to pay someone to give me tuition on Fusion CAM specifically on my mold tools. Do you know anyone who offers tuition?
I can hop on and do a quick overview in fusion of you’d like. Do you have discord?
Edit: Discord name is Radiation#6628 if you want to add me. We could also use google hangouts
@Radiation Thanks for the offer, let me have a play and then I’ll get back to you. I could send you my two parts of the mold before hand if you wanted to have a look and see what you can do in fusion. I need a really excellent finish on the geometry because I’m moulding parts that need to be smooth
It looks like your stepover on the finishing path is way too large. For as smooth of finish as possible you’ll want to have your stepover at less than 8% of the tool diameter. That would be my 2 cents…
I’m way late but I’ve been thinking about this on an off for a while. Is that really true? Vince has added ball screws axes along with linear rails on Z, which should make the machine more rigid, so less prone to vibration, so less prone to deviations on the work while cutting. Plus, he’s using a much more powerful spindle, which again less vibration and also, that on that piece, he’s able to use a >1/8" endmill.
So I think modifications are relevant to surface finish?
Don’t mean that it’s the be all and end all but I’m not sure it can be ignored either…
And to add to this, make sure you properly account for chip thinning (resource 2 that has lots of annoying popups), otherwise you’ll end up rubbing, which will make things worse.
Just to add my 2 cents here, there’s only so far you can get on any machine. Most molds need some level of polishing, very often by hand. Even with a high-end vmc designed for cutting molds. There’s a Facebook group called small scale plastic injection molding (I think that’s it, or something close). They had a thread recently about polishing molds. Didn’t seem too complicated.