@themillertree How many flutes do your 1/4", 1/8" and 1/16" cutters have?
1 Like
2 Flutes.
But I just started using a Yonico 3 flute downcut, and I think I am in love. I accidentally rapid plunged .625" into some maple on a stock Z-axis, and this bit said, “give me more”. I forgot to change my work coordinate system in my code/Fusion setup. 
This bit is why I want to play around with my adaptive settings.
3 Likes
@DanoInTx How can I get a copy of that feed rate calculator’s Excel sheet ?
1 Like
Which feed rate calculator? I use GWizard, not sure which one you’re looking for.
Dan
I run both the 1/4" and 1/8" 3 flute downcuts by Yonico and absolutely adore them! Very forgiving and leave a great finish!
2 Likes
It is in the thread here: Speeds, Feeds, Power, and Force (SFPF) Calculator and also the Shapeoko e-book V2 thread.
2 Likes
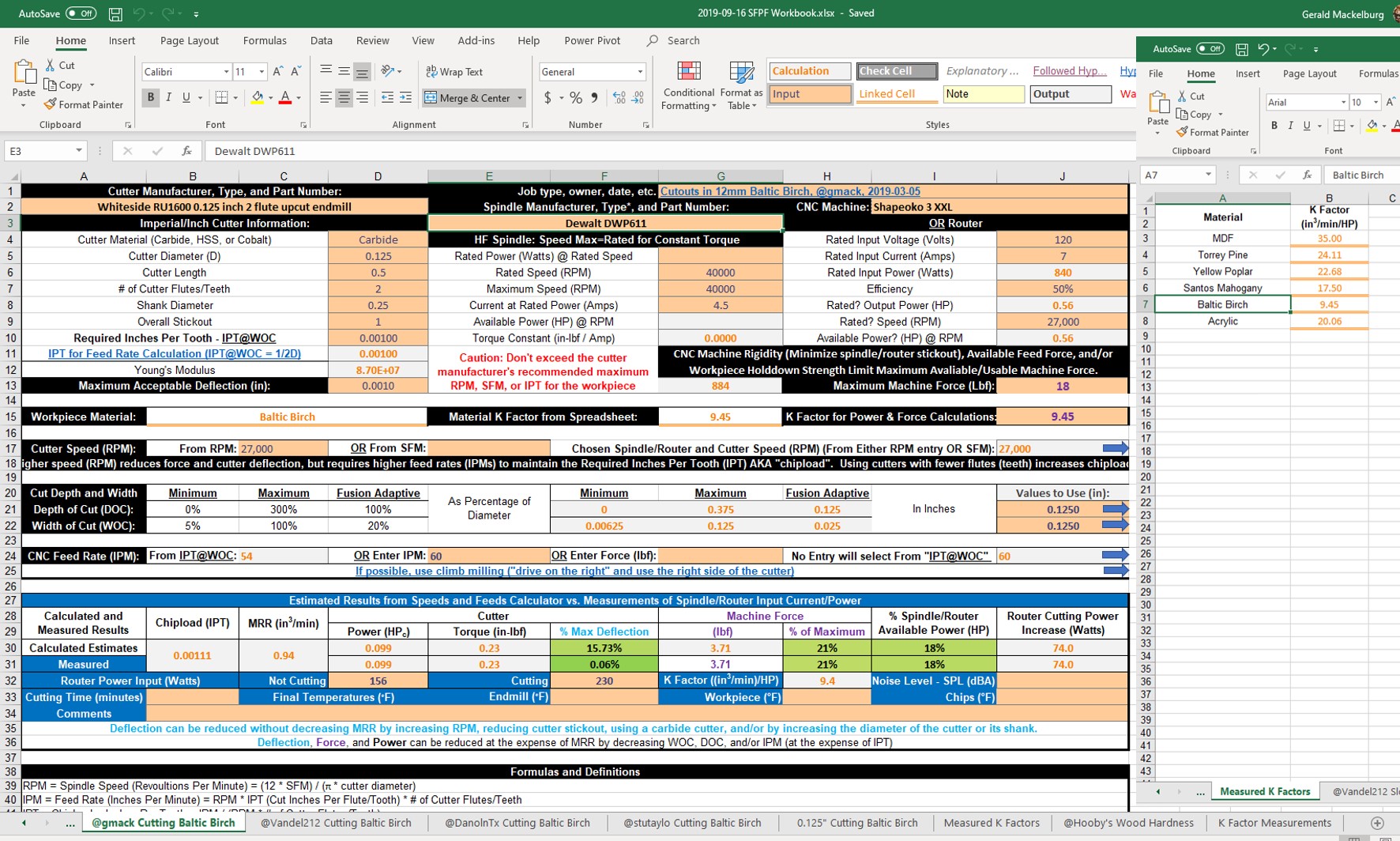
As shown below, I took a stab at entering the info for your spindle into a spreadsheet to see how you’d likely cut Baltic Birch. It should take about 7 lbf of cutting force and 0.331 HP cutting power. Assuming the values I entered in cells G5 - G8 for your spindle are correct, the spindle current increase when cutting should be about 0.8 Amps. If you enter the VFD’s displayed spindle current values when the spindle isn’t cutting and when it is cutting into Cells D32 and F32 respectively, the spreadsheet will calculate the actual cutting parameters (Cells H32, and D31 - J31). As shown in the second picture that’s how I estimated the K Factor for Baltic Birch. You can easily make copies of your spreadsheets to share and/or for your own future reference. A drop down menu accessed via right clicking the spreadsheet’s tab at the bottom of the workbook gives you several options for that.
The latest workbook (with additional spreadsheets) is available here.

4 Likes
How much weight did this spindle and it’s mount add? Did you use stiffer springs to compensate? If so, which ones? 
Not a lot over the makita I had prior. When I cut power the z axis will move to about 1.5“ from the top of its travel, regardless of where it is sitting in its travel when the power is tuned off.
Mine is the same diameter as the makita, not the 80mm which makes the weight a lot less
2 Likes
@stutaylo
Wow - that’s impressive and really unusual! Care to share specifics on manufacturers and model numbers, for the spindles and VFD that you use? 
Note that all of these SFPF spreadsheets assume that Baltic Birch is being cut/slotted. In my example the 1/8" DOCs each cut through 2 layers of glue. In other types of plywood 1/8" DOCs probably wouldn’t be cutting any glue, so the proper K Factor would be significantly higher than that used in the calculations. It’s probably the glue that makes plywood harder to cut than the wood it’s made from. Baltic Birch was the hardest to cut wood I’ve measured.
From “@Hooby’s Wood Hardness” sheet in the workbook the Janka hardness of yellow birch is 1260, red oak is 1290, Santos mahogany is 2400, and yellow poplar is 540. As shown in the “Measured K Factors” sheet, my K Factor measurement estimates were 9.45, 17.5, and 22.68 cu-in/min/HP for Baltic birch, Santos mahogany, and yellow poplar respectively. GWizard uses 18.8 cu-in/min/HP for plywood. So, for other types of plywood, the actual K Factor would probably be about twice as high as that shown (which would reduce the actual cutting powers and forces by a factor of 2).
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.